Изобретение относится к металлургии, а именно к машинам непрерывной разливки стали при получении заготовок прямоугольного поперечного сечения.
Известен способ охлаждения ролика зоны вторичного охлаждения МНЛЗ с целью выравнивания теплового профиля в теле ролика и уменьшения перепада температуры в нем, включающий подачу охлаждения одним потоком определенной интенсивности по центральному (осевому) каналу, выполненному в теле ролика в виде цилиндрического отверстия [1].
Недостатком известного способа охлаждения является значительный перепад температур между точками ролика, контактирующими с поверхностью формирующего слитка и противолежащими им (относительно оси бочки ролика) вследствие одинаковости условий охлаждения одним потоком охладителя частей ролика, испытывающих различные тепловые нагрузки. Это приводит к искривлению оси ролика, отклонению оси его от заданного положения и нарушению геометрии ручья, что отрицательно сказывается на качестве заготовки, особенно в период переходных режимов (изменение скорости разливки), и является причиной перегрузки подшипниковых опор роликовых секций.
Известен также способ охлаждения ролика зоны вторичного охлаждения МНЛЗ [2] , принятый за прототип, при котором охлаждающую жидкость подают последовательно, при этом холодную воду подают к участку ролика, контактирующему с нагретым слитком, а подогретую - к противоположному. Это достигается за счет создания специальной конструкции внутри тела ролика, которая имеет ряд недостатков. Во-первых, переход от сквозной формы охлаждающей полости ролика к глухому отверстию ухудшает условия движения жидкости по каналу, т.к. охлаждающая жидкость, ударяясь о "дно", стремится двигаться в обратном направлении. Во-вторых, осуществление работоспособности скользящей перегородки весьма проблематично в условиях действующей МНЛЗ. При изменяющихся скоростях разливки из-за различного теплового расширения возможно заклинивание скользящей перегородки, что даже ухудшает подвод новых порций охлаждающей жидкости и приведет к запиранию части перегретой жидкости у дна внутренней полости ролика.
Предложенный способ направлен на решение задачи создания теплового профиля в теле ролика при его охлаждении и устранения явления искривления его оси при работе установок непрерывного литья на любой скорости.
Для этого в способе, включающем дифференцированный отвод тепла от его поверхностей с различной тепловой нагрузкой за счет подачи охладителя в отсеки центрального канала ролика, образованные осевыми направляющими, охладитель подают раздельными параллельными потоками с различной интенсивностью, определяемой из соотношения
V1=  + 0,42; V2= 0,29
+ 0,42; V2= 0,29 + 0,22 , где Vp - линейная скорость разливки, м/мин;
+ 0,22 , где Vp - линейная скорость разливки, м/мин;
V1 - скорость движения потока, ближайшего к поверхности заготовки, м/с;
V2 - скорость движения второго потока, м/с.
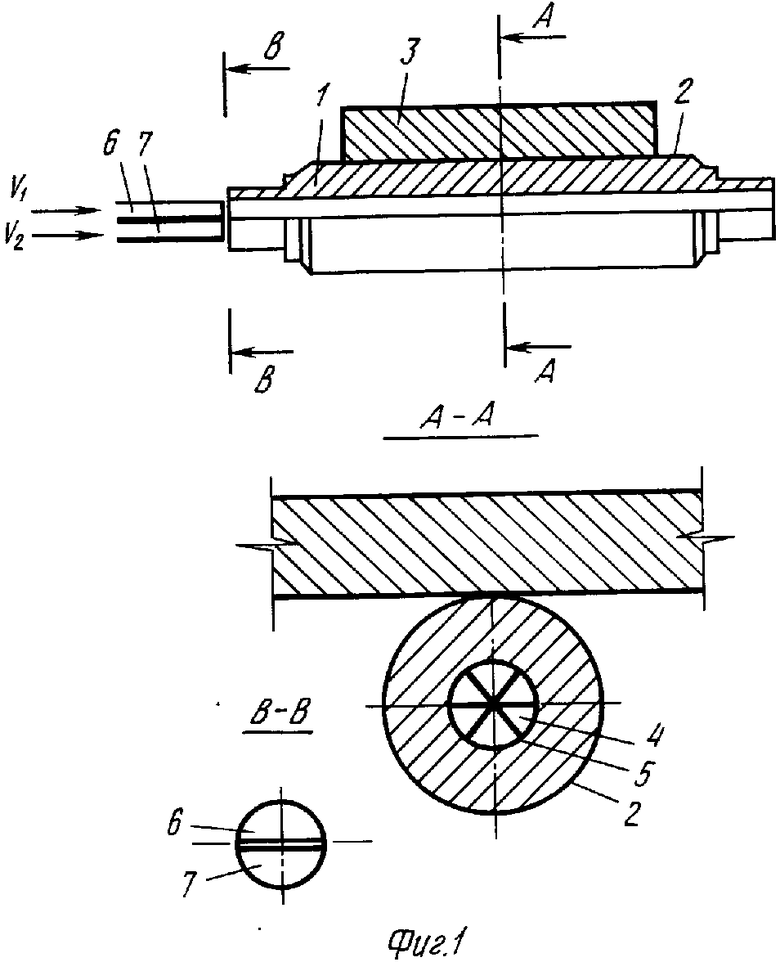
На фиг.1 представлена схема подачи охладителя для создания оптимального теплового профиля в поддерживающем ролике зоны вторичного охлаждения слябовой МНЛЗ; на фиг.2 - диаграмма распределения скоростей потоков V1 и V2 в зависимости от скорости разливки Vр.
Ролик для осуществления предлагаемого способа имеет монолитный корпус 1 с рабочим слоем 2, который контактирует с отливаемой заготовкой 3. Охлаждаемый канал 4 разделен симметричными осевыми направляющими 5 на отсеки. Охладитель подают по подводящим каналам 6 и 7, поперечное сечение которых имеет форму полусфер.
В период работы установки непрерывного литья охладитель по подводящим каналам 6 и 7 непрерывно подают потоками в охлаждаемый канал 4. Вследствие разделения канала направляющими, в его отсеках, разноудаленных от отливаемой заготовки 3, охлаждающая жидкость протекает с различными скоростями. При этом количество охлаждающей жидкости, протекающей через каждый отсек (а следовательно, и количество отобранного тепла от тела ролика), зависит от скорости потоков охладителя, подаваемого двумя параллельными потоками с исходными скоростями V1 и V2. При установившейся скорости разливки 0,8 м/мин скорости V1 и V2 равны соответственно 0,57 и 0,46 м/с, что обеспечивает несколько больший отвод тепла от поверхности ролика, поддерживающей горячую заготовку. При аварийной остановке машины скорость подачи охладителя изменяется согласно приведенной выше зависимости. В это время скорости течения потоков по каналам 6 и 7 соответственно равны 1,50 и 0,30 м/с, что обеспечивает преимущественно односторонний отвод тепла от ролика в целом, выравнивает его температурный профиль и исключает тепловой прогиб оси ролика от первоначального положения.
Таким образом, предлагаемый способ создания теплового профиля поддерживающего ролика ЗВО МНЛЗ позволяет обеспечить такие условия его охлаждения, которые исключают его отклонения от оси установки, что положительно сказывается на качестве отливаемой заготовки и стойкости оборудования в зоне вторичного охлаждения.
Примером конкретного выполнения заявленного способа может служить непрерывная разливка стали на МНЛЗ N 5 ККЦ металлургического комбината "Азовсталь".
Предлагаемый способ создания теплового профиля поддерживающего ролика может быть реализован при эксплуатации роликов диаметром 380 мм, установленных на криволинейном и горизонтальном участке зоны вторичного охлаждения МНЛЗ. Для осуществления указанного способа центральный (осевой) канал каждого ролика разделен на шесть отсеков одинакового размера за счет размещения в канале осевых направляющих из листовой стали толщиной 1,5 мм, сваренных между собой по оси бочки ролика. Охладитель подают к ролику по подводящим каналам, выходное сечение которых имеет форму полусфер, причем центры полусфер расположены на линии, соединяющей ось ролика с центром кривизны ручья, т.е. на линии, перпендикулярной к оси разливки. Для горизонтального участка ЗВО указанных линии параллельны между собой. При использовании роликов с величиной диаметра осевого охлаждающего канала 100 мм диаметры выходных сечений подводящих каналов (полусфер) также составляют 100 мм. Каждый ролик имеет две подводящие магистрали, в которых скорость движения охладителя регулируется созданием определенного давления в каждой из двух систем трубопроводов, в зависимости от скорости разливки.
Для диапазона рабочих скоростей разливки 0,75-0,80 м/мин, которые характерны для отечественных установок непрерывного литья при получении стальных заготовок с поперечным сечением 200-350х1500-1850 мм, скорости V1 и V2 подачи охладителя (вода) по подающим каналам составляют соответственно 0,57 и 0,46 м/с, что обеспечивает более равномерный отвод тепла от тела ролика по сравнению с общепринятыми системами охлаждения поддерживающих элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поддержания заготовки при непрерывной разливке металлов | 1988 |
|
SU1618497A1 |
| Устройство для идентификации профиля двухфазной заготовки в промежутках между поддерживающими элементами зоны вторичного охлаждения МНЛЗ | 1990 |
|
SU1729687A1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1734933A1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2029656C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ КРУПНЫХ СЛИТКОВ С ПОСЛЕДОВАТЕЛЬНО РАСПОЛОЖЕННЫМИ КРИСТАЛЛИЗАТОРАМИ | 1991 |
|
RU2080207C1 |
| Роликовая проводка машины непрерывного литья заготовок криволинейного типа | 1989 |
|
SU1770053A1 |
| Разливочный стенд машины непрерывного литья заготовок | 1991 |
|
SU1787667A1 |
| Роликовая проводка многоручьевой криволинейной машины непрерывного литья заготовок | 1990 |
|
SU1838041A3 |

Сущность изобретения: способ включает подачу охладителя в центральный канал ролика. Охладитель подают двумя потоками с различной интенсивностью по отсекам канала, образованным симметричными осевыми направляющими. Скорость потоков охладителя определяют из выражений  ,
,  где Vp - линейная скорость разливки, м/мин; V1 - скорость движения потока, ближайшего к поверхности заготовки, м/с; V2 - скорость движения второго потока, м/с. 2 ил.
где Vp - линейная скорость разливки, м/мин; V1 - скорость движения потока, ближайшего к поверхности заготовки, м/с; V2 - скорость движения второго потока, м/с. 2 ил.
СПОСОБ СОЗДАНИЯ ТЕПЛОВОГО ПРОФИЛЯ ПОДДЕРЖИВАЮЩЕГО РОЛИКА ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛЯБОВОЙ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, включающий дифференцированный отвод тепла от его поверхностей с различной тепловой нагрузкой путем подачи охладителя в отсеки центрального канала ролика, образованные осевыми направляющими, отличающийся тем, что охладитель подают раздельными параллельными потоками с различной интенсивностью, определяемой из соотношения
V1=  + 0,42,
+ 0,42,
V2= 0,29 + 0,22
+ 0,22
где vр - линейная скорость разливки, м/мин;
v1 - скорость движения потока, ближайшего к поверхности заготовки, м/с;
v2 - скорость движения второго потока, м/с.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ охлаждения роликов машины непрерывного литья заготовок | 1976 |
|
SU590076A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
