1
Изобретение относится к черной металлургии, Б частности к доменному производству. Оно может быть использовано на доменных печах с конвейерной подачей шихтовых материалов на колошник.
На современных доменных печах большого объема подача шихтовых материалов на колошник, осуществляется конвейерным транспортером.
По известным способам подачи шихтовых материалов в доменную печь, включающим транспортировку в загрузочное устройство, транспортирование осуществляется либо на одну, либо на группу доменных печей.
Наиболее близкий по технической сущности и достигаемым результатам к изобретению способ подачи шихтовых материалов в доменную печь {. Способ осуществляется следующим образом.
Доза или несколько доз шихтового материала подвергается сначала грохочению, затем делится на необходимое число частей, каждая из которых взвешивается и выдается на конвейер отдельным каналом, причем командой на выдачу следующей дозы является момент достижения в весовой воронке предыдущей части дозы массы, равной массе ее хвостовой части.
Известный способ реализуется с помощью изменений в схеме управления механизмами шихтоподачи за счет ввода в схему выдержек времени от момента достижения в весовой воронке предыдущей части дозы массы, равной массе ее хвостовой части до начала выдачи шихтового материала из весовой вороики, включенной за этой воронкой, причем выдержка вре10 мени определяется по формуле
Г |-(;«„-«„,:)-(Пр -Пр°),
где 5 - расстояние между весовыми
воронками, м;
15
V - скорость конвейера, м/с; /п„, т„+1 - номера весовых воронок, работающих следом;
Гтр- время движения переднего
20 фронта головной части дозы до конвейера, с;
время движения переднего фронта хвостовой части дозы до конвейера, с.
25
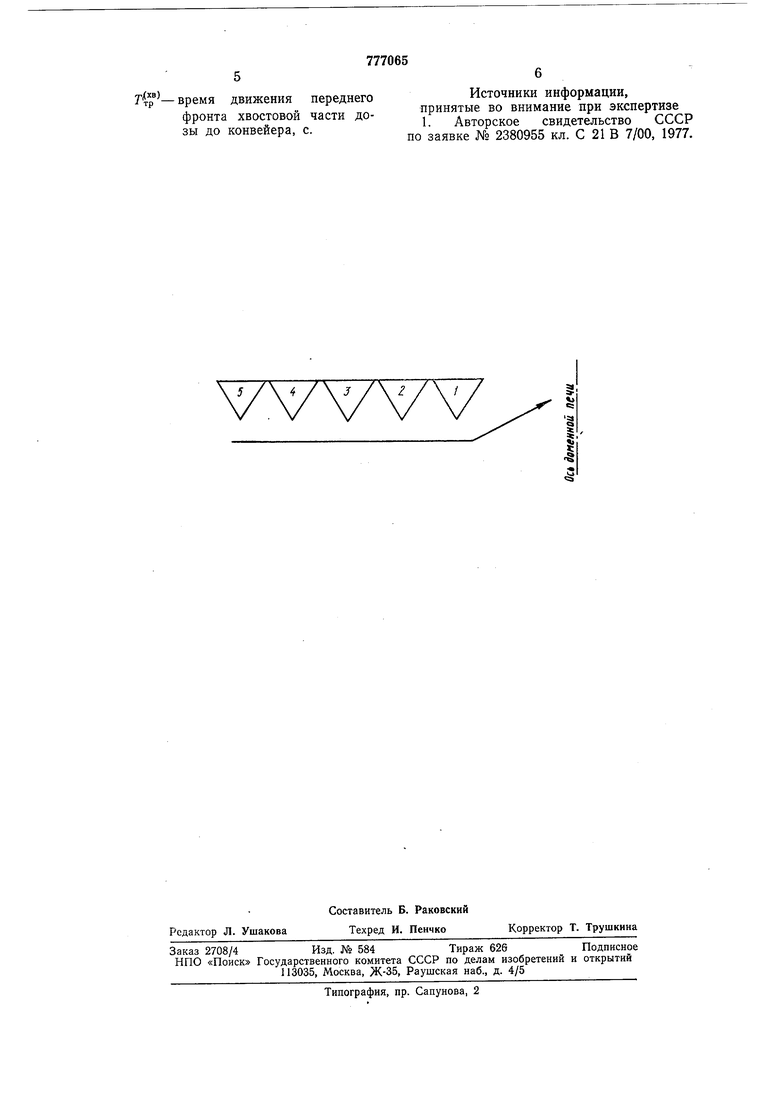
К недостаткам известного способа относится введение новых выдержек времени, усложняющих схему управления, так как интервалы между дозами одного вида материала и между дозами разных материалов определяют по-разному. Кроме того, в схему введены новые блокировки, не допускающие стыковку разных видов материалов. При достаточно большом числе каналов и последовательности их работы по возрастаюидей нумерации, например канал 1-канал 5 (см. чертеж), имеют место разрывы между дозами из-за большого расстояния между этими каналами, что снижает надежность работы системы загрузки шихтовых материалов в доменную печь.
Цель изобретения - устранение указанных недостатков, а именно - упрощение системы управления шихтоподачей.
Поставленная цель достигается тем, что выдачу на конвейер материала из очередной воронки начинают ио достижении в предыдущей воронке нулевого веса дозы. В этом случае хвостовая часть дозы будет находиться на питателе, а время транспортирования материала между каналами легко определяется первым членом формулы по вычислению выдержки времени между работой каналов. Сущность предлагаемого способа поясняется чертежом, где представлена стрзктурная схема щихтоподачи.
Предлагаемый способ осуществляют следующим образом.
После грохочения материала выдачу дозы на конвейер производят питателями из нескольких каналов шихтоподачи частями таким образом, что на конвейере все части дозы составляют целую, без разрывов, дозу. Командой на выдачу следующей части дозы является нулевой вес в весовой воронке, выдававшей предыдущую часть дозы, а разгрузку следующей части дозы на конвейер начинают с выдержкой времени, определяемой по формуле
(/;г„-«„,0-(2 р-ПГ)
где 5 - расстояние между весовыми
воронками, м;
V - скорость конвейера, м/с; тп, гпп+1 - номера весовых воронок,
работающих следом; ГТР - время движения переднего фронта головной части дозы до конвейера, с;
Т тр -время движения переднего фронта хвостовой части до конвейера, с.
-При реализации предлагаемого способа последовательность работы каналов может быть только по убывающей, т. е. канал 5- канал 3, канал 2 - канал 1 и т. п. Очевидно, что для системы, выдающей, например, подряд две дозы одного вида материала из двух каналов, с точки зрения технологии загрузки печи не имеет значения, какой из каналов будет работать первым.
(Это касается и выдачи любого числа доз одного материала из такого же количества каналов). Поэтому единственное ограничение способа - л есткая последовательность в работе каналов одного вида материала- не влияет ни на технологию загрузки, ни на производительность системы. Способ значительно упрощает систему управления щихтоподачей, так как все выдержки времени для транспортирования материала между каналами щихтоподачи заложены в схему по проекту. Кроме того, сигнал нулевого веса является сигналом для перевода командоконтроллера программы и
цикла для всех видов шихтовых материалов.
Применение предлагаемого способа позволит упростить систему управления механизмами щихтоподачи, а, следовательно,
уменьшить число элементов схемы, исключить простои системы загрузки из-за разрывов доз, что повысит надежность системы подачи щихтовых материалов в доменную печь.
Предлагаемый способ подачи щихтовых материалов опробован в октябре 1977 г. на доменной печи объемом 5000 м завода «Криворожсталь. Анализ результатов исследований показал, что предлагаемый способ реализуется без изменения существующей схемы управления, позволяет только за счет изменения выдержки времени в заданных пределах уменьшить длину дозы (за счет состыкованных ее частей) и тем
самым увеличить производительность системы, получать более ровный слой материала на конвейере как по высоте, так и по Щирине.
Формула изобретения
Способ дозировки щихтовых материалов иа конвейерном подъемнике доменной печи, включающий их грохочение, взвещивание, выдачу материалов питателями из весовых воронок на конвейер с выдержкой во времени, определяемой по формуле
Т -(т,т,,,((хв) -тр л
в зависимости от содержаний массы дозы в предыдущей воронке, отличающийся тем, что, с целью упрощения системы управления щихтоподачей, выдачу на конвейер материала из очередной воронки начинают по достижении в предыдущей воронке нулевого веса дозы, где S - расстояние между весовыми
воронками, м;
V - скорость конвейера, м/с; /Пп, тп+1 - номера весовых воронок, работающих следом;
)
1 тр - время движения переднего фронта головной части дозы до конвейера, с;
Hjf- время движения переднего фронта хвостовой части дозы до конвейера, с.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2380955 кл. С 21 В 7/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи шихтовых материалов в доменную печь | 1976 |
|
SU694446A1 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМАМИ ТРАНСПОРТЕРНОЙ ШИХТОПОДАЧИ ДОМЕННЫХ ПЕЧЕЙ | 1991 |
|
RU2016068C1 |
| Устройство подачи шихтовыхМАТЕРиАлОВ B дОМЕННую пЕчь | 1979 |
|
SU846557A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ШИХТОВЫХ МАТЕРИАЛОВ В ДОМЕННУЮ ПЕЧЬ | 1991 |
|
RU2027773C1 |
| Способ загрузки шихтовых материалов в доменную печь | 1987 |
|
SU1611939A1 |
| Способ загрузки весового бункера шихтоподачи доменной печи | 1987 |
|
SU1523574A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО ПРОИЗВОДСТВА НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131929C1 |
| Канал шихтоподачи доменной печи | 1984 |
|
SU1235906A1 |
| Способ подготовки шихты для загрузки в доменную печь | 1980 |
|
SU952962A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО И СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2137844C1 |
