Изобретение относится к контрольно-из- меритатьной технике и может быть использовано, при монтажных работах для контроля соосности валов машин, соединяемых в агрегат.
Цель изобретения - повышение точности контроля соосности машин, одна из которых имеет крепительный фланец.
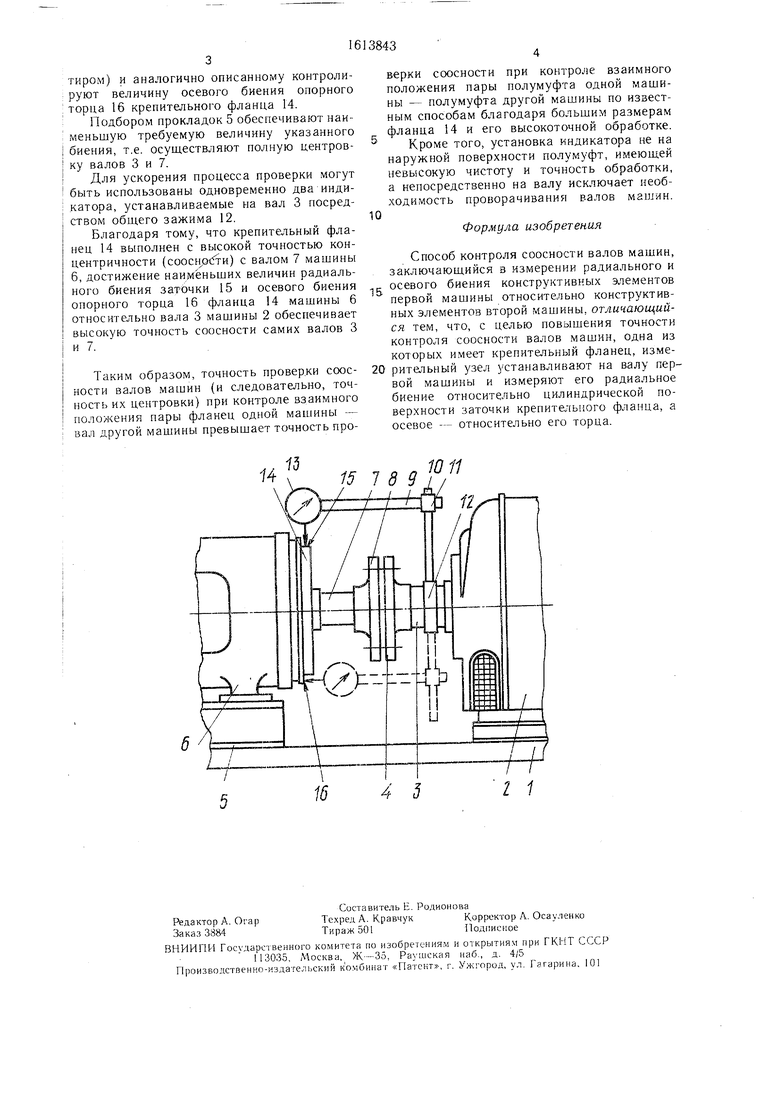
На чертеже показана схема, поясняюшая способ контроля.
Способ осушествляют следующим образом.
На фундаментной плите 1 закрепляют машину 2 (например, нагрузочный генератор), на валу 3 которой закреплена полумуфта 4. С предварительной соосной ориентацией соосно с валом 3 на плиту 1 на прокладках 5 устанавливают вторую машину (например, испытываемый двигатель), на валу 7 которой закреплены полумуфта 8. На валу 3 первой машины посредством штанги 9, стойки 10 и зажимов 11 и 12 устанавливают измерительный узел, например индикатор 13 с измерительным наконечником. Вторая машина имеет крепительный фланец 14 с цилиндрической поверхностью заточки 15 и опорным торцом 16.
Контроль соосности валов 3 и 7 машин осуществляют в следующей последовательности.
Измерительный наконечик индикат.ора 13 подводят к заточке 15 и фиксируют индикатор 13 зажимами II и 12 относительно вала 3, проворачивают вал 3 вместе с индикатором 13 и контролируют величину радиального биения заточки 15 крепительного фланца 14 относительно вала 3. При затруднении поворачивания вала 3 зажим 12 устанавливают на валу 3 с возможностью вращения на нем с фиксацией от перемещения вдоль его оси (например, прижимают с обеспечением скольжения к вы- ступу вала 3 со стороны подшипникового щита). При этом вал 3 не проворачивают, а вращают на валу 3 зажим 12 с закрепленными на нем стойкой 10, зажимом 11, штангой 9 и индикатором 13.
Подбором прокладок 5 опускают или поднимают ось вала 7 и обеспечивают наименьшую требуемую величину радиального биения заточки 15, т.е. осуществляют частичную центровку валов 3 и 7. После этого наконечик индикатора 13 подводят к повер.х- ности опорного торца 16 (показано пункооэ
00
HJ;
(
тиром) и аналогично описанному контролируют величину осевого биения опорного торца 16 крепительного фланца 14.
Подбором прокладок 5 обеспечивают наименьшую требуемую величину указанного биения, т.е. осуществляют полную центровку валов 3 и 7.
Для ускорения процесса проверки могут быть использованы одновременно два индикатора, устанавливаемые на вал 3 посредством общего зажима 12.
Благодаря тому, что крепительный фланец 14 выполнен с высокой точностью концентричности (соосн р 5ти) с валом 7 машины 6, достижение наим ёньших величин радиального биения заточки 15 и осевого биения опорного торца 16 фланца 14 машины 6 относите чьно вала 3 машины 2 обеспечивает высокую точность соосности самих валов 3 и 7.
Таким образом, точность проверки соосности валов машин (и следовательно, точность их центровки) при контроле взаимного по южения пары фланец одной машины - вап другой машины превышает точность про
верки соосности при контроле взаимного положения пары полумуфта одной машины - полумуфта другой машины по известным способам благодаря большим размерам фланца 14 и его высокоточной обработке. Кроме того, установка индикатора не на наружной поверхности полумуфт, имеющей невысокую чистоту и точность обработки, а непосредственно на валу исключает необходимость проворачивания валов машин.
Формула изобретения
Способ контроля соосности валов машин, заключающийся в измерении радиального и осевого биения конструктивных элементов
первой машины относительно конструктив - ных элементов второй машины, отличающийся тем, что, с целью повышения точности контроля соосности валов машин, одна из которых имеет крепительный фланец, изме0 рительный узел устанавливают на валу первой машины и измеряют его радиальное биение относительно цилиндрической поверхности заточки крепите,-1ы;ого фланца, а осевое -- относительно его торца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ СООСНОСТИ ВАЛОВ МАШИН | 2003 |
|
RU2242708C1 |
| Способ контроля соосности валов | 2023 |
|
RU2819109C1 |
| Устройство для контроля электрической машины | 1988 |
|
SU1638684A1 |
| Способ контроля соосности валов | 2020 |
|
RU2748150C1 |
| СПОСОБ ИЗМЕРЕНИЯ НЕСООСНОСТИ ВАЛОВ | 2004 |
|
RU2275588C2 |
| СПОСОБ ИЗМЕРЕНИЯ НЕСООСНОСТИ ВАЛОВ | 2007 |
|
RU2365873C2 |
| СПОСОБ ИЗМЕРЕНИЯ НЕСООСНОСТИ ВАЛОВ | 2020 |
|
RU2754391C1 |
| СПОСОБ ИЗМЕРЕНИЯ НЕСООСНОСТИ ВАЛОВ | 2004 |
|
RU2279631C2 |
| Устройство для измерения и контроля соосности отверстий | 2016 |
|
RU2623817C1 |
| СПОСОБ СБОРКИ ТРАНСМИССИИ | 2023 |
|
RU2812520C1 |
Изобретение относится к контрольно-измерительной технике, применяемой в монтажных работах для контроля соосности валов машин, соединяемых в агрегат. Целью изобретения является повышение точности контроля соосности машин, одна из которых имеет крепительный фланец. Способ заключается в том, что измеряют радиальное и осевое биения конструктивных элементов одной машины относительно конструктивных элементов другой, измерительный узел закрепляют на валу первой машины и измеряют его радиальное биение относительно цилиндрической поверхности заточки крепительного фланца второй машины, имеющего значительно большие, чем валы и установленные на них полумуфты, размеры и высокую чистоту обработки, а осевое биение - относительно опорного торца указанного фланца. 1 ил.
14 /, 769
п.
г 1
| Способ центровки роторов | 1977 |
|
SU771458A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
