Изобретение относится к металлургии, а именно к обработке жаропрочных никелевых сплавов, и предназначено для использования в технологии получения изделий методом обработки металлов давлением в условиях сверхпластичности.
Известен способ обработки жаропрочных никелевых сплавов, названный "Геторайзинг-процесс", заключающийся в измельчении структуры путем предварительной деформации со степенью не менее 80% при температуре ниже температуры рекристаллизации, охлаждении до комнатной температуры и последующей деформации в условиях сверхпластичности при температурах 1050-1150оС со скоростями 10-4-10-2 с-1. Данный способ является наиболее близким к изобретению по технической сущности и достигаемому результату.
Задача, решаемая изобретением, заключается в расширении технологических возможностей процесса обработки жаропрочных никелевых сплавов благодаря существенному расширению температурно- скоростного интервала сверхпластичности.
Задача решается тем, что в известном способе обработки дисперсионно-твердеющих сплавов на основе никеля, включающем предварительную деформацию со степенью не менее 80% при температуре ниже температуры рекристаллизации и окончательную деформацию в условиях сверхпластичности, в отличие от прототипа вторую стадию предварительной пластической деформации осуществляют со степенями 25-95% в интервале температур от 1,0-1,2 температуры начала растворения γ '-фазы до эквикогезивной.
При этом окончательную сверхпластическую деформацию проводят со скоростью на 1-4 порядка выше оптимальной.
Кроме того, окончательная сверхпластическая деформация может быть проведена в интервале температур от 1,0-1,2 температуры начала растворения γ'-фазы до эквикогезивной.
Сущность предложенного способа заключается в формировании в дисперсионно-твердеющих жаропрочных никелевых сплавах субмикрокристаллической структуры, которая характеризуется наибольшей протяженностью высокоугловых межфазных γ/γ ' и межзеренных γ/γ и γ '/γ' границ. Благодаря формированию такого структурного состояния достигается существенное расширение температурно-скоростного интервала сверхпластической деформации.
Совокупность соответствующих приемов, обеспечивающих решение задачи, изложена ниже.
На первой стадии предварительной деформации со степенью не менее 80% формируется микрокристаллическая структура типа микродуплекс с размером зерен γ и γ'-фаз соответственно 5.10 мкм и 1,5.2 мкм.
Такая структура не позволяет снизить температуру сверхпластической деформации до 900-1100оС из-за наличия когерентных внутризеренных частиц γ'-фазы, выделяющихся в теле зерен матрицы, и препятствующих движению дислокаций. Кроме того, вследствие малой протяженности высокоугловых границ и присутствия внутризеренных частиц γ'-фазы зернограничное проскальзывание затруднено, поэтому не удается повысить скорость сверхпластической деформации.
Наиболее существенное измельчение зерен γ и γ'-фаз до размера 0,05-0,9 мкм может быть достигнуто, если проводить дополнительно вторую стадию предварительной деформации со степенью 25-95% в интервале температур от температуры равной 1,2.1,0 температуры начала растворения γ '-фазы до температуры не ниже эквикогезивной. В результате такой деформации развивается динамическая рекристаллизация с формированием субмикрокристаллической структуры с размером зерен γ и γ '-фаз 0,05-0,9 мкм с высокоугловыми межфазными и межзеренными границами.
Благодаря существенному уменьшению параметров микроструктуры оптимальный скоростной интервал сверхпластичности смещается в сторону более высоких скоростей деформации. В результате, становится возможным осуществление окончательной деформации не с гидропрессовыми скоростями (10-4-10-2 с-1), а с более высокими (10-1-102 с-1) на 1. 4 порядка скоростями деформации, характерными для работы кривошипных горячештамповочных прессов и молотов. Кроме того, резкое увеличение протяженности высокоугловых межфазных и межзеренных границ в субмикрокристаллической структуре обусловливает значительную активизацию диффузионных процессов. По этой причине становится возможной сверхпластическая деформация при пониженных температурах γ+γ '-области в интервале температур от температуры равной 1,2-1,0 температуры начала растворения γ'-фазы до эквикогезивной.
Таким образом, реализация указанных признаков приводит к качественному и количественному изменению структурного состояния никелевого сплава и позволяет обеспечить достижение цели изобретения.
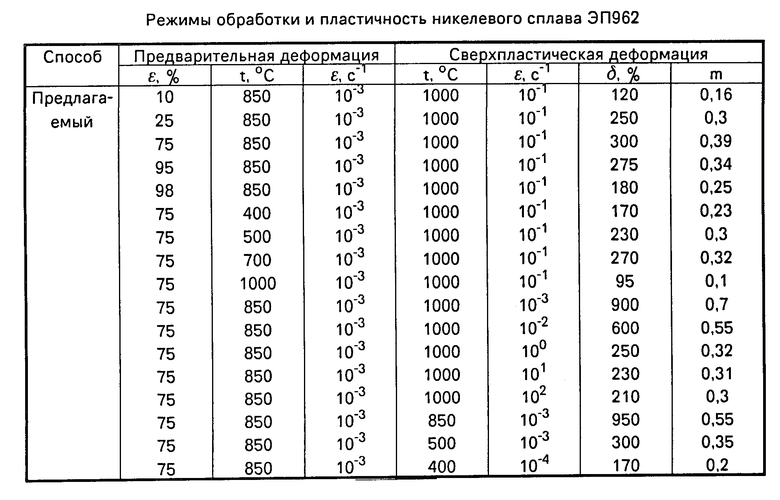
На основании исследования микроструктуры и механических свойств были обоснованы оптимальные режимы предлагаемого способа.
1. Вторая стадия предварительной деформации должна осуществляться со степенями 25-95% Деформация со степенями менее 25% не приводит к развитию динамической рекристаллизации во всем объеме материала из-за локализации ее преимущественно в приграничных объемах исходных зерен γ-фазы. Степень деформации не должна превышать 95% поскольку деформация с большими степенями обусловливает интенсивный деформационный разогрев материала, что приводит к укрупнению динамически рекристаллизованной структуры и тем самым резко снижает эффективность предлагаемого способа. Кроме того, при таких степенях деформации (95%) резко возрастают усилия деформирования, что требует использования более мощного прессового оборудования.
2. Дополнительная деформация должна проводиться в интервале температур от температуры, равной 1,2-1,0 температуры начала растворения γ'-фазы до температуры не ниже эквикогезивной. При температурах ниже эквикогезивной из-за низкой диффузионной подвижности атомов затруднено перераспределение дислокаций. Поэтому процессы возврата и рекристаллизации развиваются чрезвычайно слабо. В случае деформации с известными скоростями при температурах, превышающих температуру, составляющую 1,0-1,2 температуры начала растворения γ '-фазы, наблюдается интенсивное развитие процессов растворения и коагуляции γ'-фазы. В результате уменьшения количества γ'-фазы и увеличения межчастичного расстояния не удается получить динамически рекристаллизованную структуру с размером зерен γ и γ '-фаз менее 1 мкм, т.е. сформировать субмикрокристаллическую структуру.
3. Скорость окончательной сверхпластической деформации при известных температурах (1050-1150оС) должна составлять 10-1-10-2с-1, что на 1.-4 порядка выше оптимальной. При скорости меньшей 10-1с-1 возрастает время деформации в результате чего зерна матрицы (γ-фазы) укрупняются до размера 5.10 мкм. Это обусловливает резкое снижение пластических свойств материала потому, что оптимальный скоростной интервал сверхпластичности с увеличением размера зерен смещается к более низким скоростям деформации. Т.е. в этом случае реализуется обычная сверхпластичность. Верхний предел скорости деформации ограничен возможностями существующего кузнечно-прессового оборудования.
4. Сверхпластическую деформацию при известных скоростях (10-4-10-2с-1) следует проводить при температурах от температуры, равной 1,2-1,0 температуры начала растворения γ'-фазы до эквикогезивной. В этом температурном интервале обеспечивается высокая стабильность субмикрокристаллической структуры. Кроме того, вследствие активизации диффузионных процессов, обусловленных большой протяженностью высокоугловых границ, создаются благоприятные условия для развития низкотемпературной сверхпластической деформации.
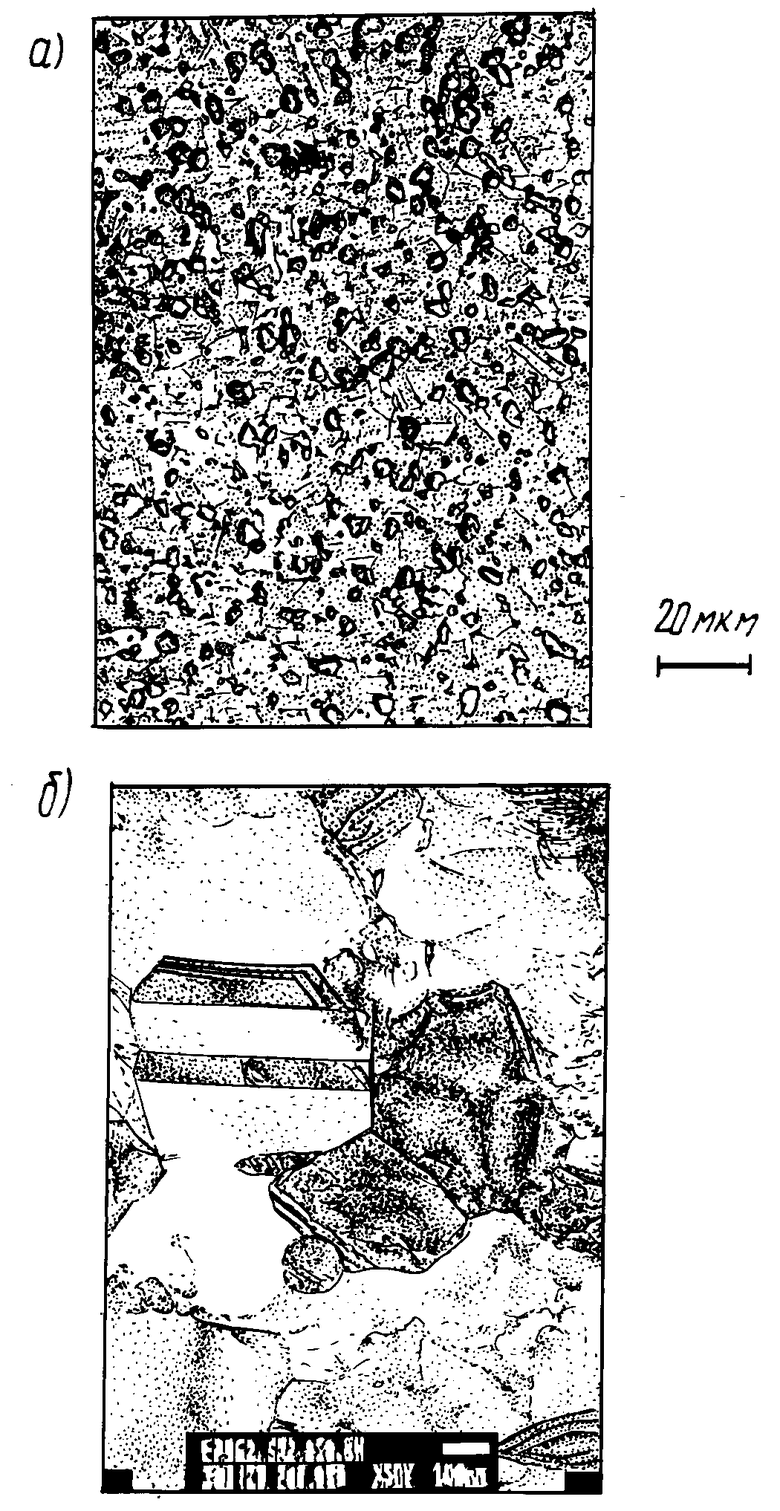
На чертеже приведена микроструктура сплава ЭП962 после обработки по режимам, указанным в прототипе, и по предлагаемому способу.
П р и м е р. В качестве исходного материала использовали прутки из сплава ЭП962 диаметром 200 мм, полученные прессованием отливок с исходным диаметром 380 мм. Отливки подвергали гетерогенизирующему отжигу по режиму: 1180oC, 4 ч, охлаждение с печью со скоростью 30оС/ч до 850оС и далее на воздухе. Затем отливки нагревали до температуры ниже температуры рекристаллизации (1050-1100оС) и прессовали на диаметр 200 мм, при этом степень деформации составила не менее 80% Из этих прутков были изготовлены заготовки диаметром 200 мм и высотой 200 мм. Заготовки осаживали со степенями 10, 25, 75, 95 и 98% при температурах: 1000оС температуре, превышающей температуру начала растворения γ'-фазы; 850оС температуре, равной температуре начала растворения γ'-фазы; 700оС температуре ниже температуры начала растворения γ'-фазы; 500оС (0,4 Тпл) температуре, равной эквикогезивной; 400оС температуре ниже эквикогезивной.
После деформации по выбранным режимам из осаженных заготовок были изготовлены образцы на растяжение с диаметром и длиной рабочей части соответственно 5 и 25 мм. Результаты механических испытаний приведены в таблице.
Механические испытания проводили на универсальном динамометре "Инстрон" модели 1185. Микроструктурные исследования проводили методом электронной микроскопии (на микроскопе JTV-2000EX) на просвет с помощью тонких фольг.
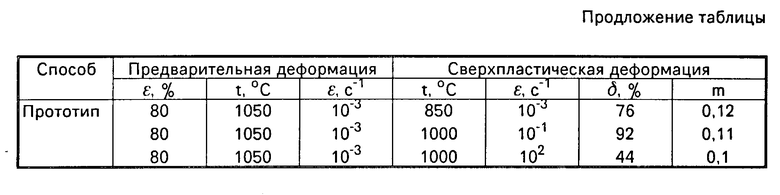
Для сравнения полученных результатов (по предлагаемому способу) с известным часть заготовок обрабатывали по способу описанному в прототипе. Прутки с мелкозернистой структурой были полученные прессованием со скоростью 20 мм/мин и степенью 80% при температуре ниже температуры рекристаллизации (1050оС). Результаты механических испытаний сплава ЭП962 по способу прототипа приведены в таблице.
Сравнительный анализ механических свойств сплава ЭП962 после обработки по предлагаемому способу и прототипу проводили по данным пластичности и напряжения течения. Из чертежа видно, что обработка по предлагаемому способу приводит к существенному измельчению структуры образованию субмикрокристал- лической структуры, в которой практически вся γ '-фаза преобразована в зерна с высокоугловыми границами. В то же время в микроструктуре, сформированной после обработки по способу прототипа значительного измельчения зерна не происходит и при этом сохраняется большая доля (35.50%) полукогерентных межфазных γ/γ' границ.
Таким образом, результаты механических испытаний (таблица) и микроструктурных исследований показали, что только обработка по предложенному способу позволяет обеспечить решение поставленной задачи изобретения.
Предлагаемый способ обеспечивает следующий положительный эффект. Благодаря резкому повышению на 1.4 порядка оптимальной скорости сверхпластической деформации достигается: сокращение технологического цикла обработки; повышение стойкости штампового инструмента за счет уменьшения времени контакта нагретой заготовки с материалом штампа; снижение трудоемкости изготовления изделий за счет сокращения технологического цикла, за счет замены дорогостоящей оснастки из сплава ЖС6У на традиционную из сплава 5ХНМ.
Возможность замены штампового материала из сплава ЖС6У на сплав 5ХНМ объясняется, во-первых, уменьшением времени контакта нагретой заготовки и штампа, в течение которого заготовка не успевает охладиться до температуры, ниже которой сверхпластические свойства не проявляются, а штамп, наоборот, нагреться до температуры, при которой наблюдается резкое разупрочнение материала. Во-вторых, создание в сплаве субмикрокристаллической структуры способствует смещению нижней температурной границы проявления эффекта сверхпластичности вплоть до температуры равной эквикогезивной, что обусловливает возможность использования менее жаропрочного и соответственно более дешевого материала.
Использование: изобретение относится к металлургии, а именно к обработке жаропрочных никельевых сплавов, и предназначено для использования в технологии получения изделий методом обработки металлов давлением в условиях сверхпластичности. Сущность изобретения: способ включает предварительную деформацию, которую осуществляют со степенью не менее 80% при температуре ниже температуры рекристаллизации, и окончательную сверхпластическую деформацию, причем проводят вторую стадию предварительной деформации со степенями 25 95% в интервале температур от температуры, равной 1,2 1,0 температуры начала растворения γ′-фазы, до температуры не ниже эквикогезивной. При этом окончательную сверхпластическую деформацияю проводят со скоростями на 1 4 порядка выше оптимальной. Кроме того, сверхпластическая деформация может быть проведена при более низких значениях напряжения течения в интервале температур от температуры начала растворения γ′-фазы до эквикогезивной. 2 з.п. ф-лы, 1 ил. 1 табл.
| Патент США 3519503, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
