Изобретение относится к обработке металлов давлением и может быть использовано для обрезки тонкостенных деталей цилиндрической формы.
Целью изобретения является повышение надежности и улучшение качества получаемых деталей.
На чертеже схематично изображено предлагаемое устройство для обрезки тонкостенных деталей.
Устройство содержит неподвижно установленный наружный нож 1 и подвижно установленные внутренние дисковые ножи 2 с приводами от центральной шестерни 3, имеющей зацепление с сателлитами 4, смонтированными на поворотном столе 5, при этом оправки для установки деталей 6 соединены с внутренними ножами и смонтированы на сателлитах, оси 7 которых установлены на поворотном столе и образуют с ним резьбовые соединения. Поворотный стол снабжен соосно установленными с осями сателлитов кулачковыми муфтами, число которых равно числу сателлитов, состоящими из двух подпружиненных полумуфт, где полумуфта 8 жестко соединена с осью сателлита, а полумуфта 9 установлена на направляющих 10 подвижно в осевом направлении с фиксацией от углового поворота. Полумуфты 8 и 9 выполнены с торцовыми зубьями, которые поджаты между собой пружинами 11. Торцы осей сателлитов 7 снабжены выступами под ключ, при повороте которых полумуфты 8 и 9 прощел- кивают между собой.
Устройство работает следующим образом.
Поворотный стол 5 устанавливается в положении, соответствующем входу одного из внутренних дисковых ножей 2 в режущую кинематическую пару с наружным дисковым ножом 1, а на оправку б подается jSb- таль, после обрезки которой вращение поворотного стола 5 обеспечивает вывод готовой детали из зоны резания и возможность ее снятия, а также подвод в зону резания другого внутреннего дискового ножа 2 с другой оправкой 6. Вращение ножей 2 обеспечивается от саттелитов 4 через центральную шестерню 3. Таким образом, наружный дисковый нож 1 попеременно образует различные режущие кинематические пары С внутренними дисковыми ножами 2.
Для точной установки между наружным ножом 1 и различными ножами 2 одинакового и минимального гарантированного осевого зазора Аданная ось 7 поворачивается на резьбе относительно стола 5 до соприкосновения торца внутреннего ножа 2с
торцом наружного ножа 1. После этого оси 7 задается поворот в противоположном направлении, что приводит к образованию зазора, величина которого точно опреде- ляется количеством прощелкиваемых при этом зубьев полумуфт 8 и 9. Например, при шаге резьбового соединения оси 7 со столом 5, равном 1 мм и выполнении полумуфт 8 и 9 с числом торцовых зубьев, 0 равном 20, смещение этих полумуфт (про- щелкивание) на один зуб приведет к образованию осевого зазора между ножами 1 и 2, равного 1 : 20 0,05 мм.
Следовательно, для точного обеспече- 5 ния между ножом 1 и каждым из ножей 2 одинакового и минимального гарантированного осевого зазора,, например Д 0,1 мм достаточно каждую из осей 7 сателлитов после касания соответствующего внутрен- 0 него ножа 2 с ножом 1 повернуть назад на два шага зубьев между полумуфтами 8 и 9 (0,1 : 0,05 2 мм), т. е. выполнить обратный поворот оси 7 с двумя прощелкиваниями,
В результате этого в обрезке деталей 5 попеременно участвуют различные пары ножей, точно установленных с минимальным гарантированным осевым зазором между режущими кромками, что снижает их износ, предотвращает заклинивание детали в за- 0 зоре между ножами, повышая срок службы устройства и качество обрезки.
Формула изобретения Устройство для обрезки тонкостенных деталей, содержащее поворотный стол, не- 5 подвижно установленный приводной наружный и подвижно установленный основной внутренний дисковые ножи, привод вращения внутреннего дискового ножа, включающий центральную шестерню, а также оправки 0 для установки обрезаемых деталей, отлича- ю щ е е с я тем, что, с целью повышения надежности и улучшения качества получаемых деталей, оно снабжено дополнительными внутренними ножами в количестве на 5 единицу меньшем числа оправок, сателлитами на осях по числу оправок, установленными с возможностью зацепления с центральной шестерней, и кулачковыми муфтами, выполненными из двух подпружиненных одна 50 относительно другой полумуфт, при этом каждая оправка с соответствующим ей внутренним ножом смонтированы на оси соответ- -твующего сателлита, ось каждого сателлита смонтирована на поворотном столе посред- 55 ством резьбового соединения, одна из полумуфт в каждой муфте жестко закреплена на оси соответствующего сателлита, а другая по- . лумуфта установлена с возможностью осевого перемещения и фиксации от углового поворота посредством направляющих.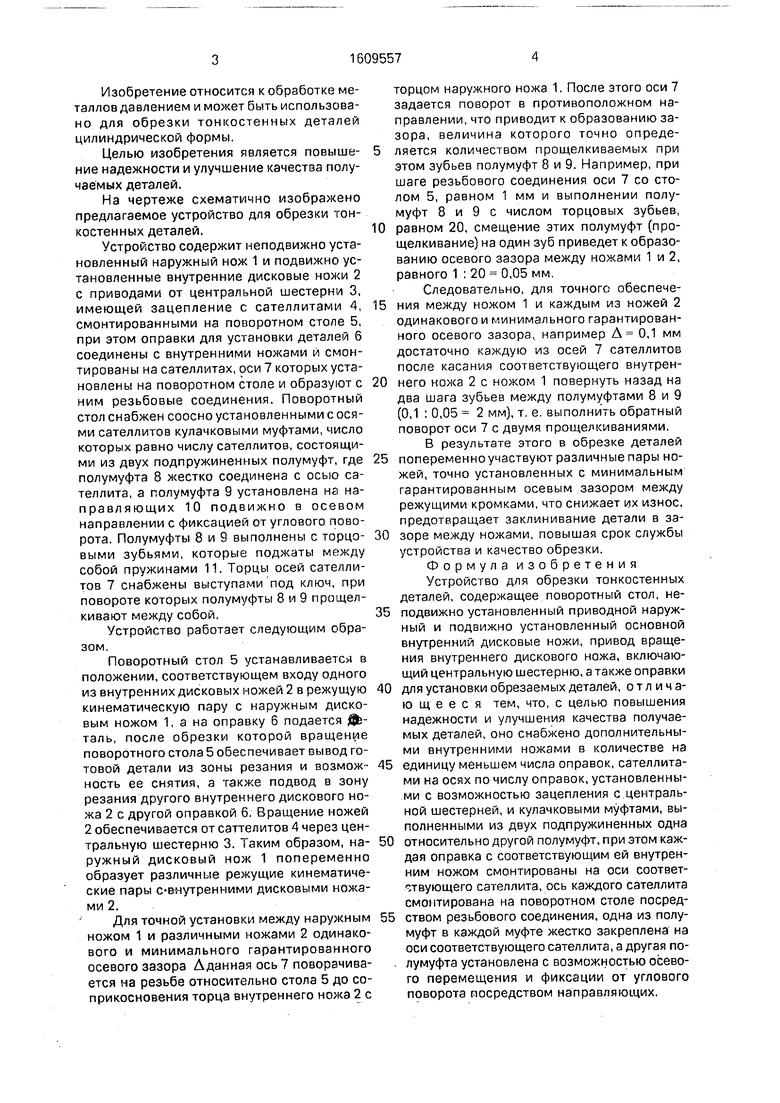
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обрезки цилиндрических деталей | 1989 |
|
SU1683907A1 |
| Обрезной станок | 1987 |
|
SU1530350A1 |
| Устройство для обрезки торцов тонкостенных труб | 1980 |
|
SU963724A1 |
| ПЛАНЕТАРНЫЙ МЕХАНИЗМ КОРОБКИ ПЕРЕДАЧ | 2002 |
|
RU2264570C2 |
| ПЛАНЕТАРНЫЙ МЕХАНИЗМ КОРОБКИ ПЕРЕДАЧ | 2002 |
|
RU2269043C2 |
| Машина для обработки кож | 1972 |
|
SU438689A1 |
| Электропривод трубопроводной арматуры с ручным дублером | 2022 |
|
RU2797329C1 |
| ПРИНУДИТЕЛЬНО БЛОКИРУЕМЫЙ КОНИЧЕСКИЙ ДИФФЕРЕНЦИАЛ ТРАНСПОРТНОГО СРЕДСТВА | 2014 |
|
RU2578082C1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ | 2005 |
|
RU2288834C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение надежности и улучшение качества получаемых изделий. Устройство содержит установленные на сателлитах 4 поворотного стола 5 оправки 6 с внутренними ножами. Поворотный стол снабжен соосно установленными с осями 7 сателлитов подпружиненными кулачковыми муфтами, "прощелкивающими" при повороте осей сателлитов в резьбовых соединениях поворотного стола. Это обеспечивает попеременную точную обрезку деталей различными парами дисковых ножей, что снижает их износ, а также предотвращает и заклинивание стенки детали в зазоре между ножами. 1 ил.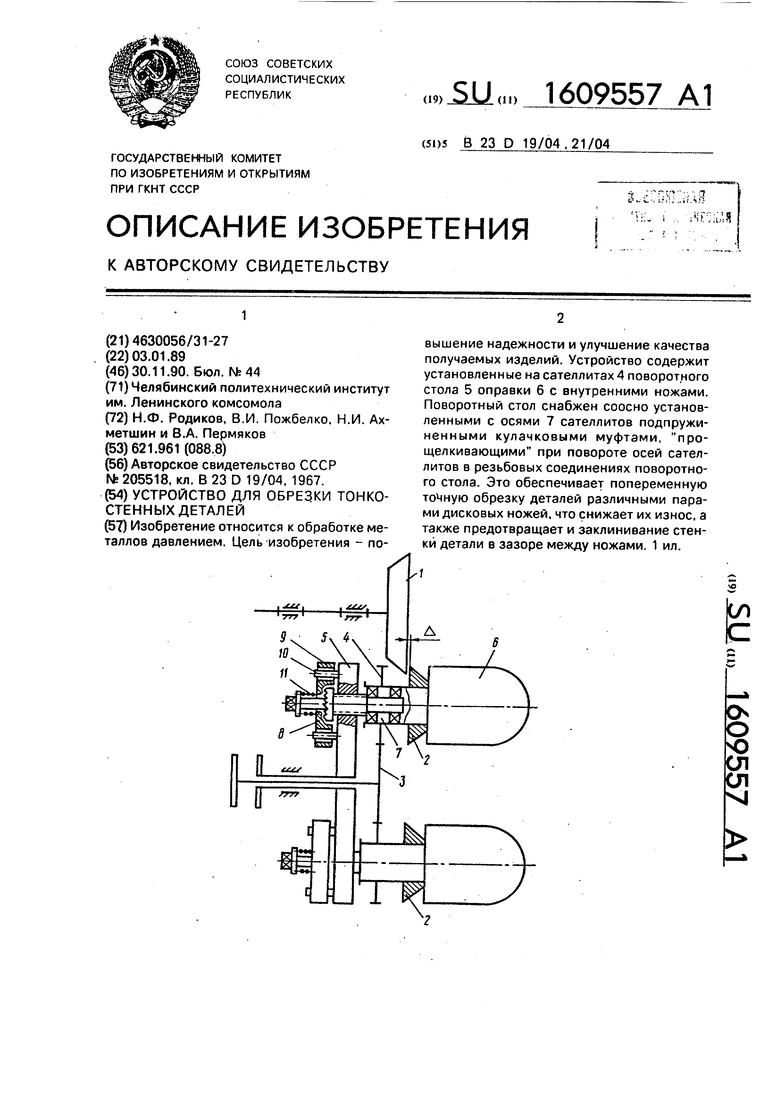
| УСТРОЙСТВО для ОБРЕЗКИ ДЕТАЛЕЙ | 0 |
|
SU205518A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
