со
СП
О Изобретение относится к черной металлургии и может быть использовано при получении полых слитков и отливок, преимущественно большой массы. Известен способ получения сталь ных заготовок для буровой стали rt труб, включающий установку по оси отливки прессованного из неметалли ческих материалов стержня и отливк с последующей прокаткой СП. Недостатками известного способа являются возможное загрязнение металла слитка частицами огнеупорног материала стержня, а также необходимость его последующего удаления из тела отливки.. Известен также способ изготовле ния полых заготовок, включающий ус новку сплошного стержня, отливку слитка сифоном, удаление стержня и последующую ковку полой заготовки Недостатки известного способа значительные потери металла при си фонном способе отливки, трудности при извлечении стержня и существен ное развитие ликвационной неоднородности в слитках большой массы. Наиболее близким к.изобретению по технической сущности и достигаемому результату является способ по лучения полых слитков, включающий установку в изложницу полого металлического стержня и отливку слитка. После затвердевания ctepwSRbiос тается в слитке ИЗ. К недостаткам данного способа .производства полых слитков следует отнести значительное развитие ликва ционной неоднородности в металле .при большой массе слитка. Кроме того, известный способ довольно ело жен в исполнении, так как стерженьхолодильник, вводимьлй внутрь трубы состоит из четырех долевых секторов извлекается после разливки и заменя ется водо6х11аждаемым холодильником При значительных размерах стержней их замена и обслуживание представляет определенную сложность. .Ликвационная и структурная неоднородности , образующиеся при длител ном затвердевании больших, масс расплава,являются причиной ухудшения качества и служебных характеристик металла изделия. Цель изобретения - повышение лик ционной и структурной однородности металла. Поставленная цель достигается те что согласно способу получения полы слитков, преимущественно биметаллических, включающему установку в изл ницу полого металлического стержня и отливку слитка, стержень устанавливают в верхней части слитка на ур не, равном 0,85-0,95 его высоты, пр этом в период от начала заливки до истечения 0,5-0,9 времени полного затвердевания в металле через стержень подают инертный газ, а перед окончанием подачи газа стержень перемещают вдоль оси слитка до соприкосновения с вертикальным фронтом кристаллизации и вмораживают его в тело слитка. Предлагаемый способ обеспечивает получение качественного стального слитка с измельченной кристаллической структурой б«з развитой области внеосевой ликвации Заглубление полого стержня ниже, чем 0,95 от высоты слитка, может привести к его преждевременному привариванию к нарастающему вертикальному фронту кристаллизации. Уменьшение- заглубления стержня ниже 0,85 нежелательно в связи с неполной об- работкой металла слитка аргоном, поступающим через полый стержень. Снижение времени продувки расплава ниже 0,5 от времени полного затвердевания нр позволяет достаточно эффективно воздействовать на область внеосевой ликвации, а увеличение продувки свыше 0,95 может привести к запутыванию тазовых пузырьков в теле слитка. Перед окончанием продувки стержень перемещают под действием груза вниз до упора. Нижний открытый торец стерж ня при этом входит в соприкосновение с вертикальным фронтом кpиctaллизaции, и при прекращении подачи газа жидкий, металл во внутреннюю полость стержня не поступает. Перемещение жидкого металла, вызванное всплывающими газовыми пузырями вызывает некоторое подплавление наружного поверхностного слоя стержня и обеспечивает в дальнейшем плотное вмораживание стержня в основной металл слитка. Соотношение парамет ррв внутреннего диаметра отверстия в стержне к его наружному диаметру и к среднему диаметру слитка может меняться в широких пределах, напри- . мер 1:(1,01-3)(3-50). Полученными слиток имеет внутреннюю полость, соответствующую отверстию в стержне. Стержень может быть выполнен, как из метгшла того же химического состав.а, что и основной металл слитка, так и из другого, что позволяет получать биметгшлические слитки,,. В дальнейшем слиток после нагрева подвергают окончательной прошивке его нижней части и протяжке на оправке. При этом исключается такая трудоемкая операция ковки, как осадка слатка. Следует также отметить, что полые слитки, получаемые предлагаемым способом, можно использовать для получения трубных поковок, проталкивая их на оправке через ряд последовательно уменьшающихся в диаметре колец.
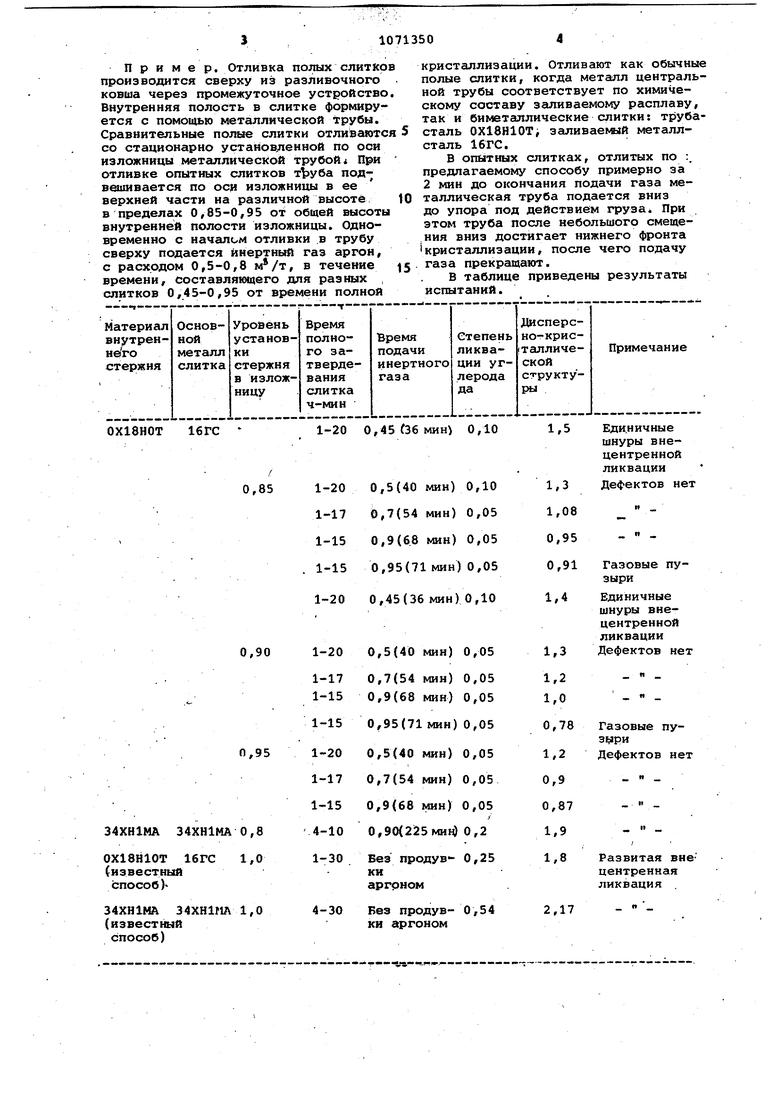
Пример. Отливка полых слитков производится сверху из разливочного . ковша через промежуточное устройство, Внутренияя полость в слитке формируется с помощью металлической трубы. Сравнительные полые слитки отливаются 5 со стационарно установленной по оси изложницы металлической трубой При отливке опытных слитков подвешивается по ос|И изложницы в ее верхней части на различной высоте 10 в пределах 0,85-0,95 от общей высоты внутренней полости изложницы. Одновременно с началом отливки в трубу сверху подается инертный газ аргон, с расходом 0,5-0,8 , в течение 5 времени, составляющего для разных , слитков 0,45-0,95 от времени полной
кристаллизации. Отливают как обычные полые слитки, когда металл центральной трубы соответствует по химическому составу заливаемому расплаву, так и биметаллические слитки: трубасталь ОХ18Н10Т заливае№ й металлсталь 16ТС.
В опытных слитках, отлитых по :, предлагаемому способу примерно за 2 мин до окончания подачи газа металлическая труба подается вниз до упора под действием груза При этом труба после небольшого смещения вниз достигает нижнего фронта кристаллизации, после чего подачу газа прекращают.
В таблице приведены результаты испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержень для отливки полых слитков | 1985 |
|
SU1299701A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА, УШИРЕННОГО КНИЗУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2198763C1 |
| Способ получения слитка | 1980 |
|
SU931278A1 |
| Способ получения полого слитка | 1983 |
|
SU1088868A1 |
| Способ отливки полых слитков | 1987 |
|
SU1507519A1 |
| Способ получения слитков для полых поковок | 1986 |
|
SU1412882A1 |
| Способ изготовления полых заготовок | 1987 |
|
SU1470430A1 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 2002 |
|
RU2239514C2 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2067914C1 |
| Способ центробежного литья и установка для его осуществления | 1982 |
|
SU1061920A1 |
СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОЦ, преимуществеино биметалли- чёских, включаняфий установку в изложницу полого металлического стержня и отливку слитка, о. тличающ и и с я тем, что, с целью повышения |1иквационнш и структурной однородности металла, стержень устанавливают в верхней части на уровне, равном 0,85-0,95 его высоты, при этом в период от начала заливки до истечения 0,5-0,9 времени, полного затвердевания в металле через стержень подают инертный газ, а .перед окончанием подачи газа стер жень перемещают вдоль оси слитка . :до соприкосновения с вертикальным Афронтом кристаллизации и, вмораживают его в тело слитка. 
1-20 0,45С36мин 0,10
16ГС
/
0,85 1-200,5(40 мин) 0,10
1-170,7(54 мин) 0,05
1-150,9(68 мин) 0,05
. 1-150,95(71 мин) 0,05
1-20 0,45(36 мин) 0,10
0,90 1-20 0,5(40 мин) 0,05
1-17 0,7(54 мин) 0,05 1-15 0,9(68 мин) 0,05
1-150,95(71 мин) 0,05
0,95 1-200,5(40 мин) 0,05
1-170,7(54 мин) 0,05
1-150,9(68 мин) 0,05
34ХН1МА 0,8
4-10 0,90(2;25мнн} 0,2
16ГС 1,0
1-30 Без продув- 0,25 й
34ХН111Л 1,0
4-30 Без продув- 0,54 й
Единичные шнуры внецентреннойликвации Дефектов нет
Газовые пузыри
Единичные шнуры внецентреннойликвации Дефектов нет
«
Газовые пузури
Дефектов нет я
-
.
Развитая внеки
центренная аргрном
ликвация
п ки аргоном
Полученные слиткн ,используют для производства поЛых поковок. Концевая обрезь с поковок удешяется газовой резкой и исследуется на наличие дефектов . Исследование поковок ислитков по предлагаемому и из.вестному варианту показывает, что в опутных слитках менее развита ликвационная веоднородность, что вырс1жается в уменьшении коэффициента ликвации и отсутствии, шнуров, внецентренной ликт нации (таблица) . При этом также измельчдется кристаллическая структура слитка, о чем можно судить по уменьJr-.
}(:«
ению величины дисперсности кристешг лической структуры, характеризующейся расстоянием между осями 1 порядка (таблица).
Металл опытных слитков имеет менее
развитую ликвационную неоднородность и более мелкую кристаллическую структуру. Кроме того, предлагаемой способ менее трудоемок, так как не требует дополнительных стержней холодильников. Годовое экономический; эф-, фект от использования предлагаемого / технического решения составляет около 50 тыс. руб.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU89562A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Слитки для крупных пайовок | |||
| м., Металлургия, 1973, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
