Изобретение относится к сварке и может быть использовано в различных отраслях машиностроения при контроле качества флюсов для сварки и наплавки.
Цель изобретения - снижение трудоемкости и повышение надежности контроля качества малоактивных флюсов для коррозионной наплавки системы СаР2-СаО- SI02-AI203 при прокалке.
Поставленная цель достигается определением во флюсе, принадлежащем системе CaF2-CaO-Si02-Al203, фазы Ga2SI02F2, образующейся в определенном температурном интервале любым из возможных способов.
Например, для выявления фазы Ca2Si02F2 во флюсе системы CaF2-CaO- 5Ю2-А120з можно использовать метод рент- геноструктурного анализа, отличающийся четкостью и надежностью в решении поставленной задачи. Для этого необходимо получить полный набор рентгенограмм в диапазоне температур прокалки, включающем, в область фазовых превращений, например от 400 до 1000°С, определить температурный порог образования новых фаз и фазовый состав, при этом определяя содержание влаги во флюсе.. По результатам фазового анализа определяют температурный интервал образования и устойчивого существоваOs
Оч Os 00
ния фазы Са25102р2. Именно температурный интервал существования фазы, так как по мере повышения температуры может происходить образование новых фаз, которые могут оказать отрицательное влияние, например образование в структуре флюса цеолитов, влага из которых удаляется вплоть до и которые существенно ухудшают процесс дегидратации флюсов.
Таким образом, анализируя фазовый состав фл юса системы CaF2-CaO-SI02- А120з, о качестве прокалки флюса судят по наличию фазы Ca2Si02F2, образующейся в определенном температурном интервале.
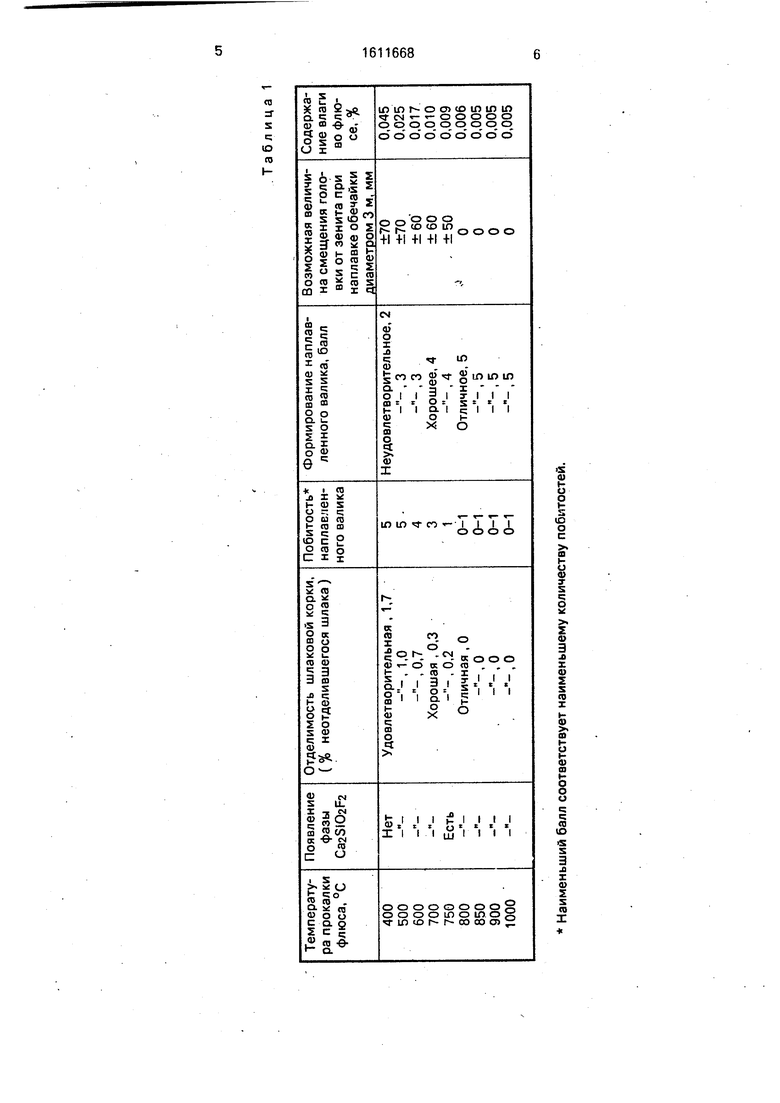
Практическая реализация предлагаемо- го способа применительно к флюсу марки ФЦ-18 в условиях ПО Атоммаш показала; что температура прокалки этого флюса должна соответствовать температуре образования фазы Ca2Si02F2. Исследованиями этого флюса в диапазоне температур 400- 1100°С установлено, что до 750°С во флюсе имеется лишь фаза СаР2. При 750°С появляются только интенсивные линии фазы Са25102Р2. При 800°С эта фаза полностью сформирована. Дальнейшее повышение температуры не приводит к образованию новых фаз. Свойства флюса стабилизируются, а выдержка флюса при данной температуре в течение 3 ч достаточна для завершения образования указанной фазы при одновременном наиболее полном удалении влаги. После прокалки при данной температуре существенно улучшаются сва- рочно-технологические свойства флюса ФЦ-18: возрастает вязкость шлака, что обеспечивает лучшее формирование валиков и в целом сварного шва, улучшается равномерность укрытия валиков шлаком, что уменьшает связь с атмосферой расплав- ленного металла, достигается самоотделимость шлаковой корки, уменьшается газоотделение в процессе сварки и наплавки, обеспечивается стабильность служебных характеристик металла шва в соответствии с нормативной документацией.
Прокалка флюса в производственных условиях ранее проводилась при 650°С в течение 5-7 ч, в результате шлак имел повышенную жидкотекучесть, неустойчивые сва- рочно-технологические свойства и вероятность возникновения пор.
Предлагаемый способ позволяет давать однозначное заключение по результатам рентгеноструктурного анализа о качестве прокалки флюса.
Контроль качества прокалки флюса проводят по интенсивности линий новой фазы. Момент появления фазы 750°С, температура прокалки 800°С соответствует окончательному формированию фазы. На рентгенограмме присутствует полный набор дифракционных линий. Если дифракционную картину, снятую от флюса после прокалки в производственных условиях, сравнивать с эталонными рентгенограммами, то это сравнение позволяет объективно и надежно судить о фактической температуре прокалки в цехе и, следовательно, о качестве флюса.
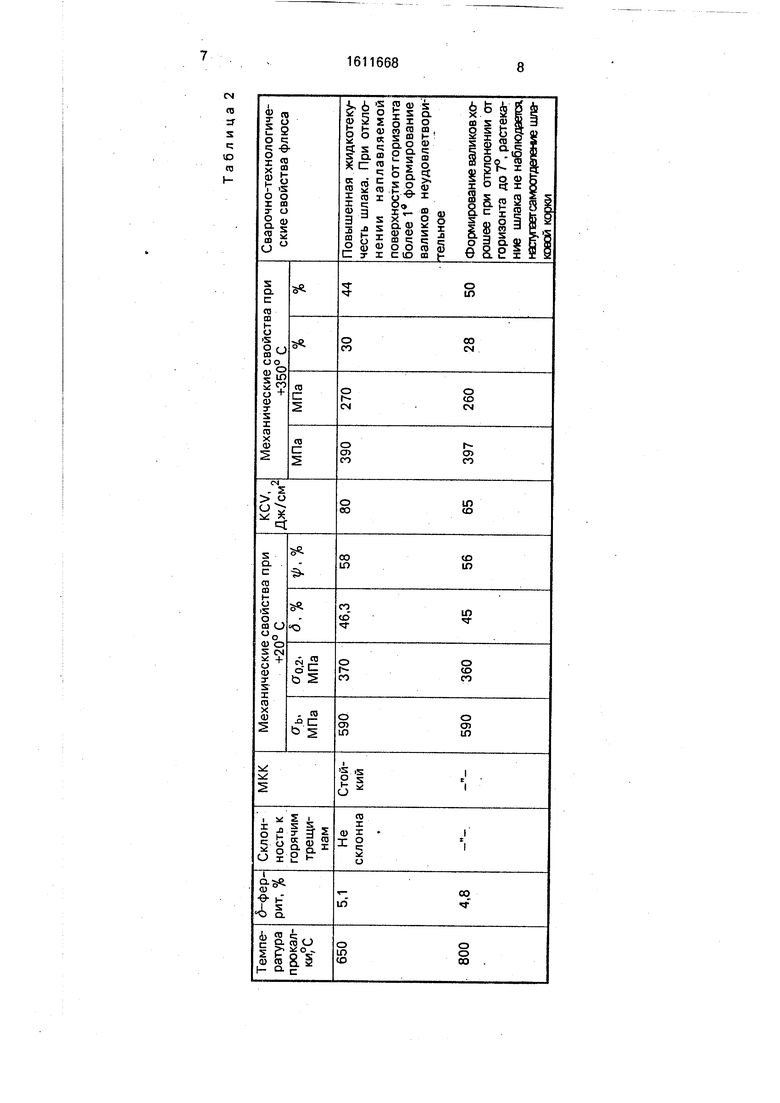
Результаты испытаний сварочно-тёхно- логических свойств флюса представлены в табл 1. Эти данные свидетельствуют о том, что для флюса ФЦ-18 необходима температура прокалки 800°С. В табл. 2 представлены свойства флюса ФЦ-18 после прокалки при наплавке лентой Св-04Х20Н10Г2Б.
Статистическая обработка результатов рентгеноструктурного анализа производственных флюсов показала, что во всех случаях ухудшения свойств флюса марки ФЦ-18 было обнаружено отсутствие фазы. Ca2Si02F2. что свидетельствует либо о пониженной температуре прокалки флюса, либо о неравномерности прокалки в различных объемах прокалочной емкости.
Анализ результатов испытаний показывает, что при одинаковых влажности и химическом составе флюса и практически одинаковых маханических свойствах прокалка флюса при 800°С в значительной степени улучшает сварочно-технологические свойства. Улучшается отделимость шлаковой корки, уменьшается текучесть жидкого шлака при наплавке, что позволяет получить хорошее формирование валиков, т.е. оптимальная температура прокалки 800°С, при которой четко фиксируется наличие фазы Ca2Si02F2.
Таким образом, с помощью рентгеноструктурного анализа по появлению фазы Ca2SJ02F2 удается обьективно и с высокой точностью определить истинную температуру прокалки флюса в производственных условиях независимо от сбоев работы прокалочных печей и измерительных приборов.
Формула изобретения
Способ контроля качества прокалки сварочных флюсов преимущественно для электрошлаковой наплавки, при котором производят анализ готового флюса, отличающийся тем, что, с целью снижения трудоемкости и повышения надежности контроля прокалки малоактивного флюса системы СаР2-СаО-5Ю2-А120з, о качестве прокалки судят по наличию и устойчивому существованию во флюсе фазы Ca2Si02F2, образующейся в температурном интервале прокалки.
п
r s E;
Ю
CO
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛЕНТОЧНЫМ ЭЛЕКТРОДОМ | 2013 |
|
RU2526623C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ | 2012 |
|
RU2493945C1 |
| Плавленый флюс для механизированной сварки | 1990 |
|
SU1756080A1 |
| Способ изготовления синтетического флюса для дуговой сварки | 1988 |
|
SU1620255A1 |
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ | 2003 |
|
RU2240907C1 |
| Керамический флюс для сварки сталей | 1991 |
|
SU1797550A3 |
| Способ изготовления сварочного флюса | 1983 |
|
SU1117171A1 |
| Способ изготовления плавленныхфлюСОВ | 1978 |
|
SU810418A1 |
| Керамический флюс для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1706818A1 |
Изобретение относится к сварке и касается качества прокалки сварочных флюсов, применяемых в различных отраслях машиностроения, в частности малоактивных флюсов системы CAF2-CAO-SIO2-AL2O3. Цель изобретения - повышение надежности контроля качества прокалки флюсов при одновременном снижении его трудоемкости. Получают полный набор эталонных рентгенограмм, соответствующих температуре прокалки флюсов в широком диапазоне температур, например 400-1100°С, включающем область фазовых превращений. Определяют температурный порог образования новой фазы и фазовый состав, соответствующий наилучшему качеству его прокалки. Затем получают и сопоставляют с эталонными рентгенограммами рентгенограмму каждой подвергаемой контролю партии флюса. О качестве прокалки судят по наличию и устойчивому существованию во флюсе фазы CA2SIO2F2. 2 табл.
iS 0)
6
(D О
С
о л
О) (D
z
g
a
CD
о
Q т
Ю
s
л
X Ш
s
(0
I
n
CN
т 3
s E: to
CO
| Правила контроля сварных соединений и наплавки узлов и конструкций атомных электростанций, опытных и исследовательских ядерных реакторов и установок ПК 1514-72 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Харченко Н.П | |||
| и др | |||
| Применение ИК-спектроскопии для анализа состава сварочных флюсов | |||
| В сб | |||
| Флюсы и шла- .ки | |||
| Киев: Наукова думка, 1975, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Хренов К.К | |||
| и др | |||
| Судно | 1925 |
|
SU1961A1 |
| Льночесальная машина | 1923 |
|
SU245A1 |
