Изобретение может быть использовано в дизелестроительной, автотракторной и других отраслях промышленности, производящих двигатели внут;реннего сгорания.
Известны тойкорасточные станки для обработки .от верстий и торцов коренных опор в блоках двигателя, содержащие .продольную и поперечные станины с салазками, приводы перемещения салазок, приводы вращения и подачи борштанг, смонтированные на продольных салазках, борштанги с резцами, промежуточные опоры борштанг, смонтированные на поперечных салазках, и приспособление для закрепления обрабатываемого изделия.
Предлагаемый тонкорасточный станок для обработки отверстий и торцов коренных опор в блоках двигателей отличается от известных тем, что вращающиеся опоры борщтанг снабжены размещенными в их фланцах устройствами для подрезания торцов обрабатываемых отверстий, выполненными IB виде подпружиненных радиально перемещающихся ползунов с резцам.и, взаимодействующими при осевой подаче борщтанг -с закрепленными на них клиновыми кулачками. Кроме того, на продольных салазках смонтированы дополнительные расточные головки, оснащенные базовыми упорами для ограничения конечного положения поперечных салазок, а приводы
перемещения поперечных салазок снабжены закрепленными на станине регулируемыми упорами, выполненными, например, в виде клинового механизма с приводом от гидроцилиндра и взаимодействующими с кронщтейнами поперечных салазок. При этом для управления конечным положением упоров предусмотрены датчики, закрепленные на поперечных салазках и взаимодействующие с
упомянутыми базовыми упорами на дополнительных расточных головках.
Такое вьиполнение обеспечивает повыщение производительности и точности обработки .путем совмещения операций растачивания
отверстий и подрезания их торцов, а также расширение технологических возможностей, повыщ.ение точности взаимного расположения осей обрабатываемых отверстий и безрисояный ввод и вывод борщтанг с резцами.
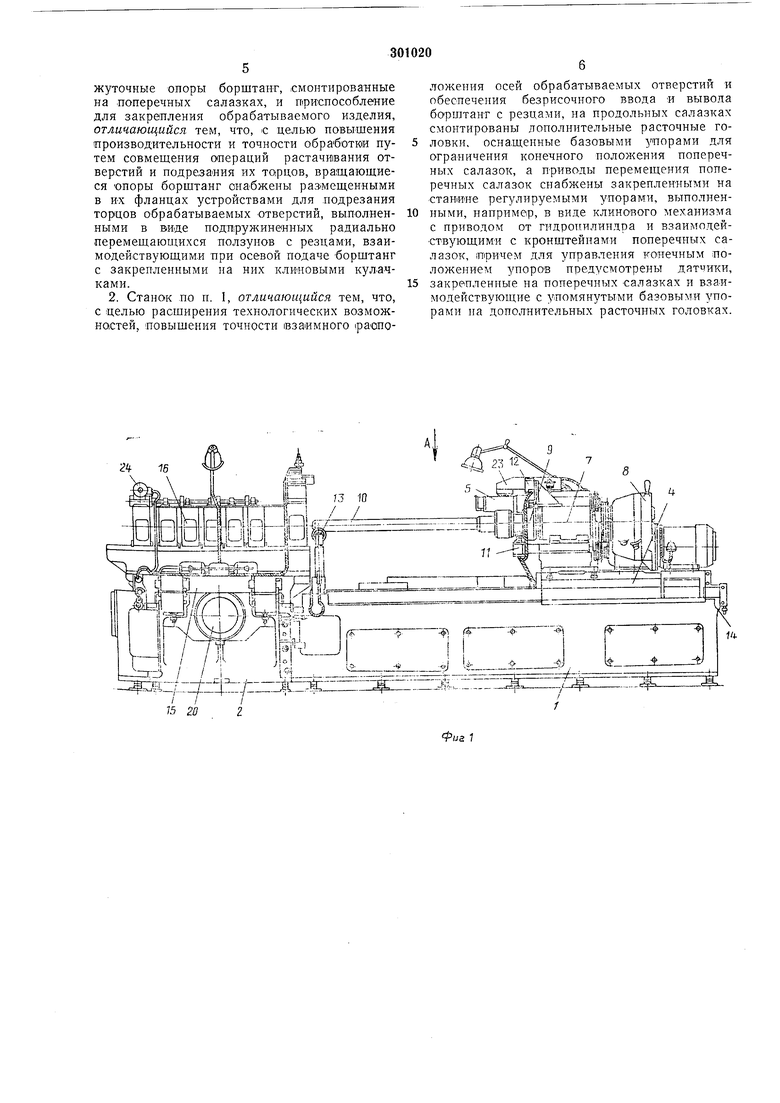
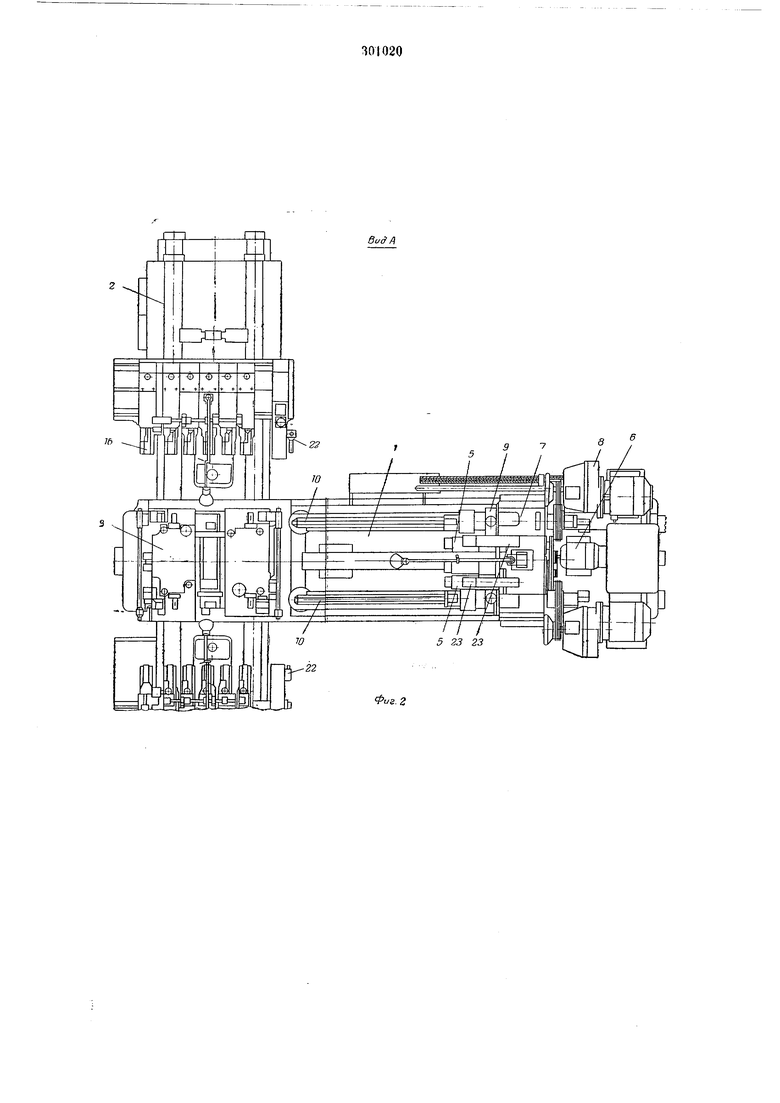
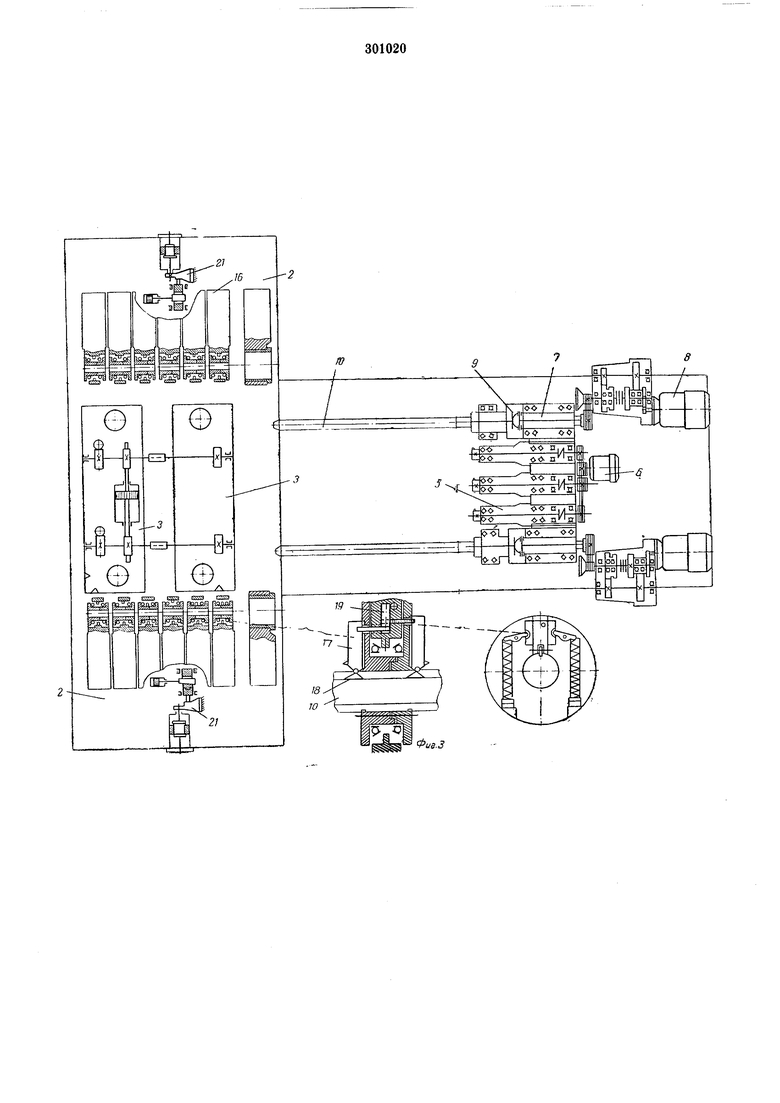
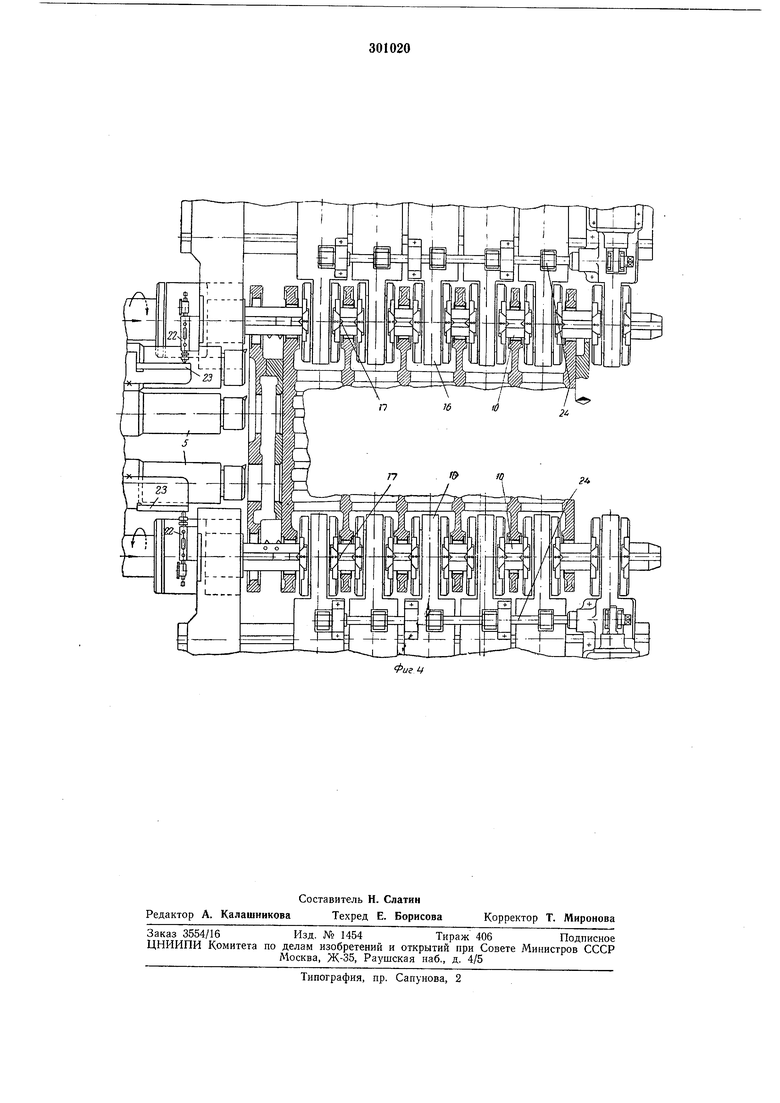
На фиг. 1 изображен общий вид предлагаемого станка; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - кинематическая схем.а станка (в плане); на фиг. 4 - схема расположения олор борщтанг в проемах обрабатываемого изделия.
Тонкорасточный .станок для обработки отверстий и торцов коренных опор IB блоках двигателей состоит из Т-Образной станины, образованной из продольной .станины / и двух
их осей установлено .приспособление 3 для закрепления обрабатываемого изделия. На продольной станине 1 находятся салазки 4, на которых смонтированы дополнительные головки б с приводо-м 6 и головки 7 привода вращения с редуктором 8. Головки 7 .привода вращения с помощью компенсирующей муфты 9 соединены с борштангами лО. Для поддержки и фиксации борштанг 10 в выведенном положении служат вспомогательные опоры: лризма 11, гидрофиксатор 12 и поддерживающие ролики 13. Для подачи борштанг 10 и дополнительных расточных головок 6 предусмотрен гидроцилиндр 14, смонтированный внутри станины 1. На каждой поперечной станине 2 установлены поперечные салазки 15 с закрепленпымп на них промежуточными опорами 16 борштаиг 10, снабженными устройством для подрезания торцов в обраОатываемых отверстиях, которое состоит из подпружиненных радиально перемещающихся ползунов с резцами 17, взаимодействующих с клиновыми кулачками j борщтанги 10, и фиксаторов 19. Для перемещения и точной установки поперечных салазок 15 с опорами 16 борштанг 10 относительно осей торцовых отверстий обрабатываемых изделий предусмотрен гидроцилиндр 20, клиновые регулируемые упоры 21 и закрепленные на поперечных салазках 15 электроконтактные датчики 22, щупы которых упираются в базовые упоры 23 на дополнительных головках 5. Промежуточные опоры 16 фиксируются с помощью механизма фиксации 24.
Станок работает следующим образом. В исходнОМ положении продольные салазки 4 с борштангами 10, лежащими на призмах 11 и роликах 13, отведены назад; борштанги 10 с резцами довернуты и зафиксированы гидрофиксатором 12 резцами внут1рь; поперечные салазки 15 разведены; вращающиеся промежуточные опоры 16 борштанг зафиксированы в угловом положении, соответствующем борштангам 10, механизмом фиксации 24, а ползуны с резцами 17 на фланцах опор 16 зафиксированы в верхнем положении фиксатором 19. Регулируемые упоры 21 выдвинуты вперед. После установки обрабатываемого изделия на приспособление 3 вначале сводятся до выдвинутого регулируемого упора 21 поперечные салазки 15. При этом промежуточные опоры 16 борштанг 10 входят в проемы блока, располагаясь эксцентрично относительно осей расточек на величину, достаточную для безрисочного ввода борштанг 10 с установленными на размер обработки резцами. Затем подаются вперед продольные салазки 4, причем борштанги 10 .вводятся в указанные промежуточные опоры 16. По мере ввода борштанг 10 вспомогательные опоры борштанги, поддерживающие ролики 13 и призма 11, последовательно отводятся.
Для облегчения ввода борштанг указанные вспомогательные опоры установлены с тем
же эксцентриситетом, что и .промежуточные опоры 16 в первоначальном положении.
После ввода борштанг в промежуточные опоры 16 регулируемые упоры 21 вдвигаются. При этом поперечные салаэки 15 с цромежуточными опорами 16 с введенными в них борштангами 10 перемещаются к изделию до совпадения осей борштанг с осями расточек. Это обеспечивается командой упирающихся в базовые упоры 23 электроконтактных датчиков 22, останавливающих регулируемые упоры 21.
Получающееся при этом поперечное перемещение борштанги 10 относительно приводной головки 7 допускается компенсирующей муфтой 9.
После этого промежуточные опоры 16 и подпружиненные ползуны с подрезными резцами 17 расфиксируются. Цр.и этом .под действием пружин ползуны опускаются к борштанге 10, а установленные на размер обработки подрезные резцы безрисочно проходят че|рез радиальные пазы на торцовых поверхностях коренных опор изделия. Затем включается привод вращения борштанг 10 и привод 6 вспомогательных головок 5, а салазкам 4 сообщается подача вдоль оси расточек с помощью гидроцилиндра 14.
При этом сначала производится расточка отверстий коренных опор, а затем при последующем осевом перемещении борштанг 10 закрепленные на них клиновые кулачки 18 радиально перемещают ползуны с резцами 17. За счет этого происходит подрезка торцов.
После окончания подрезки торцов борштанге 10 сообщается медленная скорость вращения. Она доворачивается и фиксируется рездами внутрь, одновременно в верхнем положении фиксируются ползуны на опорах 16. Затем регулируемыми упорами 21 папе речные салазки 15 с промежуточными опорами 16 и борштангами 10 вновь отводятся в эксцентричное положение .для безрисочного вывода борштанг 10. После этого продольные салазки 4 с бор.штангами 10 и вспомогательными головками 5 отводятся в исходное положение. При этом по мере вывода борштант 10 из промежуточных опор 16 к ним подводятся вспомогательные опоры (призма 11 и ролики 13).
После вывода борштанг из промежуточных опор 16 поперечные салазки 15 также отводятся в исходное положение. Производится контроль обработанного изделия. В случае необходимости без отжима изделия производится повторный цикл его обработки.
Предмет изобретения
1. Тонкорасточный станок для обработки отверстий и торцов коренных опор в блоках двигателей, содержащий продольную и поперечную станины с салазками, приводы перемещения салазок, приводы вращения и подач;и борштанг, смонтированные на продольных салазках, борштанги с резцами, промежуточные опоры борштанг, смонтированные на .поперечных салазках, и приспособление для закрепления обрабатываемого изделия, отличающийся тем, что, с целью повышения производительности и точности обработки путем совмещения 01пераций растачивания отверстий и подрезаиия их торцов, вращающиеся опоры борщтанг снабжены раз1мещенными в ИХ фланцах устройствами для лодрезания торцов обрабатываемых отверстий, выполненными в виде подпружиненных радиально перемещающихся ползунов с резцами, взаимодействующими при осевой подаче борщтанг с закрепленными на них клиновыми кулачками.
2. Станок по п. 1, отличающийся тем, что, с целью расщирения технологических возможностей, повыщения точности взаимного ipaonoложеиия осей обрабатываемых отверстий к обеспечения безрисочного ввода я вывола борштант с резцами, на продольных салазках смонтированы дополнительные расточные головки, оснащенные базовыми упорами для ограничения конечного положения поперечных салазок, а приводы перемещения поперечных салазок снабжены закрепленными на станине регулируемыми упорами, выполненными, например, в виде клинового механизма с приводом от гндропилиндра и взаимодействующими с кронщтейнами поперечных салазок, етрнчем для управления конечным положением упоров предусмотрены датчики,
закрепленные на поперечных салазках и вза-имодействующие с упомянутыми базовыми упорами на дополнительных расточных головках.

| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| Металлорежущий станок | 1972 |
|
SU555993A1 |
| Металлорежущий станок | 1977 |
|
SU691248A1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
| Металлорежущий станок | 1983 |
|
SU1093423A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU374125A1 |
| Алмазно-расточной станок | 1972 |
|
SU452439A1 |
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
| Станок для расточки коренных подшипников и корпусных (базисных) деталей автомобилей и тракторов при ремонте | 1954 |
|
SU101079A1 |
2 1В Я п
