Изобретение относит,:я к пищевой промышленности - автоматизации технологических процессов, в частности к автоматизации процесса формования масс, например, кондитерских.
Целью изобретения является улучшение структурно-механических свойств выходного продукта, а также повышение его качества,
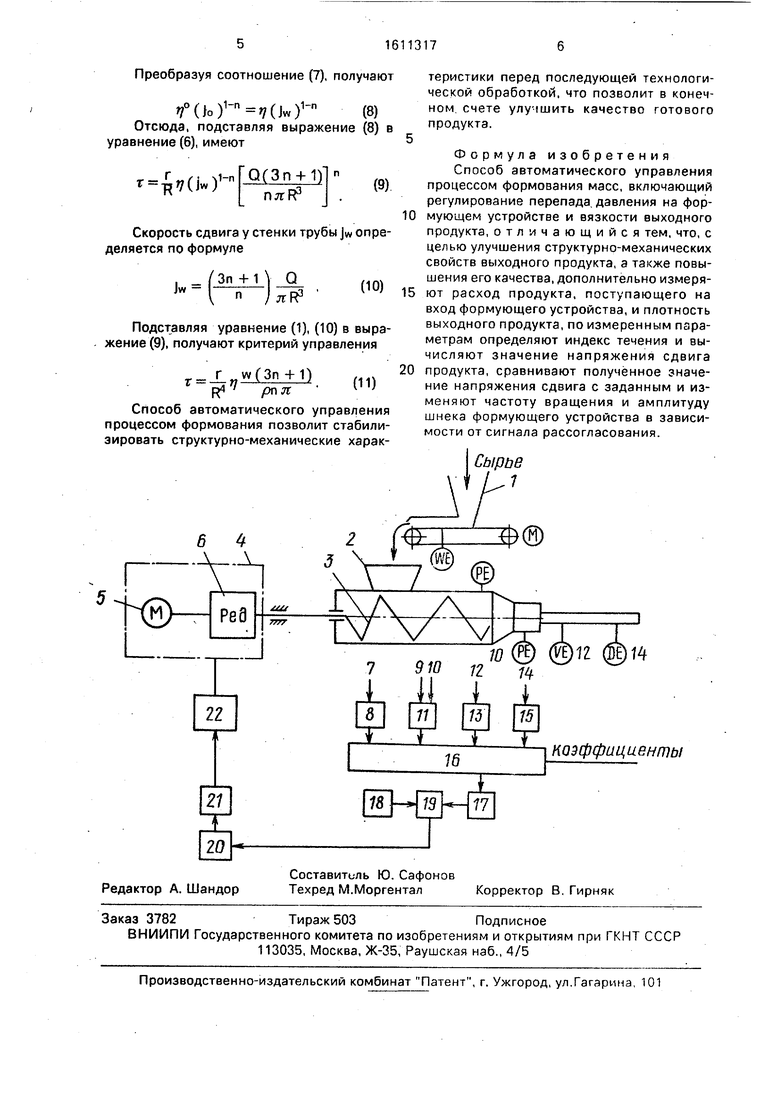
Н чертеже п редставлена схема установки, реализующей данный способ.
Схема содержит весовое дозирующее устройство 1, формующее устройство 2, шнек 3, привод 4, состоящий из электродвигателя 5 и редуктора 6, датчик 7 весового расхода продукта, датчики 8 и 9 давления, датчик 10 вязкости, датчик 11 плотности, соединенные с соответствующими преобразователями 12 - 15, а также вычислительное
устройство 16, преобразователь 17, блоки 18 и 19 задания и сравнения, регулятор 20, преобразователь 21 и блок 22 управления приводом 4,
Способ осуществляется следующим образом.
Исходное сырье весовым дозирующим устройством 1 подается в формующее устройство 2, в котором шнеком 3, приводящимся во вращательно-колебательное движение приводом 4 крутильных колебаний высокой частоты, перемещается в предматричную камеру формующего устройства 2 и далее в виде жгута - на последующие операции технологической обработки (например, резка и другие), С помощью датчиков 7-11 информация о фактических значениях соответственно весового расхода сырья, давления на входе и выходе формующего устройства 2,
ON
...
СО
..i.
VI
вязкости и плотности выходного продукта через соответствующие согласующие преобразователи 12-15 передается в вычислительное устройство 16, в которое, помимо указанных величин, вводятся и соответству- ющие коэффициенты, учитывающие параметры сырья и формующего устройства 2. В вычислительном устройстве 16 по расходной характеристике (весовой расход сырья как функция перепада давления на форму- ющем устройстве) определяется индекс течения и рассчитывается фактическое значение напряжения сдвига, которое через преобразователь 17 направляется в блок 19 сравнения, куда также заводится сигнал с блока 18 задания о заданном значении напряжения сдвига, например, 8-12 кПа для кондитерских масс перед резкой. Сигнал рассогласования с блока 19 сравнения передается в регулятор 20, который вырабаты- вает управляющий сигнал и направляет его через преобразователь 21 в блок 22 управления привода 4 крутильных колебаний высокой частоты шнека 3 формующего устройства 2, изменяя их частоту вращения и амплитуду,
Если фактическое напряжение сдвига больше заданного, то регулятор 20 будет вырабатывать управляющее воздействие, направленное на повышение частоты и ам- плитуды колебаний, что повлечет за собой разжижение массы за счет увеличения вибрирующей поверхности (глубины вибродёй- ствия), а при снижении значения напряжения сдвига меньше заданного, регулятор 20 будет вырабатывать управляющее воздействие, направленное на снижение частоты и амплитуды колебаний.
Критерий управления формулируется следующим образом,
Объемный расход вещества Q связан с весовым расходом W следующим соотWношением: 0 -7Г ()
где р-плотность вещества.
Для изотермического течения в цилиндрической трубе жидкостей, подчиняющихся степенному закону, объемный расход вещества
tj - неньютоновская вязкость жидкости в стандартном состоянии, определяемая стандартной скоростью сдвига;
L- длина шнекового канала формующего устройства.
Знак минус в формуле (2) указывает на то, что жидкость течет в направлении уменьшения давления и в дальнейшем при выводе критерия управления учитываться не будет.
Индекс течения п определяется по расходной характеристике W f (А Р ) как обратная величина тангенса угла наклона прямой, построенной в логарифмических координатах, а также может быть определен аналитически например, методом наименьших квадратов, по текущим значениям весового расхода W и перепада давления А Р.
Напряжение сдвига у стенки трубы rw и напряжение сдвига т определяется по формулам,
(3)
rw 2L
. . Г S Д РГ
w()-2Г(4)
где г- радиус матрицы формующего устройства.
Подставляя выражение (4) в соотношение (2), получают
„ Зп + 1 ,„о,)
1/п
rJ/°ja
(5)
Разрешая уравнение (5) относительно апряжения сдвига т, имеют
7 (3n-H)
-
п л R- jo
45
(6)
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения кинематической вязкости жидкостей | 1982 |
|
SU1017970A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПРОТЕКАЮЩЕЙ В ТРУБОПРОВОДЕ СРЕДЫ И ИЗМЕРИТЕЛЬНАЯ СИСТЕМА | 2006 |
|
RU2390733C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ СДВИГОВОЙ ВЯЗКОСТИ ПАСТООБРАЗНОГО ПРОДУКТА | 2015 |
|
RU2691922C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОСТАТИЧЕСКОГО КОПЧЕНИЯ ПРОДУКТОВ С РАЗВИТОЙ СТРУКТУРОЙ В РЕГУЛИРУЕМОЙ СРЕДЕ С ИНДУКТИВНЫМ ПОДВОДОМ ЭНЕРГИИ ПРИ ДЫМОГЕНЕРАЦИИ | 2015 |
|
RU2595176C1 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРА РАСПЫЛЕННЫХ КАПЕЛЬ В РАСПЫЛИТЕЛЬНОМ НАСАДОЧНОМ УСТРОЙСТВЕ ДЛЯ РАСПЫЛИТЕЛЬНОЙ СУШКИ, АППАРАТ ДЛЯ РАСПЫЛИТЕЛЬНОЙ СУШКИ И НАСАДКА К НЕМУ | 2015 |
|
RU2719034C2 |
| СПОСОБ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТА ВЯЗКОСТИ ПОТОКА ЖИДКОСТИ, ГАЗА И ГАЗОЖИДКОСТНОЙ СМЕСИ | 1994 |
|
RU2085904C1 |
| Устройство автоматического управления процессом в гидравлическом классификаторе | 1983 |
|
SU1121039A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 1997 |
|
RU2130831C1 |
| КОРИОЛИСОВЫЙ РАСХОДОМЕР И СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК ПОТОКА | 2005 |
|
RU2371679C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2000 |
|
RU2168413C1 |
Изобретение относится к пищевой промышленности - автоматизации технологических процессов, в частности к автоматизации процесса формования масс, например, кондитерских. Целью изобретения является улучшение структурно-механических свойств выходного продукта, а также повышение его качества. Способ предусматривает регулирование перепада давлений на формующем устройстве и вязкости выходного продукта, измерение расхода продукта, поступающего на вход формующего устройства, и плотности выходного продукта. По измеренным параметрам определяют индекс течения и вычисляют значение напряжения сдвига продукта, которое сравнивается с заданным значением напряжения сдвига, и по величине рассогласования воздействуют на шнек формующего устройства, изменяя его частоту вращения и амплитуду колебаний. 1 ил.
/ RAP ч 1/ Q Un-hl))
(2)
где
п - индекс течения;
R - радиус шнекового канала формующего устройства;
jo- стандартная скорость сдвига; АР- перепад давления на входе и выходе формующего устройства;
Величина вязкости жидкости у стенки трубы Г рассчитывается по реологическому уравнению жидкости, подчиняющейся степенному закону
i:
п-1
(7)
где JW - скорость сдвига у стенки трубы.
Преобразуя соотношение (7), получают
V(((8)
Отсюда, подставляя выражение (8) в уравнение (6), имеют5
. r,C,y-.ai „,
Скорость сдвига у стенки трубы Jw определяется по формуле
Jw
Зп + 1 Q
л:
РЗ
Подставляя уравнение (1), (10) в выражение (9), получают критерий управления
г- Г w(3n + 1)
Способ автоматического управления процессом формования позволит стабилизировать структурно-механические харакучают
(8)
(8) в 5
„,
опре(10)
вырания
11)
ения билиарак10
15
20
теристики перед последующей технологической обработкой, что позволит в конечном счете улучшить качество готового продукта.
Формула изобретения Способ автоматического управления процессом формования масс, включающий регулирование перепада, давления на формующем устройстве и вязкости выходного продукта, отличающийся тем, что, с целью улучшения структурно-механических свойств выходного продукта, а также повышения его качества, дополнительно измеряют расход продукта, поступающего на вход формующего устройства, и плотность выходного продукта, по измеренным параметрам определяют индекс течения и вычисляют значение напряжения сдвига продукта, сравнивают полученное значение напряжения сдвига с заданным и изменяют частоту вращения и амплитуду шнека формующего устройства в зависимости от сигнала рассогласования.
I Сырье
| Мачихин Ю.А., Клаповский Ю.В | |||
| Современные способы формования конфетных масс | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
