Изобретение относится к черной металлургии, в частности к изготовлению изложниц, применяемых для слитков.
Цель изобретения - повышение стойкости изложниц к трещинообразованию.
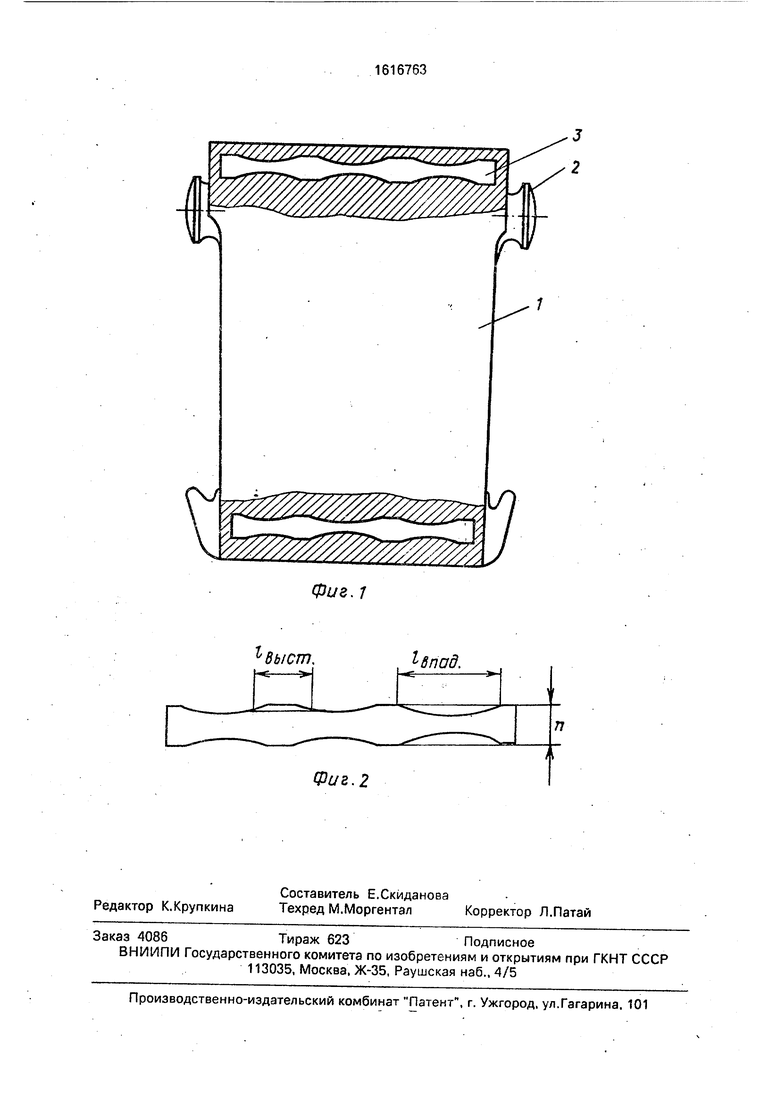
На фиг. 1 показана изложница с бандажом, общий вид; на фиг. 2 - вариант выполнения бандажа.
Изложница состоит из корпуса 1, на котором имеется две проушины 2 для транспортировки и бандаж 3.
Наличие волнообразной симметричной поверхности повышает площадь взаимодействия металла изложницы с бандажем, возрастает его армирующее качество, нагрузка распределяется более равномерно.
Геометрические размеры бандажа определяются из условий прочности по отношению к действующим нагрузкам:
h -6
Омакс
где h - высота бандажа, мм;
д - толщина бандажа, мм;
Омакс - максимальные нагрузки;
-допустимые напряжения предела текучести материала бандажа.
Условие равнопрочности металла бандажа по выступам и металла изложницы по впадинам:
7 изл д 1впад т б б 1выст ,
где rji/n;, - допустимые касательные напряжения материала изложницы;
- допустимые касательные напряжения бандажа;
1впад. - длина основания волны по впа- динам;
1еыст. - длина основания волны по выступам,
Получаем соотношение
1впад
СО
с
Если бандаж сварной, то сварной шов выполняют по широкой грани.
Волнообразный профиль увеличивает соприкосновение бандажа с изложницей и способствует более р;эвномерному распре- делению напряжений. Если профиль имеет резкие переходы поверхности (не волнообразные), то снижается прачность изложницы.
Расположение выступов и впадин на бандаже изложницы должно быть симметрично, чтобы не возникало дополнительных изгибающих моментов при тепловых деформациях.
Чтобы при деформациях бзндажа и из- ложницы не возникало градиента взаимно срезающих усилий, отношение основания волны впадины (материал изложницы) к длине основания, волны выступа должнб быть равно отношению касатель- ных напряжений материала бандажа к материалу изложницы. Если это условие не соблюдается, то могут возникнуть дефекты на поверхности бандажа или изложницы, что снизит стойкость к трещинообрэзова- нию.
Пример. Для изготовления чугунной бандажированной изложницы (материал - серый чугун СЧ 21-40) необходимо из готав- ливать бандаж из стали марки ст. 5 по г 20 МПа толщиной 0,05м. Вычисляем волны бандажа.
Известно, что нагрузка верхнем поясе изложницы при разливке стэли составляет 80-10 Па.
Принимаем, что на каждой стороне бандажа имеется 8 симметр1/ чных волн, тогда всего будет 32 выступа волны, а длина L
основания волны бандажа будет равна 0,125м.
Чтобы обеспечить прочность бандажа по впадинам достаточно, чтобы высота по впадинам была не менее длины основания волны бандажа, отвечающей вычисленному выше условию прочности, т.е. 0.125 м.
Допустимые касательные напряжения материала изложницы - серый чугун, 15 МПа, для бандажа ст. 5 20 МПа, Тогда длина основания волны на те ле изложницы равна 0,165 м.
Бандажи заливали в изложницы (5 тт.) и проводили сравнительный анализ с изложницами, имеющими бандаж по прототипу.
Использование изложницы позвол1 т увеличить срок службы сталеразливочных изложниц; снизить расход чугуна при изготовлении изложниц.
Формула изобретения
Изложница для разливки стали, включающая стальные бандажи, расположенные по изотермам ил и линиям, приближающимся к изотермам на момент максимальных температурных напряжений в стенках из- локиицы, отличающаяся тем, что, с целью повышения стойкости изложниц к трещинообразованию, бандзж выполнен из волнообразного профиля с симметрично расположенными выступами и впадинами, причем отно1Уение длины основания выступа к длине основания впадины равно отношению допустимых касательных напряжений материала бандажа к материалу изложницы.

| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗЛОЖНИЦА ДЛЯ РАЗЛИВКИ СТАЛИ | 1973 |
|
SU383518A1 |
| Изложница | 1978 |
|
SU740389A1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| Способ изготовления поддона с кюмпельным углублением | 1989 |
|
SU1668015A1 |
| Способ изготовления бандажированного опорного валка | 1989 |
|
SU1722632A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗЛОЖНИЦ | 1970 |
|
SU276332A1 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| Способ ремонта отливки | 1983 |
|
SU1119813A1 |
| Изложница для разливки металла | 1977 |
|
SU722660A1 |
| КОЛОСНИК ОБЖИГОВОЙ МАШИНЫ | 2013 |
|
RU2597448C2 |
Изобретение относится к черной металлургии, в частности к изготовлению изложниц, применяемых для слитков. Цель изобретения - повышение стойкости изложниц к трещинообразованию. В бандажированных изложницах бандаж выполнен из волнообразного профиля с симметрично расположенными выступами и впадинами, при этом отношение длины основания волны выступа равно отношению допустимых касательных напряжений материала к материалу изложницы, что позволяет увеличить срок службы изложницы и снизить расход чугуна при изготовлении изложниц. 2 ил.
Фив. 1
8 под.
| ИЗЛОЖНИЦА ДЛЯ РАЗЛИВКИ СТАЛИ | 0 |
|
SU383518A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
