Изобретение относится к области обработки металлов давлением, в частности к управлению резкой проката.
Цель изобретения - повышение выхода годного раскроя проката за счет повышения точности расстановки режущих головок и введения коррекции на погрешность их перемещения.
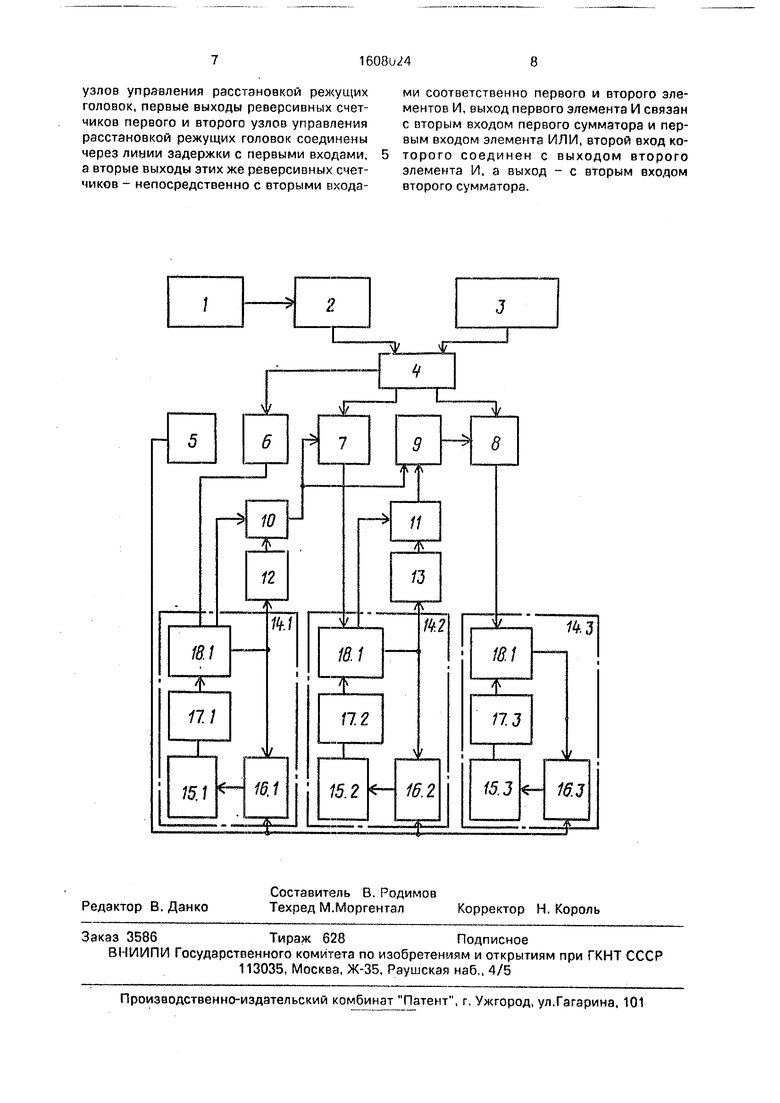
На чертеже приведена блок-схема устройства.
Устройство содержит последовательно соединенные датчик 1 температуры с преобразователем 2 аналог - код, задатчик 3 дли- ны начальной расстановки режущих головок, умножитель 4, первый вход которого соединен с выходом преобразователя 2 аналог- код, а второй - с выходом задатчика
3 длины начальной расстановки режущих головок, датчик 5 наличия металла, регистр 6, вход которого подключен к первому выходу умножителя 4, первый 7 и второй 8 сумматоры, первые входы которых соединены соответственно с вторым и третьим выходами умножителя 4, элемент ИЛИ 9, выход которого подключен к второму входу второго сумматора 8, первый элемент И 10, соединенный по выхрду с вторым входом первого сумматора 7 и первым входом элемента ИЛИ 9, второй элемент И 11, выход которого подключен к второму входу элемента ИЛИ 9, первая 12 и вторая 13 линии задержки, выходы которых подключены соответственно к вторым входам первого 10 и второго 11 элементов И, и узлы 14.1-.14.3 управления расстановкой режущих голова
Оч
о
00
о
D 4i
по числу расставливаемых режущих головок.
В узлы 14,1-14,3 управления расстановкой режущих головок входят механизмы 15.1-15,3 перемещения режущих головок с блоками 16.1-16.3 управления механизмами, к первым входам которых подключен датчик 5 наличия металла, датчики 17.1-17.3 импульсов кинематически связанные с механизмами 15.1-15.3 перемещения режущих головок, и реверсивные счетчики 18.1-18.3, соединенные по первым входам с выходом датчиков 17.1-17.3 импульсов, а по первым выходам - с вторыми входами блоков 16.1-16,3 управления механизмами перемещения режущих головок.
Второй вход реверсивного счетчика
18.1первого узла 14.1 управления расстановкой режущих головок подключен к выходу регистра 6. Вторые входы реверсивных счетчиков 18.2 и 18.3 второго 14.2 и третьего 14.3 узлов управления расстановкой режущих головок подключены к выходам соответственно первого 7 и второго 8 сумматоров. Вторые выходы реверсивных счетчиков 18.1 и 18.2 первого 14.1 и второго
14.2узлов управления расстанов .ой режущих головок подключены к первым входам соответственно первого 10 и второго 11 элементов И. Входы первой 12 и второй 13 линий задержек соединены с первыми выходами реверсивных счетчиков 18.1 и 18.2 соответственно первого 14.1 и второго 14.2 узлов управления расстановкой режущих головок, а выходы - с вторыми входами соответственно первого 10 и второго 11 элементов И.
Устройство работает следующим образом.
Перед началом процесса порезки раската на мерные длины на задатчике 3 длины начальной расстановки режущих головок набирается заданное значение отрезаемых длин. Информация о заданной длине поступает на второй вход умножителя 4, При поступлении раската в зону резки датчиком 1 температуры измеряется температура раската. Информация о температуре через преобразователь 2 аналог код поступает на первый вход умножителя 4.
В умножителе 4 производится определение измерения длины при изменении температуры раската от Ti до Т2 по формуле
А1 L3aA,(T2-Tl).
где LaaA- заданное значение ртрезаемых
длин, мм;
а - коэффициент линейного расширения. 1/° С;
TI - температура раската при заданной
длине, ° С;
Та-измеренная температура раската,
°С;
С умножителя 4 информация поступает
на вход регистра 6 и входы первого 7 и второго 8 сумматоров. При раскрое раската на разные длины длина перемеш,ения каждой последующей режущей головки больше 0 длины перемещения предыдущей на величину, равную вычисленному значению Д1. Тогда значения длины перемещения будут равны (для трех пил): для первой режущей головки АН Д1 ; для второй роежущей го- 5 ловки Д12 2Д1; для третьей режущей головки Л1з ЗА1,
Поэтому в умножителе 4 в зависимости от адреса поступления информации производится умножение вычисленного значения 0 изменения длины Д1 на коэффициенты, соответствующие порядковым номерам режущих головок.
Значение длины перемещения для первой режущей головки А11 поступает по пер- 5 вому выходу умножителя 4 на вход регистра бузла 14.1 управления расстановкой первой режущей головки. Значения длины перемещения для второй А12 и третьей режущих гоповок поступают соответственно по 0 второму и третьему каналам на первые входы первого 7 и второго 8 сумматоров.
Когда передний конец раската достигнет датчика 5 наличия металла, последний срабатывает и выдает сигнал на блоки 16.1- 35 16.3 управления механизмами 15.1-15,3 перемещения режущих головок. В блок управления механизмом передвижения режущей головки входит типовый электродвигатель с пускорегулирующей аппаратурой. 40 С механизмами 15.1-15.3 перемещения режущих головок кинематически связаны датчики 17.1-17.3 импульсов. При включении механизмов 15.1-15.3 перемещения режущих головок импульсы с датчиков 17.1-17.3 45 поступают на первые счетные входы реверсивных счетчиков 18.1-18.3. Одновременно по тому же сигналу от датчика 5 наличия металла на вторые входы (входы параллельной записи) счетчиков 18.М8.3 поступают SO коды из регистра 6 и сумматоров 7 и 8.
. Импульсы отдатчиков 17.1-17.3 импульсов на счетные входы реверсивных счетчиков 18.1-18.3 поступают в режиме вычитания. Когда число импульсов, поступивших с датчика 17.1 импульсов первого узла управления, станет равным коду регистра 6, то с первого выхода реверсивного счетчика 18.1 выдается сигнал з блок 16.1
управления для выключения механизма
15.1перемещения первой режущей головки.
Так как после выдачи сигнала на остановку механизмов передвижения режущих головок они некоторое время движутся по инерции, то с датчиков импульсов продолжают поступать импульсы, количество которых соответствует разности между расчетным Д) и фактическим Д I значениями длины перемещения режущей головки и характеризует погрешность установки пилы б : д А|Р -Л I . Значение погрешности первой режущей головки в виде кода с разрядных выходов счетчика 18.1 через первый элемент И 10 поступает на вход первого сумматора 7 для коррекции длины перемещения второй режущей головки. Кроме того, значение д через элемент ИЛИ 9 поступает на вход второго сумматора 8 для коррекции длины перемещения третьей режущей головки.
Так как путь, который должна пройти каждая последующая режущая головка, больше пути предыдущей головки, то в момент остановки предыдущей режущей головки последующая режущая головка еще находится в движении, поэтому ввод корректирующих значений не сказывается на быстродействии устройства. Сигнал на выдачу значения погрешности д установки первой режущей головки из счетчика 18.1 в сумматоры 7 и 8 выдается одновременно с выдачей сигнала на остановку механизма перемещения через первую линию 12 задержки. Благодаря линии задержки передача информации о величине погрешности производится после полной остановки первой режущей головки.
Откорректированное значение длины перемещения в первом сумматоре 7 будет иметь вид
AI2KOPP 2 А1 ±д , а во втором сумматоре 8
А1зкорр 3 А| ±(5i , где (5i - погрешность выставления первой режущей головки.
Когда число импульсов, поступающих с датчика 17.2 импульсов, станет равным откорректированному значению в первом сумматоре 7, то выдается сигнал в блок 16.2 управления для выключения механизма
15.2перемещения второй режущей головки. После остановки второй режущей головки через промежуток времени, определяемый второй линией 13 задержки, информация о погрешности установки второй режущей головки через второй элемент И 11 и второй вход элемента ИЛИ 9 вводится во второй
сумматор 8. Откорректированное значение длины перемещения третьей режущей головки во втором сумматоре 8 будет иметь вид
А1зкорр 3 А| ±(5i ,
где 62 - погрешность выставления второй режущей головки, мм.
Когда число импульсов, поступающи.; в датчик 17.3 импульсов третьего узла 14.3 упра1ления, станет равным откорректированному значению во втором сумматоре 8. то выдается сигнал в блок 16.3 управления для выключения механизма 15.3 перемещения третьей режущей головки. Процесс расстановки системы из трех последовательно
расположенных режущих головок на этом заканчивается.
Устройство позволяет по ходу процесса расстановки режущих г оловок вносить коррекцию в длину перемещения последующих
режущих головок на величину погрешности при расстановке предыдущих, благодаря чему повышается точность расстановки режущих головок.
25
Формула изобретения
Устройство управления расстановкой режущих головок при горячем раскрое проката, включающее три узла управления расстановкой режущих головок по количеству отрезаемых мерных длин, каждый из которых содержит механизм перемещения режущей головки с блоком управления, датчик импульсов, кинематически связанный с механизмом перемещения режущей головки, реверсивный счетчик, соединенный первым выходом с первым входом блока управления и первым входом с датчиком импульсов, и датчик наличия металла, выход которого соединен с вторыми входами блоков управления механизмами перемещения режущих головок, отличающееся тем, что, с целью повышения выхода годного раскроя проката за счет повышения точности расстановки режущих головок и введения коррекции на погрешность их перемещения, в него введены послоедовательно соединенные датчик температуры и преобразователь аналог - код, задатчик длины начальной
расстановки режущих головок, умножитель, регистр, элемент .ИЛИ, два сумматора, два элемента И и две линии задержки, при этом умножитель своими входами связан с выходами преобразователя аналог - код и задатчика длины начальной расстачсвки режущих головок, а выходами чер зз регистр, первь:й и второй сумматоры - с втоыми входами реверсивного счетчика соответственно первого, второго и третьего
узлов управления расстановкой режущих головок, первые выходы реверсивных счетчиков первого и второго узлов управления расстановкой режущих головок соединены
через линии задержки с первыми входами, 5 торого соединен с выходом второго а вторые выходы этих же реверсивных счет- элемента И, а выход - с вторым входом
ми соответственно первого и второго элементов И, выход первого элемента И связан с вторым входом первого сумматора и первым входом элемента ИЛИ, второй вход ко
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления раскроем горячего проката | 1987 |
|
SU1449255A1 |
| Устройство для управления расстановкой пил горячей резки проката | 1986 |
|
SU1407705A1 |
| ГЕНЕРАТОР ТРАНСОРТОГОНАЛЬНЫХ КОДОВ | 2000 |
|
RU2200972C2 |
| Устройство для дистанционного управления раздаточной тележкой | 1988 |
|
SU1667015A1 |
| Осциллографический фазометр | 1986 |
|
SU1370594A2 |
| Автоматический гранулометр сыпучих материалов | 1984 |
|
SU1241106A1 |
| Устройство для вычисления свертки | 1989 |
|
SU1654835A1 |
| УСТРОЙСТВО ДИАГНОСТИРОВАНИЯ ЦИФРОВЫХ СИСТЕМ ПЕРЕДАЧИ | 2005 |
|
RU2299513C2 |
| Устройство для вычисления двумерного дискретного преобразования Фурье | 1988 |
|
SU1589289A1 |
| ПРЕОБРАЗОВАТЕЛЬ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ | 1991 |
|
RU2078302C1 |
Изобретение относится к обработке металлов давлением, в частности к управлению резкой проката. Цель - повышение выхода годного раскроя проката. Устройство содержит узлы управления расстановкой режущих головок по количеству отрезаемых мерных длин, каждый из которых включает механизм перемещения режущей головки с блоком управления, датчик импульсов, кинематически связанный с механизмом перемещения режущей головки реверсивный счетчик и датчик наличия металла. Введение в устройство датчика температуры с преобразователем аналог-код, задатчика длины начальной расстановки режущих головок, умножителя, регистра, элемента ИЛИ, двух элементов И, двух сумматоров, двух линий задержки позволяет повысить точность отрезаемых мерных длин проката за счет внесения коррекции в длину перемещения последующих режущих головок на величину погрешности при расстановке предыдущих режущих головок. 1 ил.
чиков - непосредственно с вторыми входавторого сумматора.
| Устройство для мерной резки проката | 1983 |
|
SU1162553A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
