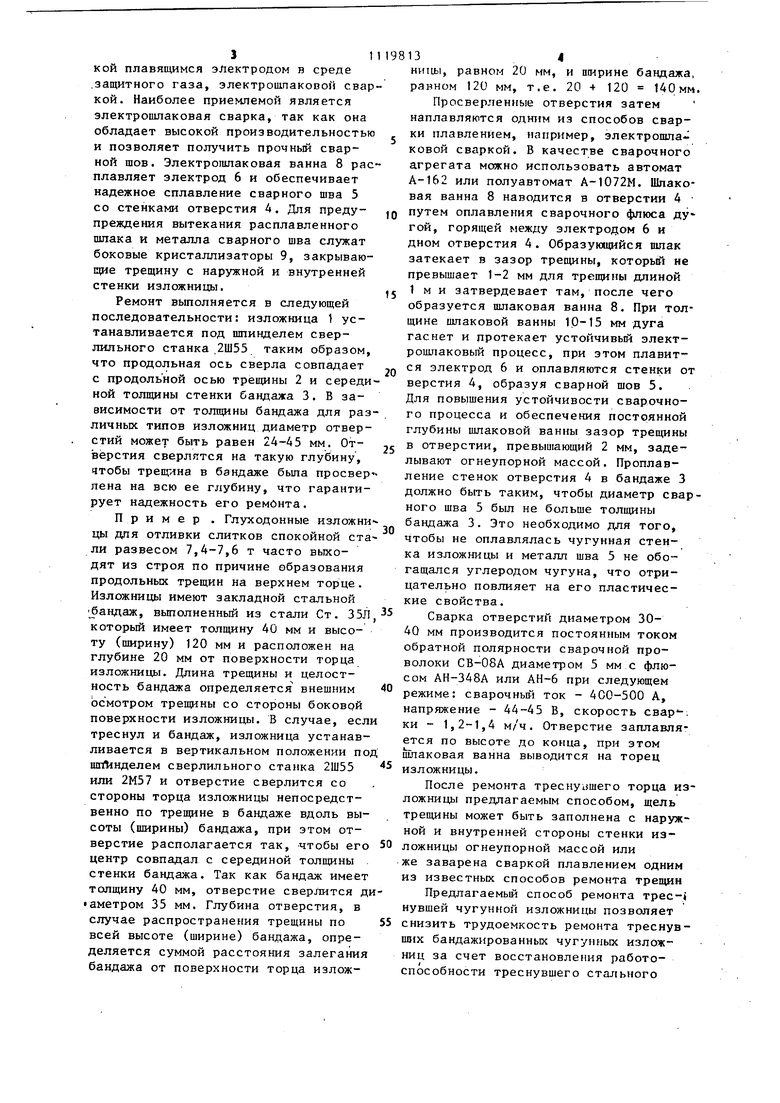
111 Изобретение относится к черной и цветной металлургии, в частности к ремонту чугунных изложниц, применяемых, например, при разливке металлов. Известен способ ремонта деталей, имеющих трещину, распространяющуюся на часть детали, заключакнцийся в выполнении отверстия, ось которого проходит вдоль полости трещины и заварке этого отверстия lj . Основным недостатком известного способа является низкая армирующая способность направленного слоя металла из-за его разрушения или отслоения от чугунного торца изложницы. Это объясняется тем, что при заварке отверстий и наплавке слоя металла на чугун наплавленный металл обогащается углеродом чугуна, и еледовательно, обладает большой твердостью и низкой пластичностью. Разрушение или отслоение армирующего слоя наплавленного металла вызывается высокими механическими и термическими нагрузками, которым подвер гается открытый торец изложницы Сто кость отремонтированных таким способом изложниц очень низкая. Кр.оме того, известный способ особенно неэффективен при ремонте треснувшей чугунной изложницы, снабженной сталь ными бандажами, которые являются армирующими- стальными элементами. Цель изобретения - снижение трудо емкости ремонта треснувшей чугунной изложницы, имеющей треснувший стальной бандаж, путем восстановления армирующей способности треснувшего бан дажа. Цель достигается тем, что согласно способу ремонта отливки, преимущественно чугунной изложницы в сталь ном бандаже, имеющей трещину, распространяющуюся по части стенки отливки, заключающемуся в выполнении в стенке отливки отверстия, ось которого проходит вдоль полости трещины, и электрошлаковой заварке этого отверстия, отверстие выполняют с ось совпадающей с серединой стенки бандажа, сварной шов при заварке отверстия выполняют на глубину, равную глубине распространения трещины в бандаже, с поперечным размером, равным .толщине - стенки бандажа. Ось отверстия вьполняют совпадающей с серединой стенки бандажа. 32 Восстановление армирующей способности TpecHyBmefo стального бандажа позволяет отказаться от применения дополнительных стальных элементов и увеличить прочность скрепления треснувшей изложницы, благодаря чему снизится трудоемкость ремонта и увеличится срок службы изложницы. Бандажи, применяемые для армирования торцов чугунных изложниц, изготовляются из стали, обладающей хорошей свариваемостью, например, из стали Ст35Л ил Ст.6, что позволяет получить прочное сварное соединение треснувшего бандажа и восстановить его армирующую способность. В свою очередь, сваренный бандаж надежно скрепляет (армирует) треснувший торец чугунной изложницы, что обеспечивает возможность дальнейшей ее эксплуатации на более длительный срок по сравнению с другими способами ремонта треснувшей изложницы. Кроме того, для более прочного скреп ления треснувшей изложницы возможно совместное применение предлагаемого и известных способов ремонта, например, с установкой вдоль .гщины трещины стальных скоб или анкеров, скрепляющих обе стороны трещины. На фиг. 1 приводится способ ремонта треснувшей чугунной изложницы, имеющей закладной бандаж,; на фиг . 2 - способ ремонта треснувшей чугунной изложницы, имеющей наружный бандаж. Способ осуществляется следующим образом. Образовывают отверстие; и заваривают его сваркой плавлением, например, электрошлаковой сваркой. В изложнице 1 с пpoдoльньnvш трещинами 2, от которых разрушен и стальной бандаж 3, выполнены отверстия 4, продольная ось которых проходит вдоль полости трещины в банДа- же и совпадает с серединой толщины стенки бандажа. Отверстия 4 имеют диаметр меньше толщины стенки банда жа на величину проплавления сварного шва.5 и глубину, равную глубине распространения трещин в бандаже, Сварной шов 5 образован путем заплав ления отверстий 4 сваркой плавлением при помощи электрода 6, подключенного к источнику 7 сварочного тока, Заплавление отверстий может быть осуществлено различными способами сварки плавлением, например, ручной дуговой сваркой, полуавтоматической свар31кой плавящимся электродом в среде .защитного газа, электрошпаковой свар кой. Наиболее приемлемой является электрошлаковая сварка, так как она обладает высокой производительностью и позволяет получить прочный сварной шов. Электрошлаковая ванна 8 рас плавляет электрод 6 и обеспечивает надежное сплавление сварного шва 5 со стенками отверстия 4. Для предупреждения вытекания расплавленного шлака и металла сварного шва служат боковые кристаллизаторы 9, закрывающие трещину с наружной и внутренней стенки изложницы. Ремонт выполняется в следующей последовательности: изложница 1 устанавливается под шпинделем сверлильного станка .2Ш55 таким образом что продольная ось сверла совпадает с продольной осью трещины 2 и середи ной толщины стенки бандажа 3. В зависимости от ТО1ШЦНЫ бандажа для раз личных типов изложниц диаметр отверстий может быть равен 24-45 мм. Отверстия сверлятся на такую глубину, чтобы трещина в бандаже бьша просвер пена на всю ее глубину, что гарантирует надежность его ремйнта. Пример . Глуходонные изложни цы для отливки слитков спокойной ст ли развесом 7,4-7,6 т часто выходят из строя по причине образования продольных трещин на верхнем торце. Изложницы имеют закладной стальной андаж, выполненный из стали Ст. 35Л которьй имеет толщину 40 мм и высоту (ширину) 120 мм и расположен на глубине 20 мм от поверхности торца изложницы. Длина трещины и целостность бандажа определяется внешним осмотром трещины со стороны боковой поверхности изложницы. В случае, есл треснул и бандаж, изложница устанав ливается в вертикальном положении п шгЛнделем сверлильного станка 2Ш55 или 2М57 и отверстие сверлится со стороны торца изложницы непосредственно по трещине в бандаже вдоль вы соты (ширины) бандажа, при этом отверстие располагается так, чтобы ег центр совпадал с серединой толшлны стенки бандажа. Так как бандаж имее толщину 40 мм, отверстие сверлится д аметром 35 мм. Глубина отверстия, в случае распространения трещины по всей высоте (ширине) бандажа, определяется суммой расстояния залегани бандажа от поверхности торца излож134НИНЫ, равном 20 мм, и вирине бандажа, равном 120 мм, т.е. 20 4 120 140мм. Просверленные отверстия затем наплавляются одним из способов сварки плавлением, например, электрошлаковой сваркой. В качестве сварочного агрегата можно использовать автомат А-162 или полуавтомат А-1072М. Шпаковая ванна 8 наводится в отверстии 4 путем оплавления сварочного флюса дугой, горящей между электродом 6 и дном отверстия 4. Образующийся шпак затекает в зазор трещины, который не превышает 1-2 мм для трещины длиной 1 м и затвердевает там, после чего образуется шлаковая ванна 8. При толщине шлаковой ванны мм дуга гаснет и протекает устойчивый электрошлаковый процесс, при этом плавится электрод 6 и оплавляются стенки от верстия 4, образуя сварной шов 5. Для повышения устойчивости сварочного процесса и обеспечения постоянной глубины шлаковой ванны зазор трещины в отверстии, превьшгающий 2 мм, заделывают огнеупорной массой. Проплавление стенок отверстия 4 в бандаже 3 должно быть таким, чтобы диаметр сварного шва 5 был не больше толщины бандажа 3. Это необходимо для того, чтобы не оплавлялась чугунная стенка изложницы и металл шва 5 не обогащался углеродом чугуна, что отрицательно повлияет на его пластические свойства. Сварка отверстий диаметром 3040 мм производится постоянным током обратной полярности сварочной проволоки СВ-08А диаметром 5 мм с флюсом АН-348А или АН-6 при следующем режиме: сварочный ток - 400-500 А, напряжение - 44-45 В, скорость . ки - 1,2-1,4 м/ч. Отверстие заплавляется по высоте до конца, при этом шлаковая ванна выводится на торец изложницы. После ремонта треснувшего торца изложницы предлагаемым способом, щель трещины может быть заполнена с наружной и внутренней стороны стенки изложницы огнеупорной массой или же заварена сваркой плавлением одним из известных способов ремонта трещин Предлагаемьй способ ремонта трес- нувшей чугунной изложницы позволяет снизить трудоемкость ремонта треснувших бандажированных чугунных изложниц за счет восстановления работоспособности треснувшего стального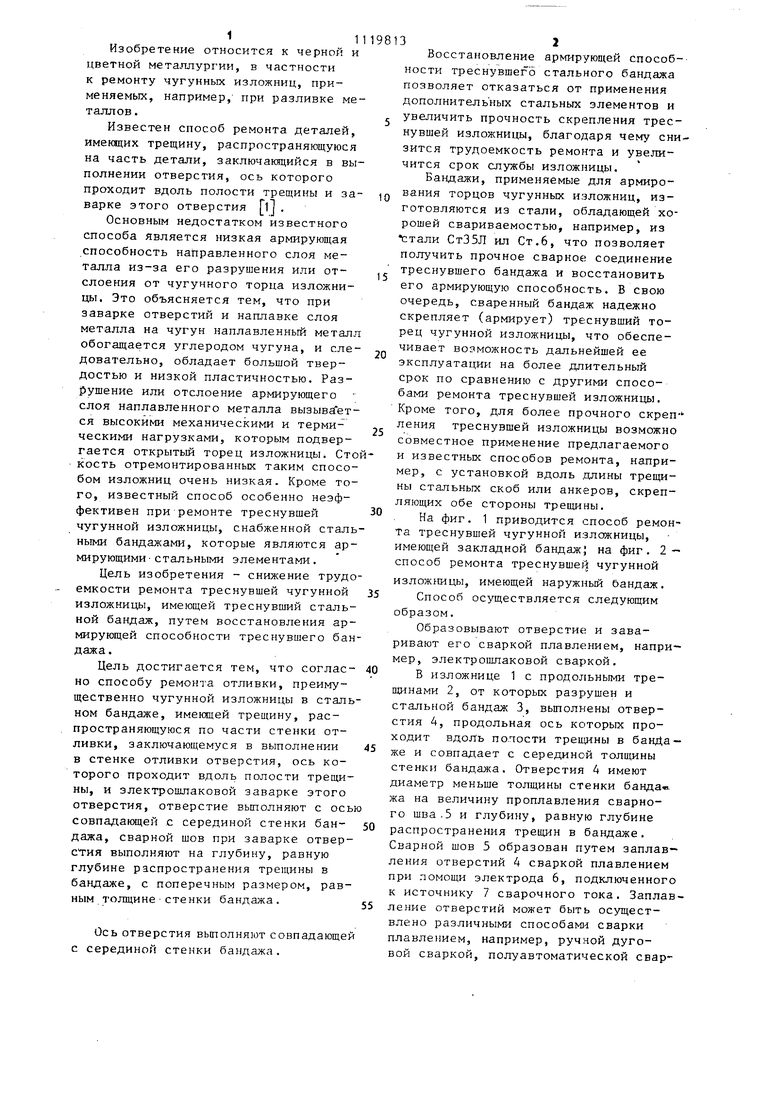
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта изложницы | 1983 |
|
SU1096019A1 |
| Способ ремонта торца чугунной изложницы | 1983 |
|
SU1115844A1 |
| СПОСОБ РЕМОНТА МЕХАНИЗИРОВАННОЙ СВАРКОЙ ЧУГУННЫХ ДЕТАЛЕЙ С ТРЕЩИНАМИ | 2009 |
|
RU2400343C1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ электрошлаковой сварки разнородных металлов | 1989 |
|
SU1785857A1 |
| Формирующее устройство для электрошлаковой сварки | 1989 |
|
SU1646748A1 |
СПОСОБ РЕМОНТА ОТЛИВКИ, преимущественно чугунной изложницы в стальном бандаже, имеющей трещину. распространяющуюся по части стенки отливки, заключающийся в выполнении в стенке отливки отверстия, ось которого проходит вдоль полости трещины, и электрошлаковой заварке этого отверстия, отличающийся ,тем,что,с целью . снижения трудоемкости ремонта треснувшей чугунной изложницы путем восстановления армирующей способности бандажа, отверстие вьшолняют с осью, совпадающей с серединой стенки бандажа, сварной щов при заварке отверстия выполняют на глубину, равную глубине распространения трещины в бандаже, с поперечным размером, равным толщине стенки бандажа. i;O 00 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрошлаковая сварка и наплавка | |||
| Под ред | |||
| ПатонаБ.Е | |||
| М., Машиностроение, 1980, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
