о
СП
Изобретение относится к обработке металлов, в частности к устройствам управления резкой проката.
Цель изобретения - повышение точности работы устройства за счет учета температурных изменений длины раската.
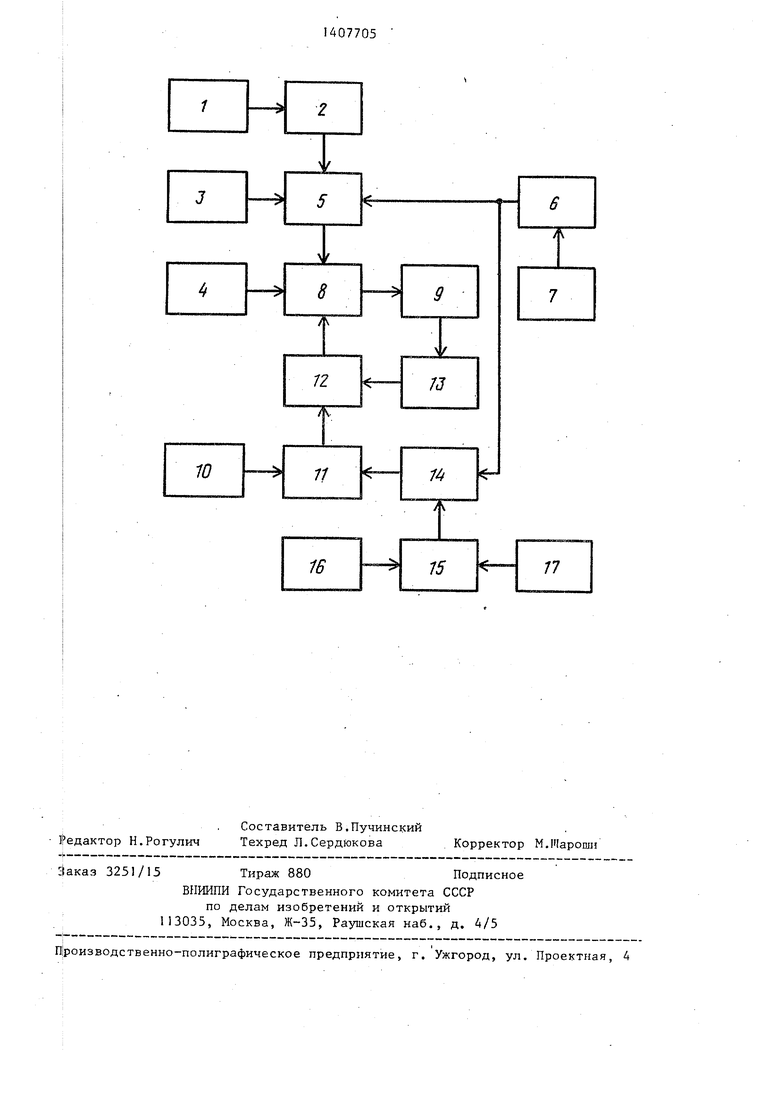
На чертеже представлена функциональная схема устройства.
Устройство содержит датчик 1 температуры, преобразователь-2 аналог - код, первый 3 и второй 4 датчики наличия металла, згмножитель 5, блок 6 расчета мерных длин, измеритель 7 длины, узел 8 сравнения, узел 9 управления пилами, генератор 10, делитель 11, реверсивный счетчик.12 импульсов, датчик 13 импульсов, вычи- татель 14, коммутатор 15, первый 16 и второй 17 базовые датчики.
Выход датчика 1 температуры через преобразователь 2 аналог - код подключен к первому входу умножителя 5,
Выход генератора 10 импульсов через делитель 11 подключен к первому входу реверсивного счетчика 12, выход которого соединен с первым входо
узла
сравнения, связанного по выходу с узлом 9 управления с пилами.
Выходы первого 3 и второго 4 датчиков наличия металла подсоединены к вторым входам соответственно умножителя 5 и узла 8 сравнения.
Выходы первого 16 и второго 17 базовых датчиков подключены соответственно к первому и ;второму входам коммутатора 15, выход которого подключен к первому входу вычитателя 14
Выход узла 9 управления пилами подсоединен к входу датчика 13 импульсов, выход которого связан с вторым входом реверсивного счетчика 12.
Выход измерителя 7 длины подключе к входу блока 6 расчета мерных длин, выход которого подключен к третьему входу умножителя 5 и второму входу вычитателя 14, связанного по выходу с вторым входом делителя 11. Выход умножителя 5 подсоединен к третьему входу узла 8 сравнения.
Устройство работает следующим образом.
По информации; поступающей от измерителя 7 длины в блоке 6 расчета мерных длин, производится вычисление мерных длин проката. Раскат, из которого вырезаются мерные длины, подается к пилам рольгангом (технологичес
кое оборудование не показано). Когда раскат достигнет первого датчика 3 наличия металла начинается измерение его температуры датчиком 1 температуры. Информация о температуре преобразуется в код преобразователем 2 аналог - код и поступает в умножитель 5. В умножителе 5 производится вычисление изменения длины проката л 1 от изменения температуры и Т
0
5
0
5
ul Ц-об-ьТ ,(T, - TJ,
где LJJ - заданная длина проката в хо- 5 лодном состоянии при темпе-
ратуре TO, мм;
Т, - температура прокат а в горячем состоянии, С; TO - температура проката в холод- 0 ном состоянии, С;
ui - коэффициент линейного расширения, 1/°С.
Так как температура.Т и коэффициент линейного расширения oi являются 5 постоянными величинами, то для определения изменения длины М достаточно знать температуру проката Т, в горячем состоянии.
С выхода умножителя 5 информация поступает на узел 8 сравнения. Когда передний конец раската достигает второго датчика 4 наличия металла, установленного перед пилами, вьщается сигнал на сравнение кода, поступающего с умножителя 5, с кодом, содержащимся в реверсивном счетчике 12 импульсов.
Первоначальное число импульсов в реверсивный счетчик 12 импульсов заносится от генератора 10 импульсов, который выдает калиброванные пачки импульсов через делитель 11. Коэффициент деления делителя 11 определяется в вычитателе 14 и его величина зависит от разности Д1 длин проката в холодном состоянии Lg и при фиксированных температурах L,. или LT .
Информация о длине проката поступает в вычитатель 14 с блока 6 расчета мерньк длин, а значения длины 0 проката при фиксированных температурах соответствуют месту установки базовых датчиков 16 и 17, выходы которых через коммутатор 15 подключены к вычитателю14.
5 При наличии разбаланса между значением кода, полученным в умножителе 5, и количеством импульсов в реверсивном счётчике 12 в узле сравнения
вырабатывается сигнал, который выдается в узел 9 управления пилами для включения двигателя перемещения пил.
С двигателем перемещения пил кинематически связан датчик 13 импульсов При включении двигателя импульсы с последнего поступают в реверсивный счетчик 12, в котором они прибавляются или вычитаются со значения, которое было в нем ранее. Когда количество импульсов в реверсивном счетчике 12 станет равным коду умножителя 5, выдается команда в узел 9 управления пилами на остановку двигателя перемещения.
Так как со временем в реверсивном счетчике может накапливаться ошибка за счет погрешности датчика 13 импульсов, то каждьй раз при прохождении пилы мимо базовых датчиков 16 и 17 содержимое реверсивного счетчика сбрасывается и устанавливается новое значение, точно соответствующее поло
жению базового датчика,
Формула изоб ретения
Устройство для управления расстановкой пил горячей резки проката, содержащее генератор импульсов, делитель, реверсивный счетчик импульсов, узел сравнения, ,узел управления пилами, блок расчета мерных длин, умножитель, коммутатор, причем генератор импульсов, делитель, реверсивный счетчик импульсов, узел сравнения и
0
5
0
5
узел управления пилами соединены последовательно, а вход блока расчета мерных длин соединен с выходом измерителя длины раскатов, о т л и - чающе еся тем, что, с целью повьптгения точности работы устройства за счет учета температурных изменений длины раската, в него введены датчик температуры, преобразователь аналог - код, первый и второй базовые датчики . положения пил, вычитатель, датчик импульсов, узел управления пилами, первый и второй датчики наличия металла, при этом к выходу датчика температуры подсоединен преобраз.ователь аналог - код, выход которого подключен к первому входу умножителя, выход первого датчика наличия металла подключен к второму входу умножителя, а выход второго датчика металла - к второму входу узла сравнения, выходы первого и второго базовых датчиков положения пил соединены соответственно с первым и вторым входами .коммутатора, первый вход вычитателя соединен с выходом коммутатора, выход вычитателя соединен с вторым входом делителя, вход датчика импульсов соединен с выходом узла управления пилами, а его выход - с вторым входом реверсивного счетчика импульсов, выход блока расчета мерных длин подключен к второму входу вычитателя и третьему входу умножителя, выход которого соединен с третьим входом узла сравнения .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для учета массы мерных длин крупносортного проката | 1984 |
|
SU1216659A1 |
| Устройство управления расстановкой режущих головок при горячем раскрое проката | 1988 |
|
SU1608024A1 |
| Устройство контроля потерь металла при порезке проката на ножницах обжимных станов | 1981 |
|
SU993038A1 |
| Устройство для контроля массы обрези в линии сортопрокатного стана | 1984 |
|
SU1204949A1 |
| Устройство для контроля массы технологической обрези на ножницах обжимных станов | 1985 |
|
SU1281870A1 |
| Устройство контроля потерь металла при прокатке | 1977 |
|
SU717551A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1984 |
|
SU1244497A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Устройство для учета массы заготовок обжимных станов | 1983 |
|
SU1081427A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
Изобретение относится к обработке металлов,- в частности к устройствам управления резкой проката. Цель - повышение точности работы устройства . за счет учета температурныхизменений длины раската. Устройство содержит соединённые последовательно генератор импульсов, делитель, реверсивный счетчик импульсов, узел сравнения. Вход блока расчета мерных длин соединен с выходом измерителя длины раскатов. В устройство введен датчик температуры, преобразователь аналог - код, первый и второй датчики наличия металла, первый и второй базовый датчики положения пил, вычитатель, датчик импульсов управления пилами. В умножителе производится вычисление изменения длины проката от изменения температуры. При наличии разбаланса между значением кода, полученным в умножителе, и-количеством импульсов в реверсивном счетчике в узле сравнения вырабатывается сигнал, который поступает в узел управления пилами. 1 ип. с (О (Л
| Устройство для учета массы мерных длин крупносортного проката | 1984 |
|
SU1216659A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
