Изобретение относится к области металлургии и авиастроения и может быть использовано при изготовлении дисков ГТД из высоколегированных жаропрочных никелевых сплавов.
Известны способы изготовления дисков из жаропрочных сплавов, включающие операции гомогенизирующего отжига слитков при температуре выше температуры полного растворения γ ’-фазы (Тпрγ ’) с регламентированным охлаждением, с последующей дробной деформацией осадкой за 1-3 и более переходов на степень 70-80% с последеформационными отжигами. (О.А.Кайбышев, Ф.З.Утяшев. “Сверхпластичность, измельчение структуры и обработка труднодеформируемых сплавов”, М.: Наука, 2002, стр.200-208, 225-228; патент США №5120373).
Недостатками известных способов являются небольшое повышение пластичности сплавов после отжига, недостаточная степень коагуляции γ ’-фазы и ее неоднородность, возможность деформации сплавов в очень узком температурном интервале, температура полного растворения γ ’-фазы - Тпрγ ’ - 50° С, неоднородность формируемой достаточно крупнозернистой структуры и, как следствие, нестабильный, пониженный уровень свойств.
Известен способ штамповки жаропрочных сплавов, включающий операции гомогенизирующего отжига, осадки слитка при температуре выше Тпрγ ’, штамповки заготовки при температуре ниже Тпрγ ’ с суммарной степенью деформации ε л≥0,5 и скоростью деформации  ≥ 1,67× 10-3 с-1, отжига деформированной заготовки при температуре выше Тпрγ ’ с последующим охлаждением заготовки в интервале выделения γ ’-фазы со скоростью менее 56° С/час для получения перестаренной структуры, горячей штамповки заготовки со степенью деформации ε л>0,9 и скоростью деформации
≥ 1,67× 10-3 с-1, отжига деформированной заготовки при температуре выше Тпрγ ’ с последующим охлаждением заготовки в интервале выделения γ ’-фазы со скоростью менее 56° С/час для получения перестаренной структуры, горячей штамповки заготовки со степенью деформации ε л>0,9 и скоростью деформации  >1,67× 10-3с-1. Затем заготовку деформируют в изотермических условиях и подвергают термообработке (патент США №5693159).
>1,67× 10-3с-1. Затем заготовку деформируют в изотермических условиях и подвергают термообработке (патент США №5693159).
Недостатками этого способа являются необходимость использования для изготовления диска слитков с сравнительно мелкозернистой структурой, невозможность осадки слитка при температуре выше Тпрγ ’ для большинства высоколегированных труднодеформируемых никелевых сплавов, большая трудоемкость процесса.
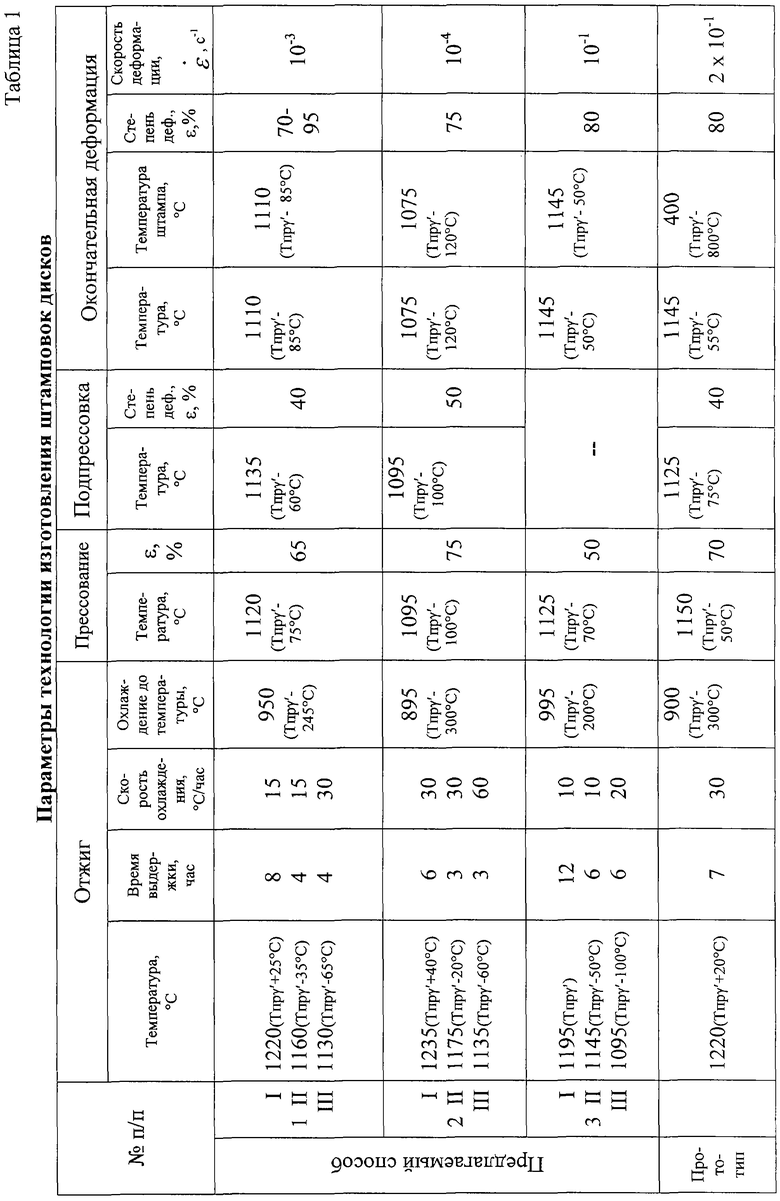
Наиболее близким аналогом, взятым за прототип, является способ изготовления диска из высоколегированного жаропрочного никелевого сплава, включающий операции гомогенизирующего отжига слитков при температуре Тпрγ ’+20÷ 30° С в течение 4-8 часов, охлаждения с печью до температуры максимальной коагуляции частиц γ ’-фазы, затем на воздухе, горячего прессования при температуре Тпрγ ’-40÷ 60° С со степенью 65÷ 75%, резки полученного прутка на мерные заготовки; подпрессовки заготовок в закрытом контейнере при температуре Тпрγ ’-60÷ 80° С со степенью 35÷ 50%. Заключительную деформацию осуществляют совмещением осадки и штамповки при температуре нагрева Тпрγ ’-40÷ 60° С со степенью 35÷ 50%. Окончательную термообработку проводят путем предварительного отжига при температуре Тпрγ ’-100÷ 130° С, охлаждения на воздухе, закалки с температуры Тпрγ ’±10° С с регламентированным охлаждением и последующего старения (а.с. СССР №1637360).
К недостаткам способа прототипа следует отнести: неоднородность и недостаточная степень укрупнения γ ’-фазы при проведении гомогенизирующего отжига, недостаточная пластичность и узкий температурный интервал динамической рекристаллизации сплава при прессовании слитка, обеспечивающий прохождение рекристаллизации в интервале температур Тпрγ ’-Тпрγ ’-50° С, который не обеспечивает стабильное получение структуры с размером зерна менее 10 мкм, что приводит к неустойчивости течения металла в процессе прессования из-за превышения предельно допустимого усилия вследствие наклепа. Это приводит к образованию трещин в прутках, образованию трещин при дальнейшей штамповке диска из прутковой заготовки или разрушению диска в процессе охлаждения от температур однофазной области и снижению уровня механических свойств и жаропрочности ниже предельно допустимых после окончательной термической обработки.
Технической задачей предлагаемого изобретения является разработка способа изготовления диска из высоколегированного жаропрочного никелевого сплава, обеспечивающего стабильный и однородный уровень свойств изделий горячего тракта ГТД; обеспечение устойчивого течения металла в процессе прессования, значительное снижение усилий прессования ниже предельно допустимых, предотвращение образования грубых трещин и гарантированное формирование в прутке однородной микроструктуры с размером зерна менее 10 мкм; обеспечение значительного снижения усилия деформирования и использование эффекта сверхпластичности при изотермической штамповке, повышение стойкости штампового инструмента при неизотермической штамповке металла с высокой исходной пластичностью прутковой заготовки и снижение склонности штампованных заготовок к растрескиванию в процессе закалки при окончательной термической обработке.
Для достижения поставленной цели предложен способ изготовления диска из высоколегированного жаропрочного никелевого сплава, включающий отжиг слитка, охлаждение на воздухе, предварительную деформацию путем прессования, окончательную деформацию в двухфазной области и термическую обработку, отличающийся тем, что отжиг проводят в три ступени, где первая ступень включает нагрев до температуры не более 40° С выше температуры Тпрγ ’ с выдержкой при этой температуре не менее 6 часов, охлаждение до температуры второй ступени, которая на 20÷ 50° С ниже температуры Тпрγ ’, выдержку не менее 3 часов, охлаждение до температуры третьей ступени, которая на 60÷ 100° С ниже Тпрγ ’, выдержку не менее 3 часов, охлаждение со скоростью 20÷ 60° С/час до температуры на 200÷ 300° С ниже температуры Тпрγ ’, затем охлаждение на воздухе, предварительную деформацию осуществляют прессованием при температуре, которая на 70÷ 100° С ниже температуры Тпрγ ’, а окончательную деформацию проводят со скоростью не менее  =10-4 c-1. Скорость охлаждения слитков при отжиге между ступенями равна 10÷ 30° С/час.
=10-4 c-1. Скорость охлаждения слитков при отжиге между ступенями равна 10÷ 30° С/час.
Окончательная деформация производится штамповкой за одну или более операцию при температуре на 50÷ 120° С ниже температуры Тпрγ ’ в изотермических условиях.
Для изготовления крупногабаритных дисков с минимальными толщинами из наиболее труднодеформируемых сплавов окончательную деформацию проводят штамповкой за одну или более операций в штампах с температурой на 200÷ 300° С ниже температуры Тпрγ ’ со скоростью не менее  =10-2 с-1, что обеспечивает экономичность процесса и повышает стойкость дорогостоящей штамповой оснастки.
=10-2 с-1, что обеспечивает экономичность процесса и повышает стойкость дорогостоящей штамповой оснастки.
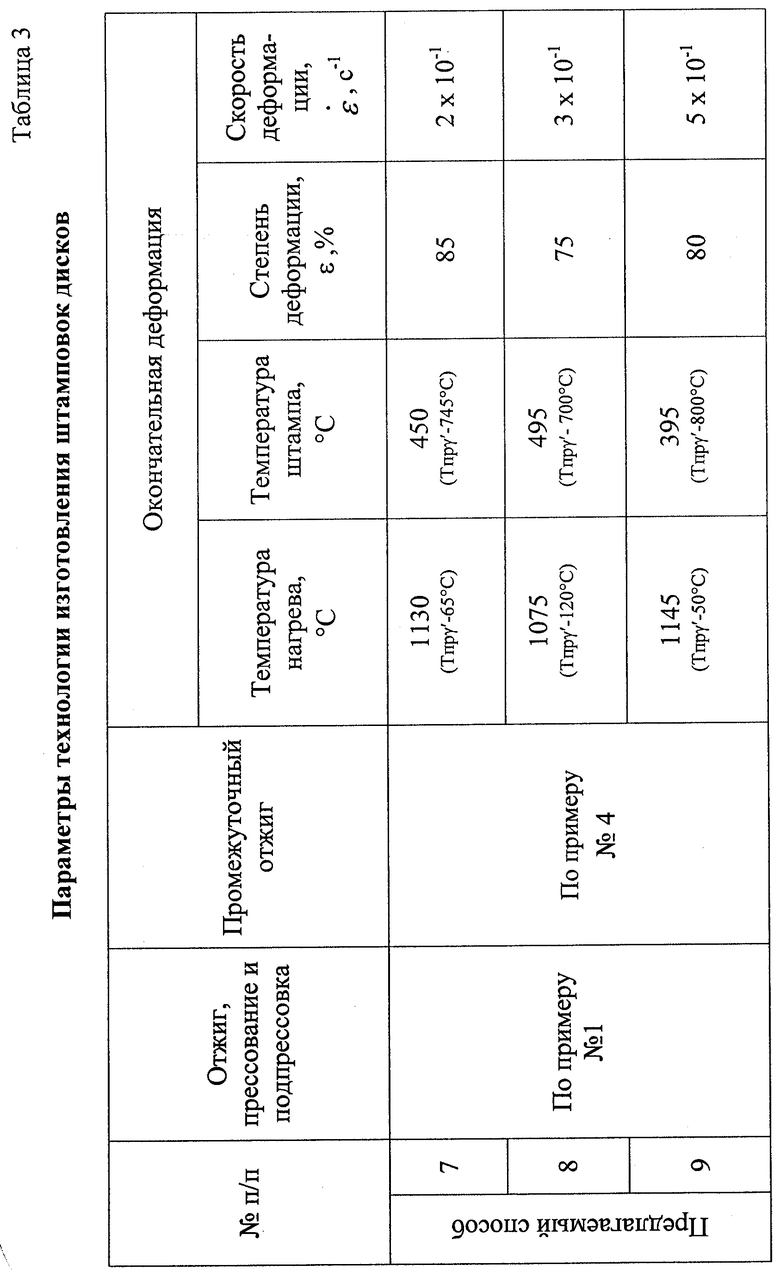
Для обеспечения экономичности изготовления малых партий дисков за счет применения штамповой оснастки из обычных инструментальных сталей низкой стоимости окончательную деформацию проводят в штампах с температурой на 700÷ 800° С ниже температуры Тпрγ ’ со скоростью не менее  =10-1 с-1.
=10-1 с-1.
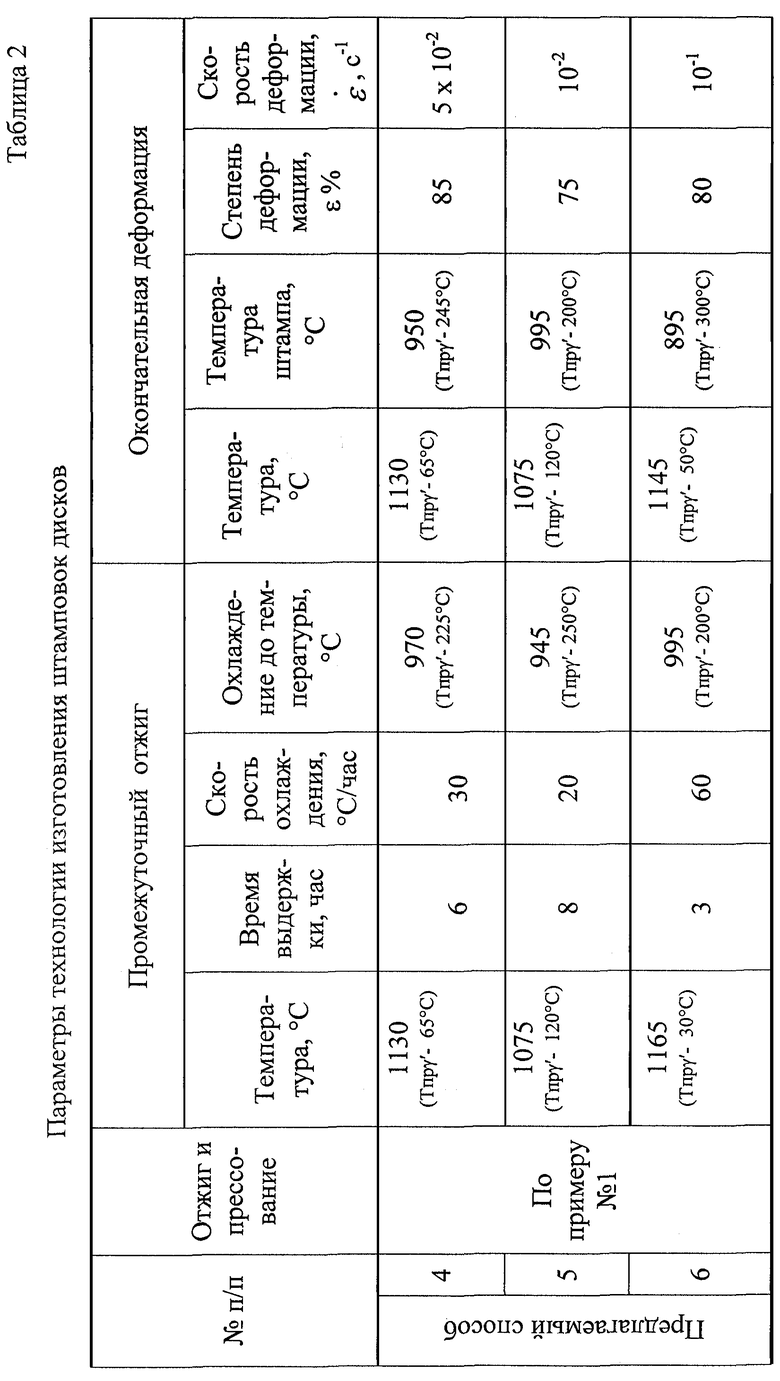
Для получения крупногабаритных дисков способ включает проведение после предварительной деформации операции подпрессовки заготовки при температуре ниже 60÷ 100° С температуры Тпрγ ’ и/или промежуточного(ых) отжига(ов). Промежуточный(ые) отжиг(и) проводят при температуре на 30÷ 120° С ниже Тпрγ ’ с выдержкой не менее 3 часов и последующим охлаждением со скоростью 20÷ 60° С/час до температуры на 200÷ 250° С ниже Тпрγ ’ для расширения температурного интервала прохождения динамической рекристаллизации в двухфазной области и повышения технологической пластичности в условиях пониженных температур деформации.
Готовый диск подвергают термообработке состоящей из отжига, закалки и двойного старения.
Ступенчатый отжиг слитков по предлагаемому режиму позволяет получить структуру с однородными укрупненными внутри зерен выделениями частиц упрочняющей γ ’-фазы размером 1-1,5 мкм, значительно повышает пластичность сплава и на 100° С снижает температуру начала динамической рекристаллизации на предварительной деформации, что позволяет провести прессование слитков в интервале температур Тпрγ ’ - 70÷ 100° С, в условиях контролируемой динамической рекристаллизации с низкими усилиями и обеспечивает формирование ультрамелкозернистой (УМЗ) структуры с величиной зерна γ ’-фазы менее 10 мкм. Прессование при температурах, равных Тпрγ ’-70÷ 100° С, обеспечивает нужную степень измельчения структуры в прессованном прутке при деформациях менее 65%, в интервале степеней деформаций 50÷ 65%. Деформация при температурах выше температуры Тпрγ ’-70° С приводит к формированию неоднородного микрозерна величиной более 30 мкм и грубому растрескиванию прутка, а при деформировании ниже температур Тпрγ ’-100° С резко возрастают усилия прессования.
Проведение промежуточного(ых) отжига(ов) после прессования при Тпрγ ’-30÷ 120° С с выдержкой 3÷ 8 часов и/или подпрессовка заготовок при Тпрγ ’-60÷ 100° С со степенями деформаций 30÷ 50% приводят к образованию структуры с размером зерна γ '-фазы≤ 10 мкм и частиц γ ’-фазы размером 1,5-2,5 мкм. Окончательная деформация заготовок в изотермических условиях при Тпрγ ’-50÷ 120° С со скоростью  =10-l-10-4 c-1 позволяет максимально использовать эффект сверхпластической деформации (СПД), уменьшить усилие деформирования. Сформированная для окончательной деформации структура позволяет деформировать сплавы со степенями разовой деформации до 95%, что обеспечивает получение штамповок сложной конфигурации с гарантированным уровнем свойств и без образования трещин в процессе закалки из однофазной области при окончательной термической обработке.
=10-l-10-4 c-1 позволяет максимально использовать эффект сверхпластической деформации (СПД), уменьшить усилие деформирования. Сформированная для окончательной деформации структура позволяет деформировать сплавы со степенями разовой деформации до 95%, что обеспечивает получение штамповок сложной конфигурации с гарантированным уровнем свойств и без образования трещин в процессе закалки из однофазной области при окончательной термической обработке.
Пример осуществления
Для практического осуществления изобретения был выбран сплав для дисков ЭП975, содержащий 55,5% γ ’-фазы с температурой ее полного растворения 1195° С и температурой солидуса литого материала 1270° С.
Слитки сплава ЭП975 выплавляли в вакуумной индукционной печи. Из слитков диаметром 320 мм получали изделия - штамповки дисков.
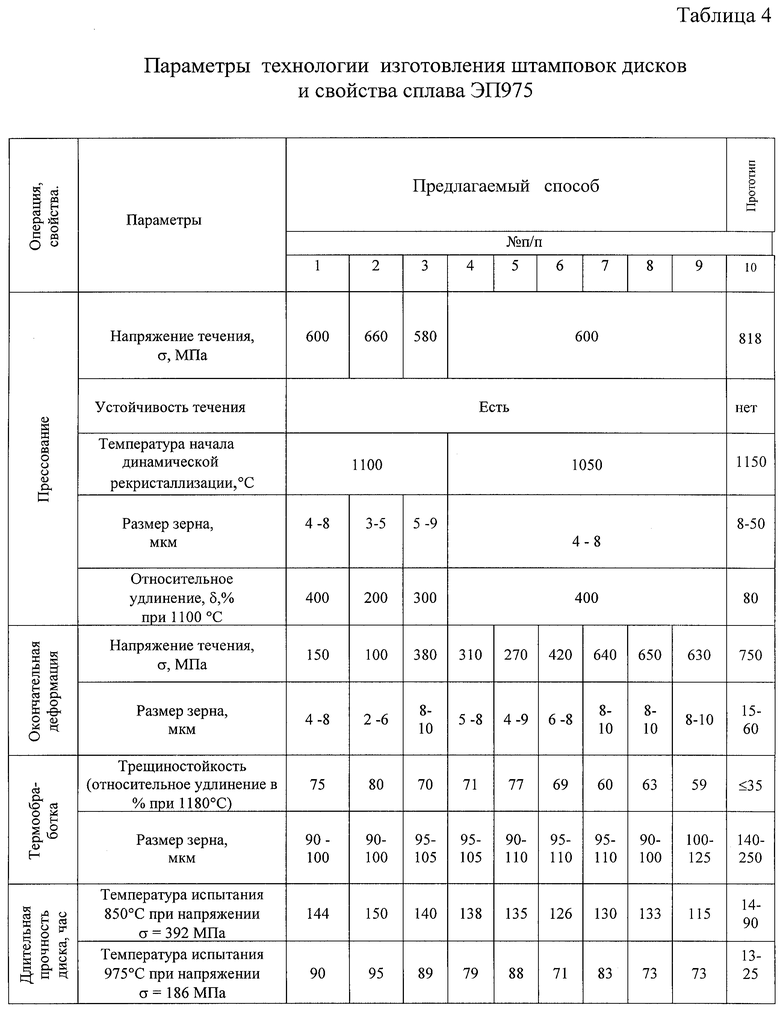
Параметры технологии изготовления штамповок дисков, результаты испытаний и исследований представлены в таблицах 1-4, где примеры 1-9 - предлагаемый способ для сплава ЭП975, а пример 10 - способ прототипа, содержащего 60% γ ’-фазы с температурой полного ее растворения 1200° С.
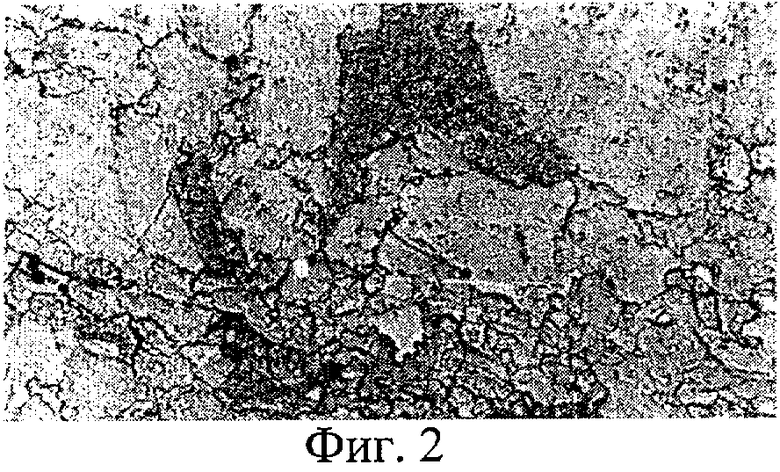
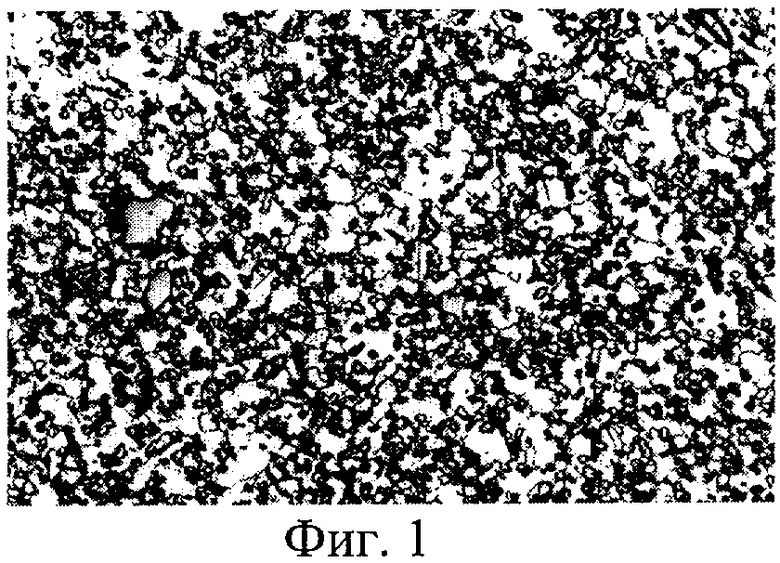
На чертежах приведены микроструктуры заготовок после прессования. На фиг.1 при увеличении в 500 раз показана однородная регламентированная микроструктура прутка с величиной зерна 4-8 мкм, изготовленного по предлагаемому способу, на фиг.2 - при увеличении в 500 раз показана неоднородная микроструктура прутка с величиной зерна от 4 до 50 мкм, изготовленного по прототипу.
Из слитка изготавливались образцы, на которых определялись критические температуры, процентное содержание γ ’-фазы, температуры начала динамической рекристаллизации после отжига и разовой деформации. Из прессованных прутков изготавливались образцы для испытания на растяжение при температуре 1100° С, образцы для испытания на трещиностойкость при температуре 1180° С, образцы и шлифы для определения величины микрозерна и температуры начала динамической рекристаллизации при осадке. Из заготовок дисков после окончательной термической обработки изготавливались шлифы и образцы для исследования структуры и испытания механических свойств. Под трещиностойкостью подразумевается склонность к образованию грубых трещин или разрушения заготовки диска в процессе охлаждения от температур термической обработки. Трещиностойкость определялась по специальной методике по значениям относительного удлинения после испытания на кратковременный разрыв при температуре 1180° С образцов, предварительно вырезанных из прессованного прутка, подвергнутых нагреву при температуре 1210° С с выдержкой 6 часов и охлаждении на воздухе. Практикой установлено, что штамповки, изготовленные из прутков с низкими значениями относительного удлинения, <35%, при 1180° С имеют низкую трещиностойкость и склонны к разрушению при термической обработке, а при значении >35% - высокую трещиностойкость и не разрушаются при термообработке.
Штамповки дисков подвергали окончательной термической обработке, состоящей из предварительного отжига, закалки и двухступенчатого старения. Размер зерна после термообработки 90÷ 125 мкм.
Предлагаемый способ обеспечивает высокую технологичность изготовления деформируемых полуфабрикатов из труднодеформируемых высокожаропрочных никелевых сплавов как на стадии предварительного прессования, так и на операциях штамповки, позволяет получать в заготовках однородную мелкозернистую структуру с размером зерна у фазы менее 10 мкм, использовать эффект сверхпластичности при окончательной штамповке, что дает возможность изготавливать изделия большего диаметра на менее энергоемком оборудовании, повысить КИМ и стойкость штамповой оснастки, изготавливать диски сложной конфигурации, устраняет аномальный рост зерна сплава при окончательной термической обработке, позволяет изготавливать изделия горячего тракта ГТД, работающие при температурах до 975° С, с высоким и стабильным уровнем механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2008 |
|
RU2368695C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2008 |
|
RU2371512C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2301845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ДИСКОВ ИЗ ПРЕССОВАННЫХ ЗАГОТОВОК ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2653386C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНОКОНТУРНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404282C1 |
| Способ получения сложнопрофильных изделий из высоколегированных жаропрочных никелевых сплавов, содержащих более 30% упрочняющей γ'-фазы | 2021 |
|
RU2753103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404283C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2009 |
|
RU2387733C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ДИСКОВ ИЗ СЛИТКОВ ВЫСОКОГРАДИЕНТНОЙ КРИСТАЛЛИЗАЦИИ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2389822C1 |
Изобретение относится к области металлургии и может быть использовано при изготовлении дисков ГТД из высоколегированных жаропрочных никелевых сплавов. Предложен способ изготовления диска из высоколегированного жаропрочного никелевого сплава, включающий отжиг слитков, охлаждение на воздухе, предварительную деформацию путем прессования с получением заготовки, окончательную деформацию в двухфазной области никелевого сплава и термическую обработку, при этом отжиг слитка проводят в три ступени: на первой ступени слиток нагревают до температуры не более 40°С выше температуры полного растворения γ'-фазы, выдерживают при этой температуре не менее 6 часов и охлаждают до температуры второй ступени, которая на 20-50°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не менее 3 часов и охлаждают до температуры третьей ступени, которая на 60-100°С ниже температуры полного растворения γ'-фазы, выдерживают при этой температуре не менее 3 часов и охлаждают со скоростью 20-60°С/час до температуры на 200-300°С ниже температуры полного растворения γ'-фазы, предварительную деформацию осуществляют при температуре, которая на 70-100°С ниже температуры полного растворения γ'-фазы, а окончательную деформацию проводят со скоростью не менее 10-4 с-1. Технический результат - обеспечение стабильного и однородного уровня свойств изделий горячего тракта ГТД. 4 з.п. ф-лы, 2 ил., 4 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1989 |
|
SU1637360A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ДИСКОВ ИЗ СЛОЖНОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1986 |
|
RU1360232C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1989 |
|
SU1637360A1 |
| US 5571345 A, 05.11.1996 | |||
| JP 3174986 А, 30.07.1991. | |||

