(21)4648173/31-02 (22) 06.02.89 (46)30.12.90. Бюл. №48
(71)Донецкий политехнический институт и Производственное объединение Азовмаш
(72)Б,И. Медовар, А.А.Троянский,Ю.В.Кос- тецкий, Б.И.Шукстульский, В.Я.Саенко, А.В.Бешенцев, Л.Б. Медовар. А.Д.Чепур- ной, А.В.Литвиненко, И.Н.Гриженко, С.В.Шатуров и А.Н. Пальчик (53)621.746.393(088.8)
(56) Власов Н.Н. и др. Разливка черных ме- .таллов. М.: Металлургия, 1987. с. 102. (54) УСТРОЙСТВО ДЛЯ СИФОННОЙ ОТЛИВКИ ГОРИЗОНТАЛЬНОГО СЛИТКА
(57) Изобретение относится к черной метал- . лургии, 8 частности к разливке металлов. Цель изобретения - повышение качества слитка путем снижения внецентренной ликвации. В устройстве для отливки горизонтального слитка, содержащем изложницу, установленную на поддоне, имеются отверстия для заливки в изложницу сифонным способом жидкого металла, равноудаленные друг от друга, имеющие одинаковый диаметр отверстия и выполненные вдоль стенок изложницы на расстоянии от них, равном 1,5-2,0 диаметра одного отверстия, причем отношение длины стенки изложницы к сумме диаметров отверстий, расположенных вдоль нее, составляет 4,0-6,1. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения слитка | 1988 |
|
SU1602607A1 |
| Устройство для сифонной отливки горизонтальных слитков | 1989 |
|
SU1629144A1 |
| Способ сифонной разливки слитков | 1988 |
|
SU1613245A1 |
| Способ отливки горизонтального слитка | 1989 |
|
SU1676745A1 |
| Устройство дл получения горизонтального слитка | 1988 |
|
SU1664456A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОРИЗОНТАЛЬНОГО СЛИТКА | 2004 |
|
RU2277996C1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА, УШИРЕННОГО КНИЗУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2198763C1 |
| Устройство для сифонной отливки трубных слитков | 1990 |
|
SU1752494A1 |
| Способ получения полых слитков | 1981 |
|
SU1071350A1 |
| ПОДДОН ДЛЯ ОТЛИВКИ ГОРИЗОНТАЛЬНОГО СЛИТКА | 2004 |
|
RU2277994C1 |
Изобретение относится к черной металлургии, в частности к разливке металлов. Цель изобретения - повышение качества слитка путем снижения внецентренной ликвации. В устройстве для отливки горизонтального слитка, содержащем изложницу, установленную на поддоне, имеются отверстия для заливки в изложницу сифонным способом жидкого металла, равноудаленные друг от друга, имеющие одинаковый диаметр и выполненные вдоль стенок изложницы на расстоянии от них, равном 1,5-2,0 диаметра одного отверстия, причем отношение длины стенки изложницы к сумме диаметров отверстий, расположенных вдоль нее, составляет 4,0-6,1. 1 ил.
Изобретение относится к черной металлургии, в частности к разливке металлов.
Цель изобретения - повышение качества слитка путем снижения внецентренной ликвации.
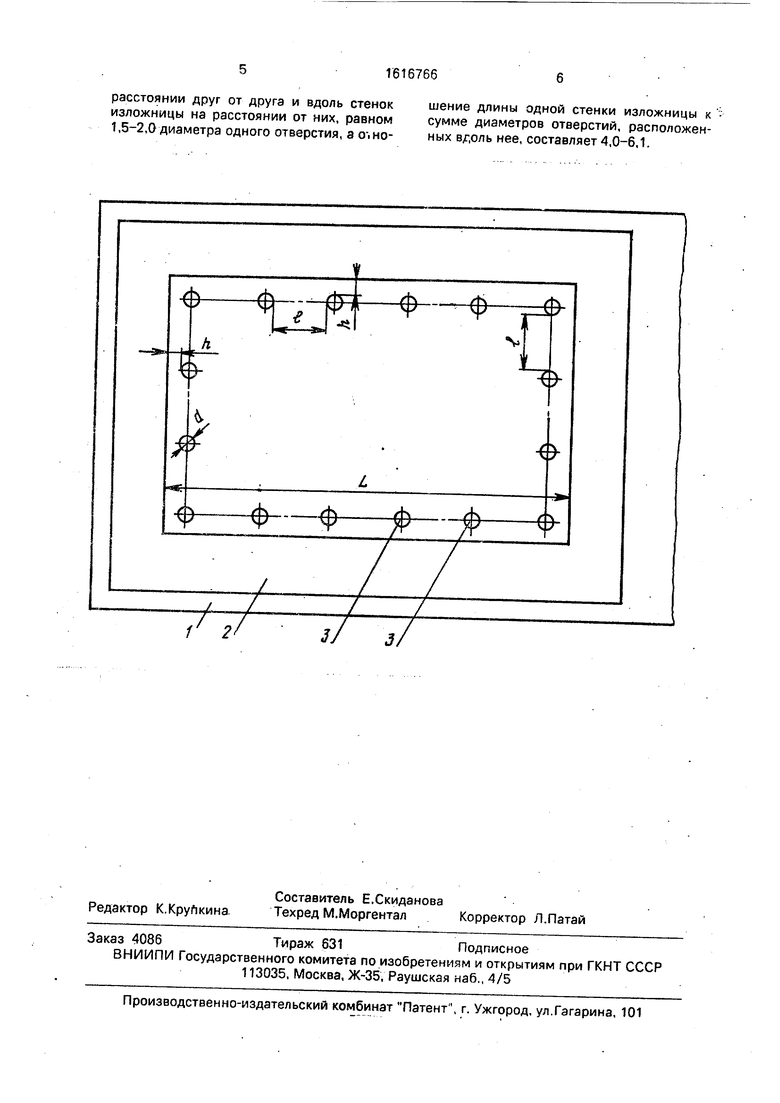
На чертеже дана схема устройства.
На поддоне 1 установлена изложница 2, стенки которой изнутри покрыты теплоизоляционным материалом. В поддоне выполнены отверстия 3 для заливки в изложницу сифонным способом жидкого металла. Отверстия 3 удалены друг от друга на одинаковое расстояние Ей имеют одинаковый d. Ойи расположены вдоль стенок изложницы на расстоянии от них, равным 1,5-2,0 диаметра d одного отверстия. Отношение длины стенки изложницы L к сумме диаметров отверстий 3, расположенных вдоль нее составляет 4,0-6,1,
В процессе заполнения изложницы жидкий металл поступает через отверстия 3
8 полость изложницы 2. Поступая в изложницу, свежие порции металла омывают стенки изложницы и отдают им свое избыточное тепло, Стенки изложницы быстро прогреваются и достигают максимальной температуры нагрева еще в процессе заполнения изложницы, что приводит к значительному снижению теплового потока в стенку изложницы в процессе затвердевания слитка. При этом, боковое затвердевание крайне незначительно. Не формируется зона столбчатых кристаллов, растущих в направлении от стекки изложницы к центру слитка. Именно в этой зоне получает свое развитие внецен- тренная ликвация. Таким образом, создаются условия ДЛ51 существенного снижения внецентренной ликвации горизонтального слитка. Кроме того, омывание стенок изложницы свежими порциями металла, по- ступающ,его в изложницу из заливочных отверст 1й, препятствует развитию бокового
сь
о
о о
затвердевания в процессе заполнений изложницы, те. в период,, когда тепловой поток в стенку изложницы дсстигает максимального значе - ип и боково; Зс1тве5рдевй1-гие может иметь ма«сималь -|ую сксрость.
Заливочные отгзерстил 3 должны одинаковый диаметр и располагаться из равном расстояиь1И друг от друга, чтобы создавать одимаковые -геплсзые условия и в равной степени подавлять боковое затеер- деваиие по поему пер: 1,..;етру изложницы,
Если указанное услоа1 ;е не соблюдается, то могут создаваться различные тепловые условия НЕ paзлич iыx участках стенок изложницы, Это приводит к р,-1элич1|0й сте- пени развития зоНальной ликвации в раз- ных частях слитка, но не достигается снижение внецентремной/.иквацкм.
Если отверстия 3 уд;,л9ны от стенок из- ложниЦы на расстояние, меньлиез 1;5диа- метра одного отверстия, то происходит размыв стенок изложн цы струями метал- ла.-поступающего в млложмицу из за/ ивоч- ных отаерстмй. Разрушение стенок . изложницы приводит к загрязнению слитка неметаллическм.мм аклгочонмям . а также снижению теплоизолирующей споссоности стенок изложниць в местах их размыка и, как с.ле,и,ствие, интеисифихзими бокового затвердевания v рззаития внецент;;енной ликвации я этих гл-тестах,
В случае, если залирзочные отверстия удалить от стенок излох. на pBccTOJi- ние, большее 2,0 диаметроз едкого отвер- стия, CTpyiv металла, поступающего в изложницу при разливке, н е з д оста го ч ной степени омывают стенки лзложницы, что га- трудн ет передачу избыточного,тепла жидкого металла стенке изложницы для ее прогрева: В резульгате ;fe создаются условия для подавления бокоБогс сатвердевлиия и, следовательно, снижения знемеитоенног/- ликвац, П 1.
Отношение длины стэнкм изложницы к сумме диа1 летров ззл /1БОчнь х отверсти , расположенных вдоль нее, ,цолжна составлять 4,0-6,1, При соблюденг 1и этого услизия температурные УСЛОВИЯ по всему периметру стенк одинаковы,что исключает неравномерность ее прогрева м неравномерность подавления знецентреиной лм/исваиллц,
Еспи указанное отноишние больше 6,1, то заливочные, отверстия располйгаютсй далеко друг от друга. Это приводит к нереано- мерности нагрева стенки м, следозательно. неодинаковому бok. ззтвердев.анию, что, в свою очередь, ПСИБОД -Т к снимсению внецентренной ликвац - / не по всему периметру боковой ПОП8рХНОС:-И СЛИТКЭ И ПОЛОжительиый эффект не достигается.
8 том случее, если отношение длины стенки изложницы к сумме диаметров заливочных отверстий, расположенных вдоль нее, составляет величину, меньшую 4,0, снижение внецентренной ликвации не достигается. При этом заливочные отверстия расположены близко друг к другу, что затрудняет отвод тепла в поддон от металла слитка, а районе боковых поверхностей слитка, что прмводмт ;- развитию внецент- рен.чой лмгсвацми.
Пример. В изложнице, установленной на чугунном поддоне толщиной 200 мм и имеюшей внутренние размеры 1650x750x500 мм отливали четырехтонные горизонтальные слитки высотой 410 мм. Стенки изложницы были футерованы шамотным кирпичем Ш-5, Толщина слоя футеровки составляла 115 мм. Между стальной стенкой изложницы и шамотом располагался слой асбеста толщиной 10 мм.
Слитки отливали сифонным способом. Время разливки одного слитка 8-10. Поверхность металла в изложнице утепляли слоем экзотермической смеси толщиной 100 мм. Заполнение изложницы проводилось через заливочные отЕврстил диаметром 20 мм. выполненные в кзи.алах сифонной проводки, расположенной в поддоне.
Ilpi отлизке слигкоБ варьировали уда- ле(ие отверстий от стенок изложницы от 28 до 42 мм, что составило соответственно 1,4 и 2,1 диа х1етра одного заливочного отверстия. Изменяли также и отношение длины стенки излохимцы ; сумме диаметров отверстий, расположенных вдоль нее, в интервала от 3,9 до 6,2.
Полученные слитки исследовались на степень развития внецентреннсй ликвации. Для .этого из слетков вырезались продольные и поперечные темплеты, с которых снимали серные отпечатки. По них определяли наличие и максимальное удаление зоны ликвации от боковой поверхнссг;/-, слиткз.
В результате, для четырехтонных горизонтальных слитков наряду с повышением качества за счет снижения внецентренной ликвации получено увеличение выхода годного металла на 1,2%.
Ф о р м у л а изобретения
Устройство для сифонной отлизки горизонтального слитка, содержащее поддон с отверстиями для заливки металла и установ- енную на нем изложницу, отличающее- я тем, что. с целью повышения качества литка путем снижения внецентренной лик- ации, отверстия выполнены с одинаковыи диаметра У и и расположены на равном
расстоянии друг от друга и вдоль стенок изложницы на расстоянии от них. равном 1,5-2,0 диаметра одного отверстия, а о-, но/ 2
шение длины одной стенки изложницы к сумме диаметров отверстий, расположенных Bf,onb нее, составляет 4,0-6,1.
