(5) ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И ПРОБИВКИ В НИХ ОТВЕРСТИЙ
1
Изобретение относится к области обработки давлением,в частности к оснастке для листовой штамповки. Предметом изобретения является штамп совмещенного действия для вырубки и пробивки деталей из эластичных материалов, например листовой резины. Такие штампы найдут применение в машино- и приборостроении, в производстве изделий бытовой техники и др.
Известен штамп с ножевыми режущими кромками , содержащий пуансонматрицу, по меньшей мере один пробивной пуансон, подпружиненный выталкиватель TI 1.
Недостатком известного штампа является недостаточно высокая точность штампуемых деталей.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них,отверстий, содержащий в
одной части вырубной пуансон, прижим-выталкиватель, пробивной пуансон и подпружиненный выталкиватель, а в другой - пуансон-матрицу и охватывающую ее обойму с кольцевым пазом, расположенным у внешнего контура пуансона-матрицы t2.
Недостатком данного штампа является недостаточно высокая точность штампуемых деталей.
Цель изобретения - повышение точности штампуемых деталей.
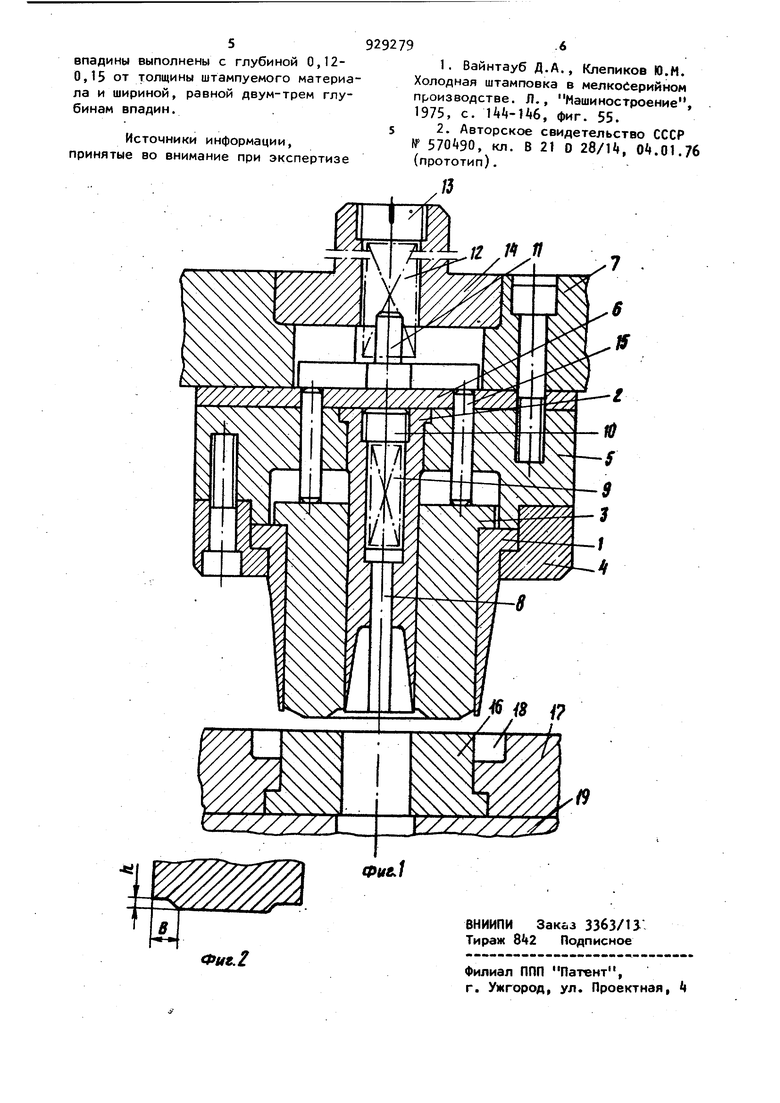
Поставленная цель достигается тем, что в штампе, содержащем в одной части вырубной пуансон, прижим-выталкиватель, пробивной пуансон и под пружиненный выталкиватель, а в другой -. пуансон-матрицу и охватывающую ее обойму с кольцевым пазом, расположенным у внешнего контура пуансона-матриЦы, на торцевой поверхности прижима-выталкивателя выполнены две кольцевые впaдйVlы, одна из которых обращена к вырубному 39 пуансону, а другая - к пробивному пуансону, и кольцевой выступ, причем образующая поверхность сопряжения впадин и выступа имеет плавную волнообразную форму. При этом впадины выполнены с глубиной 0,12-0,15 от толщины штампуемого материала и шириной, равной двум-трем глубинам впадин. На фиг.1 показам штамп, продольный разрез; на фиг. 2 - в увеличенном масштабе профиль торца прижима-выталкивателя . Штамп в верхней части содержит вырубной пуансон 1, пробивной пуансон 2 и прижим-выталкиватель 3. Вырубной пуансон 1 с помощью кольца 4 прикреплен к пуансонодёржателю 5 который, в свою очередь, прикреп лен вместе с прокладкой 6 к верхней плите 7 стандартного блока с направ ляющими колонками (не показаны). В пробивного пуансоне 2 помещен выталкиватель 8, находящийся под действи ем пружины 9, поджатой резьбовой пробкой 10. В отверстии верхней плиты 7 помещен толкатель 11, находящийся под действием пружины 12, поджатой резьбовой пробкой 13, находящейся в отверстии хвостовика Н Усилие пружины 12 толкатель 11 пере дает на прижим-выталкиватель 3 стер нями 1$. . В нижней части штамп содержит пуансон-матрицу 16 и обойму 17с кольцевой канавкой 18, прикрепленны к нижней плите 19 блока. Как видно на фиг; 2, профиль при жима-выталкивателя выполнен с двумя кольцевыми впадинами глубиной h и шириной В. Экспериментально установлено, что для эластичного материала типа резины значение этих размеров выражается следующими зависимостями: h (0,12-0,15)t и В 2-3h, где t толщина штампуемой заготовки. Необходимое усилие пружины 12 следует отрегулировать при наладке штампа с помощью резьбовой пробки 1 Штамп работает следующим образом . Заготовку (не показана) укладывают на нижнюю часть штампа. При ра боуем ходе пресса верхняя часть штампа опускается, и вначале прижим-выталкиватель 3 прижимает заготовку и вытесняет вверх ее кольцевые участки , находящиеся под режущими кромками пробивного пуансона 2 и вырубИого пуансона 1. Затем эти режущие кромки внедряются в заготовку и производят вырубку контура и пробивку отверстия. При обратном ходе ползуна верхняя часть штампа поднимается, готовая деталь под действием прижима-выталкивателя 3 удаляется из вырубного пуансона 1 и снимается с пробивного пуансона 2, а отход от пробивки проталкивается выталкивателем 8 в отверстие пуансон-матрицы 16. В данном случае показан штамп с одним пробивным и с одним вырубным пуансонами. В зависимости от конструкции деталей пуансонов мо,жет быть и несколько пробивных пуансонов или не быть совсем. Технико-экономический эффект от внедрения предлагаемого штампа состоит в улучшении качества деталей, в частности в повышении точности их формы, что имеет существенное значение для деталей типа прокладок и уплотнений. При использовании известных конструкций штампов такие детали приходится обрабатывать дополнительно для получения перпендикулярной поверхности среза, что повышает их трудоемкость и увеличивает расход материала. Формула изобретения 1.Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий, содержащий в одной части вырубной пуансон, прижим-выталкиватель , пробивной пуансон и подпружиненный выталкиватель, а в другой пуансон-матрицу и охватывающую ее обойму с кольцевым пазом, расположенным у внешнего контура пуансона-матрицы, отличающийся тем, что, с целью повь1шения точности штампуемых деталей, на торцевой поверхности прижима-выталкивателя выполнены две кольцевые впадины, одна из которых обращена к вырубному пуансону, а другая - к пробивному пуансону, и кольцевой выступ, причем образующая поверхности сопряжения впадин и выступа имеет плавную волнообразную форму. 2.Штамп по п.1, о т л и ч а .ю щ и и с я тем, что кольцевые
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА ДЛЯ ВЫРУБКИ И ПРОБИВКИ | 1994 |
|
RU2106921C1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп совмещенного действия для вырубки и пробивки неметаллических материалов | 1976 |
|
SU570490A1 |
