Изобретение относится к машиностроению, а именно к изготовлению резьбы, и может быть использовано при нарезании резьбы в-гайках.
Целью изобретения является упрощение процесса нарезания резьбы за счет снижения трудоемкости процесса изменения линейных размеров заготовки.
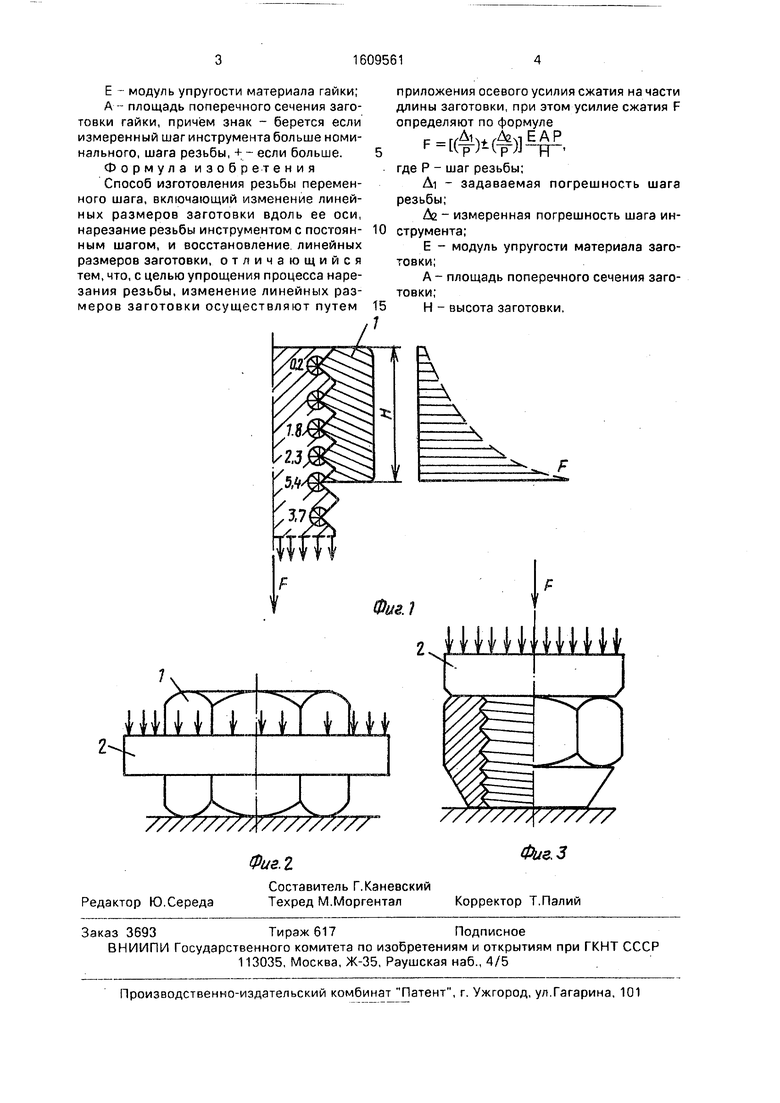
На фиг. 1 показано распределение напряжений по виткам резьбы и характер распределения нагрузки по виткам гайки; на фиг. 2 и 3 - нагружение заготовки гайки усилием сжатия при нарезании резьбы по предлагаемому способу.
Для того, чтобы разгрузить витки резьбы болта, расположенные у отпорного торца гайки, особенно ее первый виток, в которых имеет место наибольшая концентрация напряжения, ведущая к снижению сопротивления усталости, необходимо несколько увеличить шаг резьбы гайки в районе ее опорного торца. Для этого заготовку гайки 1 сжимают вдоль оси пуансоном 2, причем сжимающую силу прикладывают к части гайки по высоте. После чего производят нарезание резьбы инструментом со стандартным шагом, соответствующим шагу сопряженного болта.
После нарезания резьбы и извлечения инструмента из обработанной гайки, снимают усилие сжатия. Полученная резьба будет иметь переменный шаг-стандартный в верхней части и увеличенный в нижней части, находившийся под воздействием усилия сжатия.
При конической форме гайки или при ее небольшой высоте, гайку следует сжимать по всей высоте, что дает тот же эффект. Но шаг в этом случае будет постоянный.
Величину усилия сжатия: определяют по формуле
р 1фнф1,
где Р - шаг резьбы инструмента;
AI - задаваемая максимальная погрешность шага резьбы гайки;
Аг - измеренная максимальная погреш; ность шага инструмента;
СП
с
о о ю ел
0s
Е - модуль упругости материала гайки;
А - площадь поперечного сечения заготовки гайки, причём знак - берется если измеренный шаг инструмента больше номинального, шага резьбы, + - если больше.
Формула изобретения
Способ изготовления резьбы переменного шага, включающий изменение линейных размеров заготовки вдоль ее оси, нарезание резьбы инструментом с постоянным шагом, и восстановление линейных размеров заготовки, отличающийся тем, что, с целью упрощения процесса нарезания резьбы, изменение линейных размеров заготовки осуществляют путем
приложения осевого усилия сжатия на части длины заготовки, при этом усилие сжатия F определяют по формуле
).
где Р - шаг резьбы;
AI - задаваемая погрешность шага резьбы;
Дг - измеренная погрешность шага инструмента;
Е - модуль упругости материала заготовки;
А - площадь поперечного сечения заготовки;
Н - высота заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ ПРУЖИННАЯ | 2003 |
|
RU2257495C2 |
| Патрон для нарезания резьбы | 1982 |
|
SU1068234A1 |
| РЕЗЬБА, АНКЕР И БУРОВОЕ ОБОРУДОВАНИЕ ШПУРА | 2006 |
|
RU2377410C9 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ | 2001 |
|
RU2197652C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ С ВИДОИЗМЕНЕННЫМИ РАБОЧИМИ СТОРОНАМИ ПРОФИЛЯ РЕЗЬБЫ | 2007 |
|
RU2443931C2 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| ХОДОВАЯ ГАЙКА МЕХАНИЗМА ЛИНЕЙНОГО ПЕРЕМЕЩЕНИЯ | 2013 |
|
RU2542787C1 |
| Гайконарезной автомат | 1983 |
|
SU1114506A1 |
Изобретение относится к машиностроению, а именно к изготовлению резьбовых изделий, и может быть использовано при нарезании резьбы в гайках. Цель изобретения - упрощение процесса нарезания резьбы за счет снижения трудоемкости процесса изменения линейных размеров заготовки. Перед нарезанием резьбы заготовку гайки на части ее высоты сжимают осевой силой, затем производят нарезание резьбы. После удаления инструмента снимают осевую силу сжатия. Усилие сжатия определяют по математической зависимости. 3 ил.
V
ъ
lufuu
TTii
rL ДГГ
V V777/X//////777
//////л
Фиг. г
Составитель Г.Каневский Редактор Ю.СередаТехред М.Моргентал
ч
f
ФиёЛ
1
НИИ
Фие.З
Корректор Т.Палий
| Способ изготовления резьбового изделия | 1985 |
|
SU1348101A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
