Изобретение относится к обраотке материалов резанием и может ыть использовано для снятия усилеий кольцевых сварных швов крупноабаритных труб.
Цель изобретения.- повышение прозводительности работы устройства путем обеспечения автоматизации установки труб на позицию обработки и совмещения оси борштанги с осью обрабатываемой трубы.
На чертеже показано предлагаемое устройство.
. Устройство для снятия усилений
кольцевых сварных швов состоит из поворотной относительно шарнира 1„ закрепленного на станине .2, борштанги 3 с суппортами 4, несущими резцы 5, а .также механизма 6 подачи трубы 7 и механизма установки борштанги 3 относительно трубы 7. При этом механизм 3 установки борштанги состоит из двух упоров 8 и 9,-один из которых (упор 8) снабжен закрепленным на его конце роликом 10. Упор 8 с роликом 10 установлен на конце борштанги 3, предназначен для взаимодействия с внутренней поверхностью трубы 7 и выступает в радиальном направлении относительно неподвижной части 11 другого упора 9 на величи- ну Ь о
Кроме того, неподвижная часть 11 упора 9 опирается на опору 12 с возможностью исключения контакта между ними посредством размещенного между упорами 8 и 9 конечного выключателя 13. Опора 12 выполнена.в виде штока гидроцитшндра 14. Для исключения поломки упоров 8 и 9 под упором 8
с роликом 10 размещена с зазором относительно последнего вспомогательная опора 15 с конечным выключателем 16, взаимодействующим с приводом (не показан) механизма подачи трубы.
Для зажима трубы на позиции обработки служат механизмы 17 зажима. Для вращения суппортов 4 относительно борштанги 3 служит привод 18. В исходном положении ролик 10 установлен с зазоров а относительно внутренней поверхности трубы 7.
Устройство работает следующим образом. . .
Обрабатываемая труба 7 посредством механизма 6 подачи трубы (рольганг) подается в зоне обработки,.При этом опора 12, взаимодействуя с неподвижной частью 11 упора 9, удерживает борштангу 3 в таком положении, что между внутренней поверх-, ностью обрабатываемой трубы 7 и роликом 10 упора 8 образуется гарантированный зазор а. Труба 7, проходя под роликом 10,
нажимает на конечный выключатель 13, который дает команду на перемещение подвижной части опоры 12 вниз. Подвижная часть опоры 12, перемещаясь вниз, опускает ролик 10 на внутреннюю
поверхность трубы 7. При этом бор- штанга 3 поворачивается вокруг шарнира 1 и занимает положение, при котором оси обрабатываемой трубы 7 борштанги 3 совмещаются. Подвижная часть опоры 12 опущена в крайнее нижнее положение и контакт между ней и упором 9 исключается. При дальнейшем продвижении трубы 7 ролик 10 ка- тится по ее внутренней поверхности,
поддерживая борштангу 3. Напротив резца 5 с наружной стороны трубы выставлен указатель (не показан), с помощью которого и наружного шва оператор выставляет трубу в нужное положение.
Затем с помощью механизма 17 зажим 1 осуществляется крепление борш- танги в трубе. После этого включается привод 1В суппортов 4 и производится обработка усилений сварных швов. При потере давления в гидроцилиндре 14 или при выключенном устройстве борштанга 3 под действием собственного веса опускается. При этом ролик 10 опускается на опору 15 и нажимает на конечный выключатель 16, сблокированный с приводом рольганга. При этом исключается включение привода рольганга, подачи трубы и поломка упоров 8 и 9.
1.8507
Формула изобретения
Устройство для снятия усилений кольцевых сварных швов, содержащее шарнирно установленную на станине бор- штангу с резцовыми суппортами и зажимными элементами, а также механизмы подачи трубы на позицию обработки и установки борштанги относительно Ю трубы, включающие два установленных на борштанге упора, на одном из которых размещен ролик, отличающееся тем, что, с целью повышения производительности, устройст- 15 во снабжено установленной на станине опорой с приводом ее перемещения, предназначенной для взаимодействия с упором, выполненным меньшей длины, чем упор с роликом, причем привод пе- 20 ремещения опоры содержит конечный выключатель, установленный на станине между опорами и предназначенный для взаимодействия с обрабатываемой трубой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Устройство для зачистки неповоротных стыков сварных труб | 1980 |
|
SU921718A1 |
| Глубокорасточной станок | 1976 |
|
SU582918A1 |
| ТОНКОРАСТОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ И ТОРЦОВ КОРЕННЫХ ОПОР В БЛОКАХ ДВИГАТЕЛЕЙ | 1971 |
|
SU301020A1 |
| Установка для изготовления длинномерных заготовок электрических кабелей | 1989 |
|
SU1700667A1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И РЕЗЦОВОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279331C2 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
Изобретение относится к обработке материалов резанием и может быть использовано для снятия усилений кольцевых сварных швов крупногабарит-- ных труб. Целью изобретения является повышение производительности работы устройства путем обеспечения автоматизации установки труб на позицию : обработки и совмещения оси борштан- ,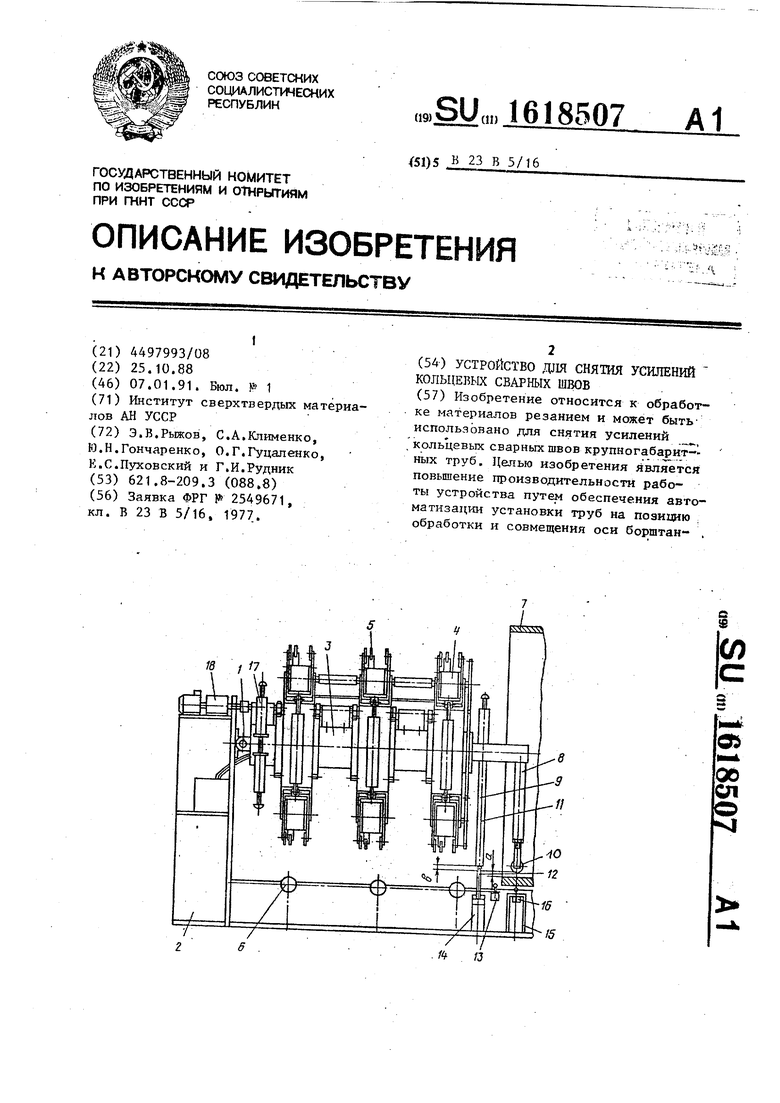
| СПОСОБ ТЕСТИРОВАНИЯ ДВИГАТЕЛЬНЫХ СПОСОБНОСТЕЙ ЧЕЛОВЕКА | 2013 |
|
RU2549671C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
