1
(21)4476928/31-02
(22)25.08.88
(46) 23.12.90. Бкшо № 47
(71)Институт проблем сверхпластичности металлов АН СССР
(72)О.А.Кайбышев, Г.А.Салищев и Р.Г.Зарипова
(53)621.785.79 (088о8)
(56)Европейский патент N 0142668, кл. С 22 F 1/10,.1983.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЬК АУСТЕНИТНЫХ СПЛАВОВ НА ОСНОВЕ СИСТЕШ ЖЕЛЕЗО-НИКЕЛЬ-ХРОМ
(57)Изобретение относится к металлургии и можь. быть использовано в обработке давлением жаропрочных аустенитных дисперсионно-твердеюсщх сплавов на основе системы Fe-Ni-Cr. Цель .изобретения - повьшение производительности способа за счет снижения удельных усилий деформации. Способ предусматривает предварительную закалку на твердый раствор. При этом предварительную деформагщю проводят при температуре на 150-200 0 ниже температуры обработки на твердый раствор. Окончательную деформацию ведут в режиме сверхпластичности при 900-920 С. 1 ЗоПоф-лы, 1 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТА ИЗ НИЗКОЛЕГИРОВАННОГО ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО МЕДНОГО СПЛАВА С СОДЕРЖАНИЕМ НИКЕЛЯ ДО 1,6%, БЕРИЛЛИЯ 0,2-0,8% И ТИТАНА ДО 0,15% | 2009 |
|
RU2416672C1 |
| Способ обработки жаропрочных сплавов на основе никеля | 1979 |
|
SU876768A1 |
| СПОСОБ ОБРАБОТКИ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1992 |
|
RU2041284C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ДЕТАЛЕЙ, ВЫПОЛНЕННЫХ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ, ПЕРЕД ИХ СОЕДИНЕНИЕМ В ПАЯНО-СВАРНУЮ КОНСТРУКЦИЮ | 2011 |
|
RU2464142C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256721C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2005 |
|
RU2287593C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2015 |
|
RU2608118C1 |
| Способ термической обработки аустенитного дисперсионно-твердеющего сплава | 1982 |
|
SU1142516A1 |
Изобретение относится к металлургии и может быть использовано в обработке давлением жаропрочных аустенитных дисперсионно-твердеющих сплавов на основе системы FE-NI-CR. Цель изобретения - повышение производительности способа за счет снижения удельных усилий деформации. Способ предусматривает предварительную закалку на твердый раствор. При этом предварительную деформацию проводят при температуре на 150-200°С ниже температуры обработки на твердый раствор. Окончательную деформацию ведут в режиме сверхпластичности при 900-920°С. 1 з.п. ф-лы, 1 табл.
Изобретепие относится к области металлургии и может быть использовано в обработке давлением жаропрочных аустенитных дисперсионно твердеющих сплавов на основе системы Fe-Ni-Cr.
Цель изобретения - повышение производительности способа за счет снижения усилий деформации.
Стали класса железо-нйкель-хром имеют температуру растворения упрочняющих фаз более . Следовательно, предварительная деформация может проводиться при температурах не выше 850 С. Способ прост в исполнении и может быть осуществлен на традиционном оборудовании (гидравлические прессы) с применением изотермических универсальных штамповых блоков со.сменными вставками для различных конфигураций деталей. Проведение горячей деформации при температуре выше, чем T. С, нецелесообразно из-за
роста зерен и двойников, что не позволяет достичь снижения удельных усилий. Горячая деформация при температуре ниже, чем С, не обеспечивает получение полностью рекристал- лизованной структуры, кроме того, при этих температурах начинается распад твердого раствора с выделением упрочняющих фаз, что может привестл к по- вьшению удельных усилий. I Проведение окончательной деформации при температурах 900 - обус- ,ловлено тем, что сплавы данного класса проявляют эффект сверхпластичности в этом интервале температур, когда удельные усилия значительно меньше, чем при обычной деформации. Скоростные режимы соответствуют приведенным в известном способе.
Пример. Исходным материалом , заготовки прутка 21, длиной 32 мм дисперсионно твердеющей аустеС/;
с
о:
(Щ4
СП
СО ОС
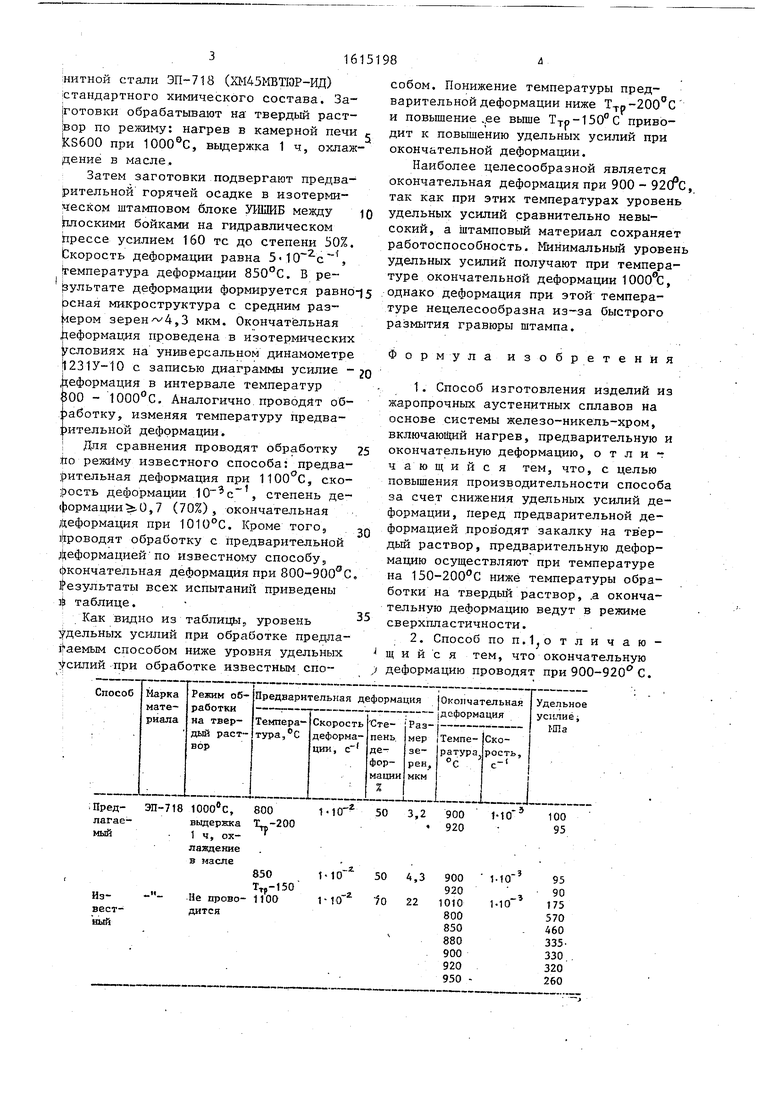
БИТНОЙ стали ЭП-718 (ХМ45МВТ10Р-ИД) Стандартного химического состава, За- отовки обрабатывают на твердый раст- Ьор по режиму: нагрев в камерной печи IKS600 при , вьщержка 1 ч, охлаждение в масле.
Затем заготовки подвергают предварительной горячей осадке в изотермическом штамповом блоке УИШИБ между Ьлоскими бойками на гидравлическом jnpecce усилием 160 тс до степени 50%. Скорость деформации равна , температура деформахщи 850°С. В ре- |зультате деформации формируется равно Ьсная микроструктура с средним размером зерен 4,3 мкм. Окончательная деформация проведена в изотермических условиях на универсальном динамометре 1231У-10 с записью диаграммы усилие - деформация в интервале температур 300 - 1000 С, Аналогично проводит об- ;эаботку, изменяя температуру предва- зительной деформации.
I Для сравнения проводят обработку iio режиму известного способа: предва- рительная деформация при , ско- ipocTb деформации , степень де- формации О.,7 (70%), окончательная реформация при . Кроме того, 1 роводят обработку с предварительной Деформацией по известному способу,, фкончательная деформация при 800-900 С результаты всех испытаний приведены таблице.
.Как видно из таблицы., уровень удельных усилий при обработке предла- ifaeMbiM способом ниже уровня удельных сипий при обработке известным спо-
собом. Понижение температуры пред- варительнойдеформации ниже 1 -200°С и повышение ..ее выше Тур-150° С приводит к повышению удельных усилий при окончательной деформации.
Наиболее целесообразной является окончательная деформация при 900 - 92сРс так как при этих температурах уровень удельных усилий сравнительно невысокий, а штамповьй материал сохраняет работоспособность. Минимальный уровень удельных усилий получают при температуре окончательной деформации , однако деформация при этой температуре нецелесообразна из-за быстрого размытия гравюры штампа.
Формула изобре
тения
