Изобретение относится к устройствам для нагрева заготовок перед прокаткой, экструзией, штамповкой.
Цель изобретения - повышение равномерности нагрева путем исключения промежутков между заготовками.
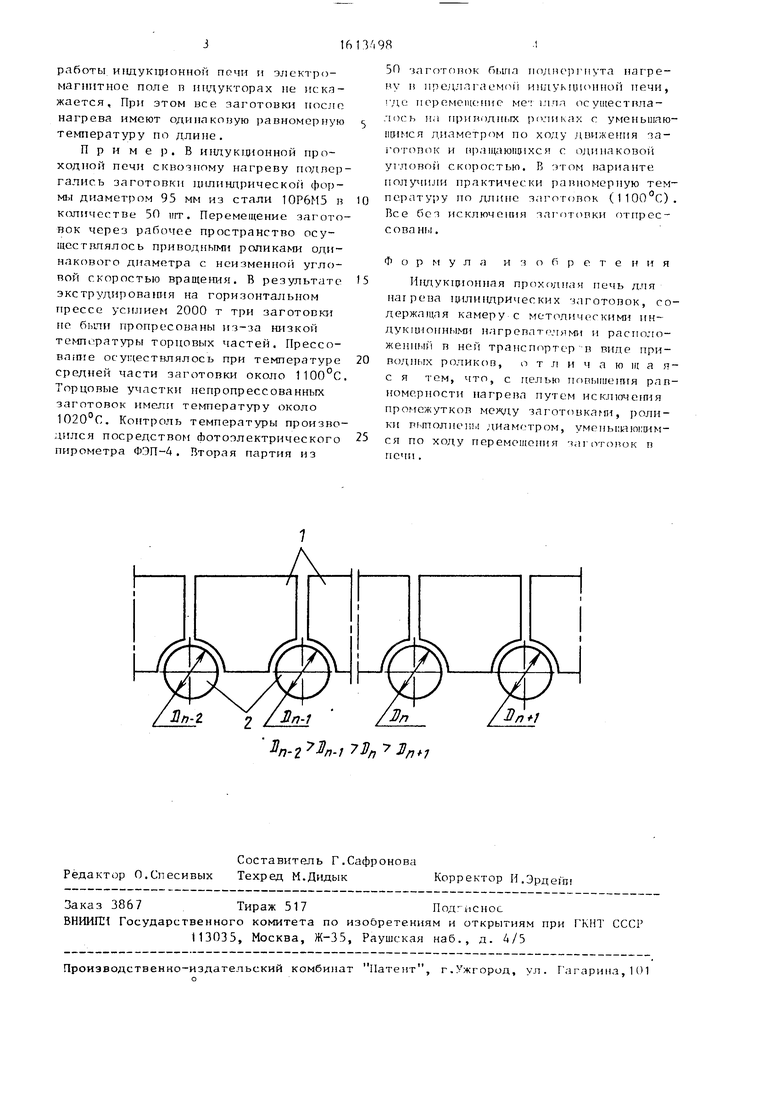
На чертеже изображена данная печь, вид сбоку.
Печь содержит корпус с методическими индукционными нагревателями 1 и транспортер в виде приводных роликов 2, посредством которых перемещаются заготовки с диаметром уменьшающимся по ходу движения заготовок в печи.
Печь работает следующим образом.
Заготовки загружаются на приводные ролики 2, которые, вращаясь с
постоянной угловой скоростью, перемещают металл через индукционные нагреватели 1, обеспечивая тем самым методический нагрев заготовок. За счет уменьшения диаметра роликов по ходу движения металла получаем, что линейная скорость поверхности роликов, а следовательно, и скорость перемещения заготовок сражается по ходу их движения. Это приводит, к тому, что сзади идущ11е заготовки перемещаются быстрее передних по ходу движения и создают подпор до полного сопрюхения торцов заготовок и образования непрерывного столба металла в рабочем пространстве печи. Таким образом, в течение всего процесса нагрева сохраняются стабильные режимы
О5
Од 4 СО
bo
работы индукционной печи и электромагнитное поле п интукторах не искажается, При этом все заготовки после нагрева имеют одинаковую равномерную температуру по длине.
П р и м е р. В индукн}1онной проходной печи сквозному нагреву подвергались заготовки цилиндрической chop- Mi, диаметром 95 мм из стали 10Р6М5 в К(шичестве 50 игг. Перемещение заготовок через рабочее пространство осуществлялось приводны ш роликами одинакового диаметра с неизменной угловой скоростью вpaщe шя. В результате экструдироваш1я на горизонтальном прессе усилием 2000 т три заготовки не были пропресованы из-за низкой температуры торцовых частей. Прессо- Bainie осу1цествлялось при температуре средней части заготовки около 1100°С Торцовые участки непропрессованньгх заготовок имели температуру около 1020 С. Контроль температуры производился посредством фотоэлектрического пирометра ФЭП-4. Вторая партия из
50 заготовок быпа подне 1гиута нагре- 1П и предлагаемо индукционной печи, дс nepeMeiucMine метuuin осуществла- - юсь на прилодн1.гх prvini ax с уменьшающимся диаметром по ходу движения заготовок и нращающихся с одинаково угловой скоростью. В этом варианте получили практически равномерную температуру по длине заготовок (). Все без исключения заг Г)товки f)Tnpec- сован1.1.
Формула изобретения
Индукционная проходная печь для нагрева пдшиндрических заготовок, содержащая камеру с методическими ин- ДУК1ЩОННЫМИ нагревптр. гями и располо- же1шый в ней транспортер в виде при- водпых роликоп, о т л и ч а ю щ а я- с я тем, что, с целью попышешгя равномерности нагрева путем искл1оче1П1я промежутков между заготовкагш, ролики рьтолнеиы диаметром, умепы;|аю1;им- ся по ходу перемещения чапгговок в печи .
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагрева цилиндрических заготовок | 1983 |
|
SU1273396A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| Индукционная проходная установка | 1981 |
|
SU1096288A1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК ПЕРЕД ПРЕССОВАНИЕМ | 1971 |
|
SU309058A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Устройство для индукционного нагрева цилиндрических заготовок | 1983 |
|
SU1101331A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ НАГРЕВОМ ЗАГОТОВОК В ПРОХОДНОЙ ИНДУКЦИОННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 2015 |
|
RU2586382C1 |
| Индукционный нагреватель для стальных деталей | 1983 |
|
SU1124457A1 |
| Способ создания градиента температур в заготовке перед прессованием и устройство для его осуществления | 2024 |
|
RU2831021C1 |
Изобретение относится к металлургии, в частности к индукционным печам для нагрева заготовок перед деформированием. Цель изобретения - повышение равномерности нагрева путем исключения промежутков между заготовками. Печь содержит корпус с методическими индукционными нагревателями и расположенный в нем транспортер в виде приводных роликов, вращающихся с постоянной угловой скоростью и выполненных с диаметром уменьшающимся по ходу перемещения заготовок в печи. За счет уменьшения диаметра роликов сзади идущие заготовки перемещаются быстрее передних по ходу движения и создают подпор до полного соприкосновения торцов заготовок. Таким образом, сохраняется стабильный режим работы печи и не искажается магнитное поле в индукторах, что приводит к равномерности нагрева заготовок по всей их длине. 1 ил.
/f
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК ПЕРЕД ПРЕССОВАНИЕМ | 0 |
|
SU309058A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Установка для нагрева цилиндрическихзАгОТОВОК | 1979 |
|
SU836137A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
