Изобретение относится к области обработки металлов, в частности к управлению раскроем проката.
Цель изобретения - повышение точ- ности раскроя проката, преимущественно рельсов.
Способ реализуется в условиях установившегося процесса раскроя проката.
При поступлении в зону раскроя оче редного рельсового раската измеряют его температуру Т;, вычисляют раз- . ность температур текущего Т - и предыдущего Т раскатов и по полученной разности температур определяют изменение длины рельса Л в горячем состоянии
41 L,, « (Т,- - т ;.,),
где L; ,- длина рельса при температуре Т ,-.,, MMi
d - коэффициент линейного расширения , 1 / С .
При последовательном расположении ряда режущих головок для получения одинаковых мерных длин рельсов режущие головки необходимо переместить на расстояния, величина которых зависит от порядкового номера режущей головки.
Л1п п-31,
где п - порядковый номер режущей головки (при безупорном останове рас- Лата п 0,1,2,3,..., при наличии упора п 1,2,3,...).
После определения длины перемещения для каждой режущей головки Л1,, (51, dl, и т.д. производится включение механизмов перемещения режу- щих головок и измерение фактической длины их перемещения. Так как режущие головки должны перемещаться на расстояния, пропорциональные их порядковым номерам, то при одновремен ном включении режущих головок первой пройдет заданное расстояние режущая головка с наименьшим порядко- вьм номером. После остановки механизма перемещения измеряется фактическая длина перемещения первой режущей головки Л производится сравнение ее с вьгчисленным значением й1ч, и определяется погрещ- ность сГ, перемещения
с, лП - Д1 ,.
Суммарные погрешлости rf перемещения режущие: головок с возрастание
5
0
5
0
Q
0
5
порядкового номера могут превысить допустимые пределы, в результате чего может быть получена бракованная продукция.
Поэтому в длину перемещения каждой последующей режущей головки должна вноситься коррекция, величина которой равна погрещности перемещения предыдущей режущей головки.
Откорректированная длина перемещения второй режущей головки имеет значение
Л1г корр Л1 ,.
На чертеже изображена схема устройства, реализующего способ управления раскроем горячего проката.
Устройство, реализующее предлагаемый способ, работает следующим образом.
С помощью задатчика 1 длины рельса устанавливается заданное значение длины рельса при определенной температуре Т. и по этим длинам расставляются режущие головки. При входе следующего раската в зону раскроя измерителем 2 температуры измеряется температура Т. В умножителе 3 вычисляется изменение длины рельса Л1 по изменению температуры 4 Т (JT Т - Т ,) . Вычисленное значение изменения длины рельса Л1 поступает коммутатор А на регистры 5.1-5.3 блоков 6.1-6.3 управления перемещения режущих головок, причем в каждом регистре производится умножение на постоянный коэффициент, величина которого соответствует номеру режущей головки. После включения механизмов 7.1-7.3 перемещения режущих головок с измерителей 8.1- 8.3 длины перемещения, кинематически связанных с механизмами 7.1.-7.3 перемещения режущих головок, информация о фактической длине 41 поступает на первые входы элементов 9.1-9.3 сравнения. На вторые входы элементов 9.1-9.3 сравнения поступает информация с регистров 5.1-5.3. Когда измеренная длина 41 , механизма 7.1 перемещения режущей головки станет равной значению, занесенному в регистр 5.1, с элемента 9.1 сравнения выдается сигнал на выключение механизма 7.1 перемещения первой режущей головки.
После остановки механизма 7.1 перемещения режущей головки в элементе
9.1 сравнения производится определение погрешности перемещения f. Величина погрешности вьдается на блок 10.1 коррекции, с помощью которого корректируется вычисленное значение длины перемещения второй режущей головки &1, В регистр 5.2 заносится откорректированное значение длины перемещения
1 ксрр 1
,. cf.
В элементе 9.2 сравнения второго блока 6.2 управления перемещения режущей головки производится сравнение измеренной длины перемещения 41 с откорректированньм значением Л р и при их равенстве производится выключение механизма 7.2 перемещения режущей головки.
После остановки механизма 7.2 перемещения второй режущей головки величина погрешности сГ перемещения чрез блок 10.2 коррекции заносится в регистр 5.3 третьего блока 6.3 управления перемещения режущих головок Перемещение третьей режущей головки происходит аналогично второй.
Применение предлагаемого способа позволяет корректировать длину перемещения последовательно располояген- пых режущих головок в -зависимости от погрешности перемещения пpeльиyщ rx. режущих головок, в результате чего повышается точность раскроя проката.
Формула изобретения
QСпособ управления раскроем горячего проката, заключающийся в том, что измеряют температуру раската, определяют величины расстояний перемещения последовательно установленных
5 режущих головок по изменениям температуры раската, контролируют величины расстояний перемещения режущих головок и остановку их после перемещения на расчетное расстояние для осуQ ществления одновременного реза
раската, отличающийся тем, что, с целью повьппения точности порезки горячего проката, преимущественно рельсов, опре5 деляют погрешность установки режущей головки, имеющей наименьшую расчетную величину перемещения, и суммируют эту погрешность с расчетной величиной перемещения последующей лгвки.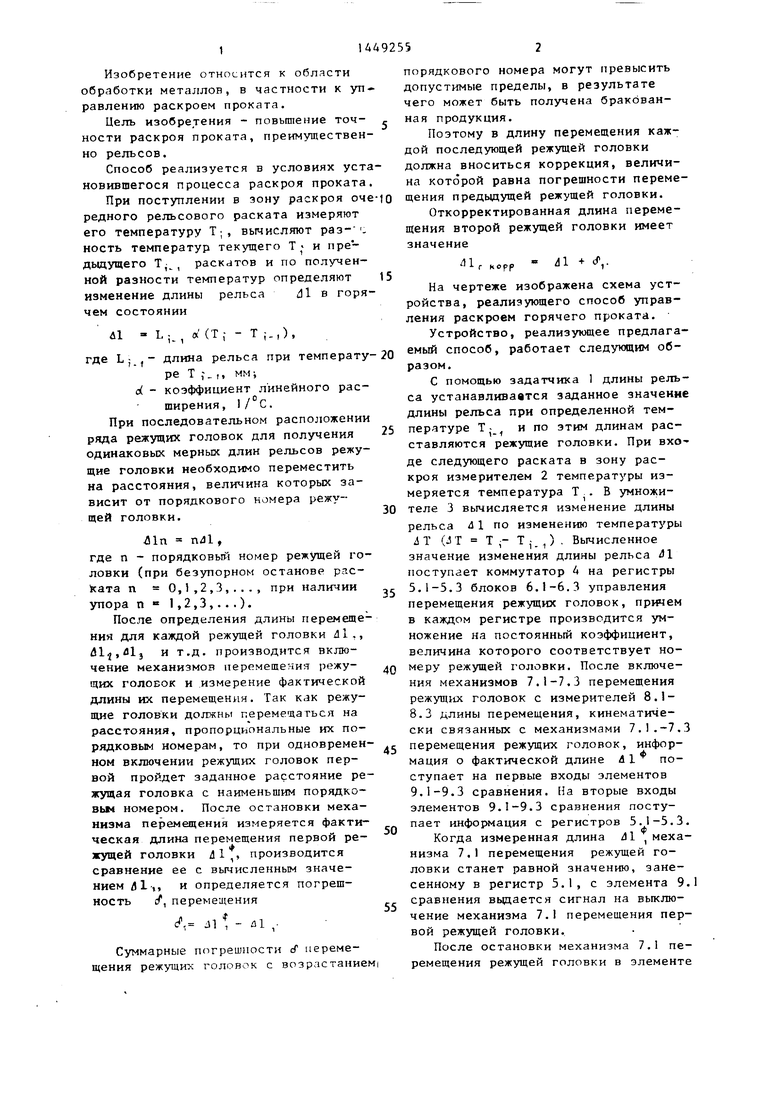
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления расстановкой режущих головок при горячем раскрое проката | 1988 |
|
SU1608024A1 |
| Устройство для раскроя пакетовСОРТОВОгО пРОКАТА | 1978 |
|
SU801991A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ НИВЕЛИРОВАНИЯ, РАЗМЕТКИ И ПРОВЕРКИ КОРПУСА СУДНА | 1992 |
|
RU2094294C1 |
| Система управления раскроем мелкосортного раската на полосы | 1987 |
|
SU1426789A1 |
| Способ измерения длины переднего конца проката, вышедшего за линию реза ножниц | 1989 |
|
SU1778509A1 |
| Система управления раскроем раскатов металла на режущем механизме непрерывно-заготовочного стана | 1979 |
|
SU836869A1 |
| Устройство автоматического управления механизмом перемещения нажимных винтов реверсивных станов горячей прокатки | 1977 |
|
SU933143A2 |
Изобретение относится к области обработки металлов, в частности к управлению раскроем проката. Цель изобретения - повьпиение точности раскроя проката, преимущественно рельсов, за счет внесения коррекции в длину перемещения последующих режущих головок на величину погрешности перемещения при расстановке предьщу- щих. Измеряют температуру раската. Определяют величины перемещения режущих головок по изменению температуры раската. Контролируют величину перемещения режущих головок и их остановку перемещения на расчетное расстояние для осуществления одновременного реза раската. Введение режущей головки, имеющей наименьшее расчетное значение перемещения, сут мирования этой погрешности с расчетной величиной перемещения следующей режущей головки и повторение зтих операций для каждой последующей режущей головки после остановки предьщущей позволяет повысить точность раскроя проката. I ил. i (Л
| Алексеев А.В., Бывальцев С.М., Нижник И.В | |||
| Повышение точности реза пил горячей резйи.- Металлург, 1981, 6. |
