поверхности выступы 9. Вращение барабанов осуществляется с периодическими остановками через механизм мальтийского креста (не показан). Угол поворота барабанов за один цикл соответствует шагу ячеек сита.
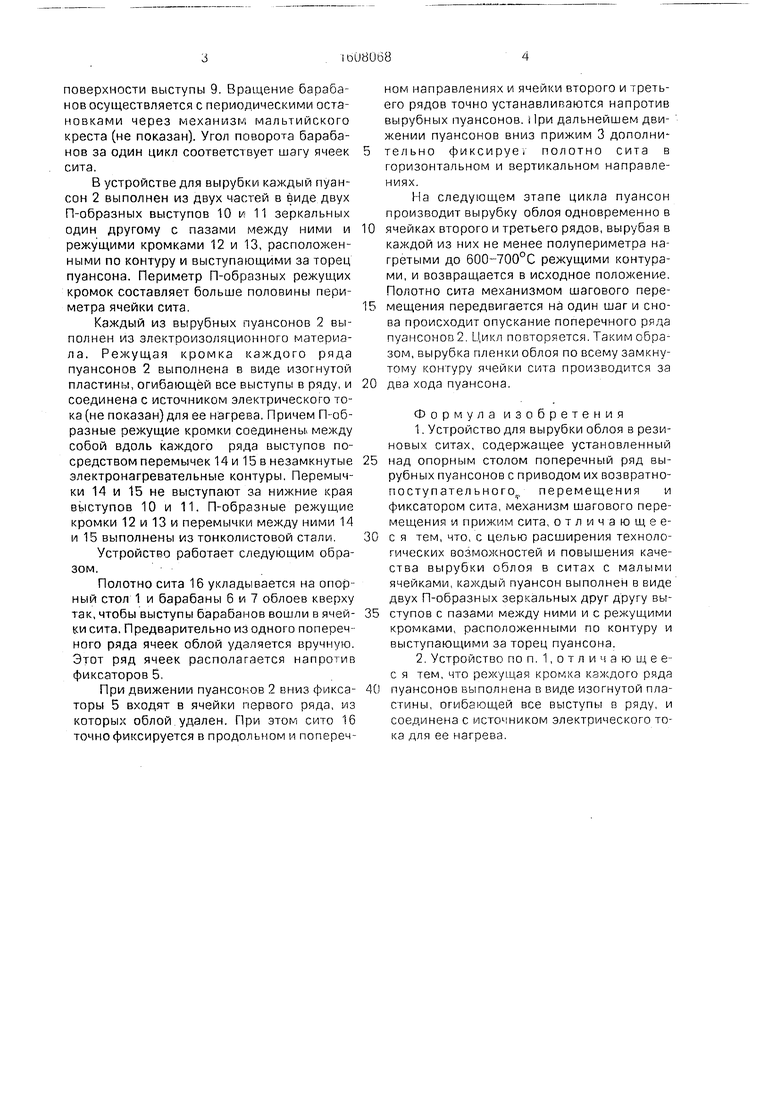
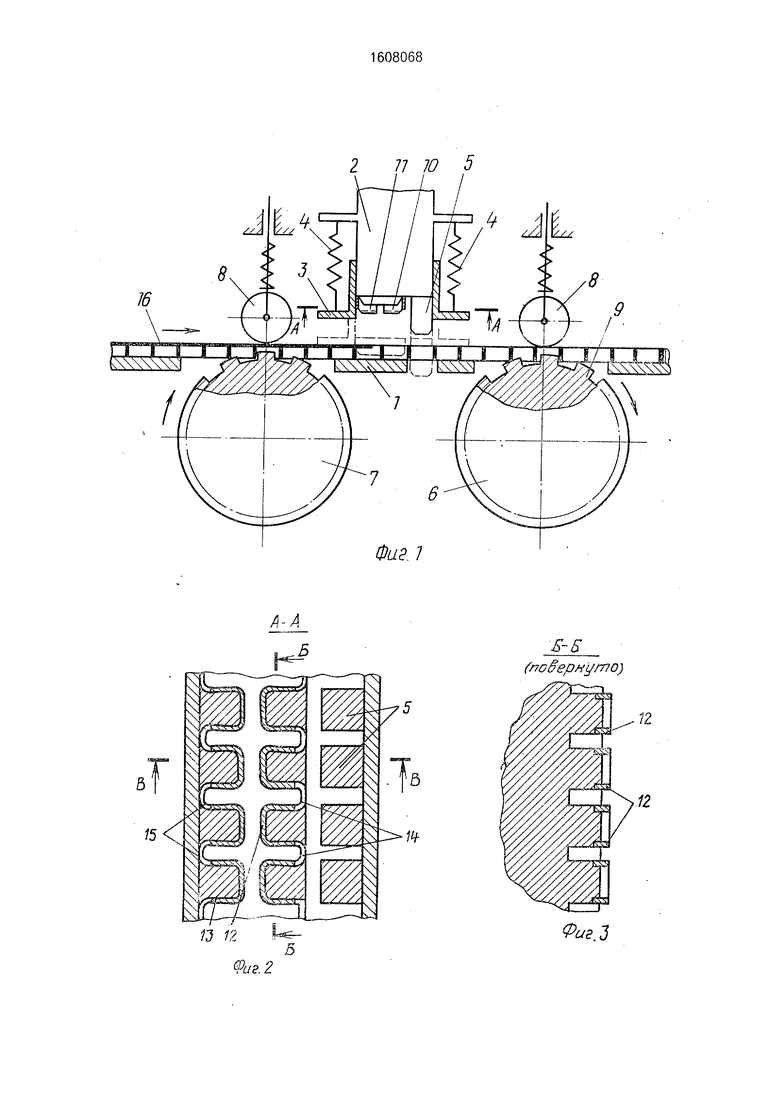
В устройстве для вырубки каждый пуансон 2 выполнен из двух частей в виде двух П-образных выступов 10 и 11 зеркальных один другому с пазами между ними и режущими кромками 12 и 13, расположенными по контуру и выступающими за торец пуансона. Периметр П-образных режущих кромок составляет больше половины периметра ячейки сита.
Каждый из вырубных пуансонов 2 выполнен из электроизоляционного материала. Режущая кромка каждого ряда пуансонов 2 выполнена в виде изогнутой пластины, огибающей все выступы в ряду, и соединена с источником электрического тока (не показан) для ее нагрева. Причем П-об- разные режущие кромки соединены- между собой вдоль каждого ряда выступов посредством перемычек 14 и 15 в незамкнутые электронагревательные контуры. Перемычки 14 и 15 не выступают за нижние края выступов 10 и 11. П-образные режу1цие кромки 12 и 13 и перемычки между ними 14 и 15 выполнены из тонколистовой стали.
Устройство работает следующим образом.
Полотно сита 16 укладывается на опорный стол 1 и барабаны 6 и 7 облоев кверху так, чтобы выступы барабанов вошли в ячейки сита. Предварительно из одного поперечного ряда ячеек облой удаляется вручную. Этот ряд ячеек располагается напротив фиксаторов 5.
При движении пуансонов 2 вниз фиксаторы 5 входят в ячейки первого ряда, из которых облой.удален. При этом сито 16 точно фиксируется в продольном и поперечном направлениях и ячейки второго и третьего рядов точно устанавливаются напротив вырубных пуансонов. 1ри дальнейшем движении пуансонов вниз прижим 3 дополнительно фиксируег полотно сита в горизонтальном и вертикальном направлениях.
На следующем этапе цикла пуансон производит вырубку облоя одновременно в
ячейках второго и третьего рядов, вырубая в каждой из них не менее полупериметра нагретыми до 600-700°С режущими контурами, и возвращается в исходное положение. Полотно сита механизмом шагового перемещения передвигается на один шаг и снова происходит опускание поперечного ряда пуансонов 2. Цикл повторяется. Таким образом, вырубка пленки облоя по всему замкнутому контуру ячейки сита производится за
два хода пуансона.
Формула изобретения
1.Устройство для вырубки облоя в резиновых ситах, содержащее установленный
над опорным столом поперечный ряд вырубных пуансонов с приводом их возвратно- поступател ьного„. перемещения и фиксатором сита, механизм шагового перемещения и прижим сита, отличающеес я тем, что, с целью расширения технологических возможностей и повышения качества вырубки облоя в ситах с малыми ячейками, каждый пуансон выполнен в виде двух П-образных зеркальных друг другу выступов с пазами между ними и с режущими кромками, расположенными по контуру и выступающими за торец пуансона.
2,Устройство по п. 1, о т л и ч а ю щ е е- с я тем, что режущая кромка каждого ряда
пуансонов выполнена в виде изогнутой пластины, огибающей все выступы в ряду, и соединена с источником электрического тока для ее нагрева.
Ю
77 10 5
Фи.2. 7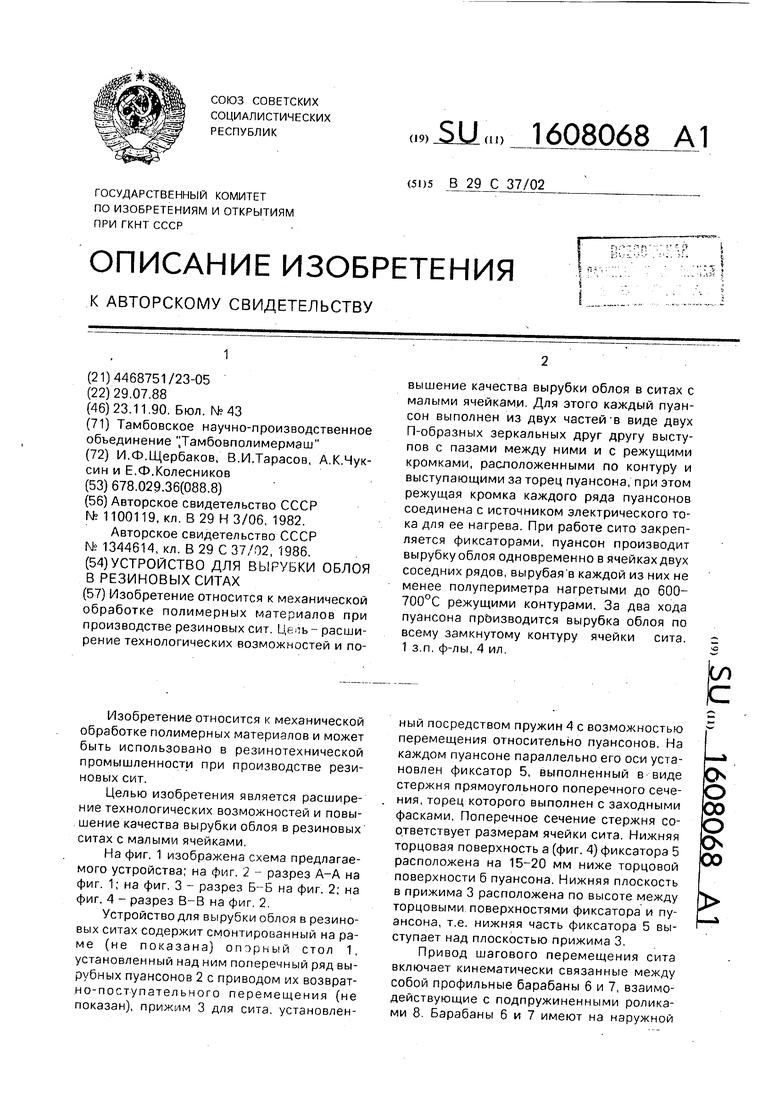
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки облоя в резиновых ситах | 1986 |
|
SU1344614A1 |
| Устройство для вырубки облоя в резиновых ситах | 1982 |
|
SU1100119A1 |
| Устройство для обрезки облоя в резиновых ситах | 1982 |
|
SU1100120A1 |
| Устройство для вырубки облоя в резиновых ситах | 1985 |
|
SU1273258A1 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ШЕСТИГРАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2030944C1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| Устройство для изготовления деталей из полосового материала | 1977 |
|
SU733790A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
Изобретение относится к механической обработке полимерных материалов при производстве резиновых сит. Цель - расширение технологических возможностей и повышение качества вырубки облоя в ситах с малыми ячейками. Для этого каждый пуансон выполнен из двух частей в виде двух П-образных зеркальных друг другу выступов с пазами между ними и с режущими кромками, расположенными по контуру и выступающими за торец пуансона, при этом режущая кромка каждого ряда пуансонов соединена с источником электрического тока для ее нагрева. При работе сито закрепляется фиксаторами, пуансон производит вырубку облоя одновременно в ячейках двух соседних рядов, вырубая в каждой из них не менее полупериметра нагретыми до 600-700°С. За два хода пуансона производится вырубка облоя по всему замкнутому контуру ячейки сита. 1 з.п.ф-лы, 4 ил.
/J 72
(Г с
(поёерндшо)
12
/
Фаг,
Фиг,
| Устройство для вырубки облоя в резиновых ситах | 1982 |
|
SU1100119A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для вырубки облоя в резиновых ситах | 1986 |
|
SU1344614A1 |
| Ручной огнетушитель | 1923 |
|
SU829A1 |
