§ tf%
т#
чЬзадз
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Устройство для перегрузки штучных грузов | 1979 |
|
SU901172A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |

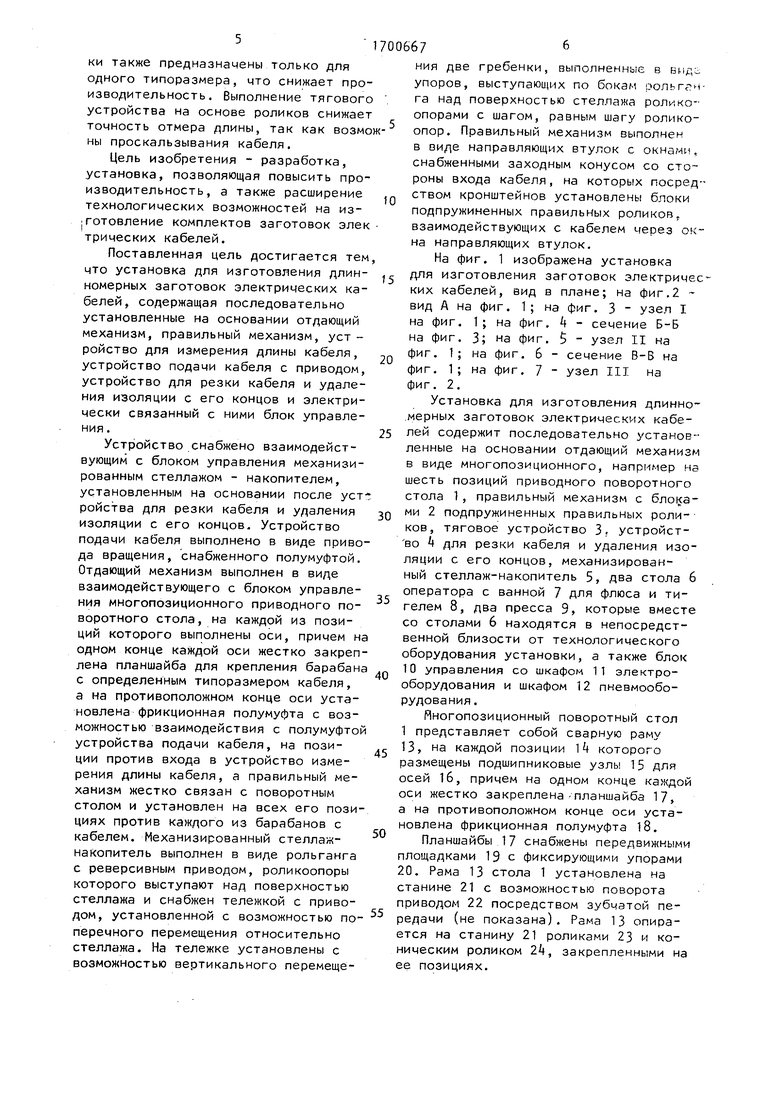
Изобретение относится к электротехнике. Цель изобретения - повышение производительности и расширение технологических возможностей. Установка состоит из поворотного стола 1, на котором установлены барабаны 25 с различными типоразмерами кабелей, правильного механизма с блоками 2 правильных роликов, тягового устройства 3, устройства А резки кабеля, механизированного стеллажа-накопителя 5, столов 6 оператора, с ваннами 7 для флюса и тигелями 8, прессов 9, блока 10 управления. Оператор с блока 10 управления дает команду на выбор нужного типоразмера кабеля. Поворотный стол 1 поворачивается таким
25
62 1 Ю.20
о
О
I
03
м
ФигЛ
образом, что барабан 25 с нужным кабелем останавливается против стеллажа-накопителя 5. Включается тяговое устройство 3, которое захватывает конец кабеля и через устройство k резки кабеля подает его на нужную длину на стеллаж-накопитель. Затем включается механизм k резки кабеля, который производит отрезку и удаление изоляции с двух смежных концов кабеля у места отрезки. Включается рольганг механизированного стеллажа- накопителя 5, отрезанный кабель перемещается дальше, при этом его конец выходит из механизма k резки кабеля. Оператор поочередно обрабатываИзобретение относится к технологическому оборудованию, которое применяется при производстве комплектов заготовок электрических кабелей для оснащения электропоездов, и может быть использовано в электротехнической и других отраслях промышленности, где производится электрический монтаж.
Существующее в настоящее время оборудование, с учетом типоразмеров силового кабеля, используемого для оснащения электропоездов (сечение - 120 мм2, длина до 30 м), не обеспечивает автоматизированный процесс изготовления заготовок, включающий операции размотки кабеля, измерения, отрезки и снятия изоляции с его концов, а также комплектацию различных наборов.
Известно устройство для мерной резки кабеля, содержащее отдающий механизм в виде деух валков с буртиками, на которых установлен барабан с кабелем, правильный механизм в виде отверстия для заправки в него кабеля и направляющих втулок, устройство для измерения длины кабеля с мерным и опорным роликами, тяговое устройство, включающее два тянущих валка. Устройство имеет также механизм (станок) резки кабеля, конечные выключатели и пульт управления.
Недостатком известного устройства является однопозиционность отдающего кабель механизма, что снижает производительность изготовления комплектов заготовок для электропоездов. В устройстве использованы несовершенет концы кабеля на рабочих столах 6, прессах, после чего снова включает рольганг и кабель перемещается сначала до упора в концевой выключатель 61 , а потом по его команде механизмами стеллажа-накопителя 5 - вправо или влево от рольганга, где и складируется. Таким образом поставленная
цель достигается за счет применения многопозиционного поворотного стола с барабанами проводов различных типоразмеров и механизированного стеллажа-накопителя, позволяющего формировать комплекты заготовок кабелей различных типоразмеров. 2 э.п. ф-лы, 7 ил.
5
0
5
0
5
0
5
ные механизмы: тяговые и резки, отсутствует операция снятия изоляции, не предусмотрено устройство накопления мерных заготовок кабеля, с учетом, что длина их может достигать, 30 м (сечение 120 мм2). Эти обстоятельства сужают технологические возможности известного устройства, на основе роликов снижает точность от- мера длины, так как возможны проскальзывания кабеля.
Наиболее близким по технической сущности является устройство для мерной резки и удаления изоляции с концов кабеля, содержащее последовательно установленные на основании отдающий механизм в виде размотчика кабеля, правильный механизм в виде рих- товочных роликов, устройство для измерения длины кабеля (счетчик длины), устройство подачи кабеля с приводом, устройство для резки кабеля и удаления изоляции с его концов и электрически связанный с ними блок управления, а также механизмы зажима кабеля с траверсами,механизм тяги.
Недостатком описанного устройства является ограниченность его технологических возможностей при использовании его для изготовления комплектов отрезков кабелей для оснащения электропоездов, так как в нем предусмотрен разматыватель только на одну позицию, а производство комплектов требует частой смены барабанов с разными типоразмерами. Все остальное оборудование, включая рихтовочные ролики и конструкции механизма резки также предназначены только для одного типоразмера, что снижает производительность. Выполнение тягового устройства на основе роликов снижает
точность отмерз длины, так как возмоны проскальзывания кабеля.
Цель изобретения - разработка, установка, позволяющая повысить производительность, а также расширение технологических возможностей на из- |Готовление комплектов заготовок элек трических кабелей.
Поставленная цель достигается тем что установка для изготовления длинномерных заготовок электрических кабелей, содержащая последовательно установленные на основании отдающий механизм, правильный механизм, устройство для измерения длины кабеля, устройство подачи кабеля с приводом, устройство для резки кабеля и удаления изоляции с его концов и электрически связанный с ними блок управления.
Устройство снабжено взаимодействующим с блоком управления механизированным стеллажом - накопителем, установленным на основании после уст ройства для резки кабеля и удаления изоляции с его концов. Устройство подачи кабеля выполнено в виде привода вращения, снабженного полумуфтой. Отдающий механизм выполнен в виде взаимодействующего с блоком управления многопозиционного приводного поворотного стола, на каждой из позиций которого выполнены оси, причем на одном конце каждой оси жестко закреплена планшайба для крепления барабана с определенным типоразмером кабеля, а на противоположном конце оси установлена фрикционная полумуфта с возможностью взаимодействия с полумуфтой устройства подачи кабеля, на позиции против входа в устройство измерения длины кабеля, а правильный механизм жестко связан с поворотным столом и установлен на всех его позициях против каждого из барабанов с кабелем. Механизированный стеллаж- накопитель выполнен в виде рольганга с реверсивным приводом, роликоопоры которого выступают над поверхностью стеллажа и снабжен тележкой с приводом, установленной с возможностью поперечного перемещения относительно стеллажа. На тележке установлены с возможностью вертикального перемеще
7006676
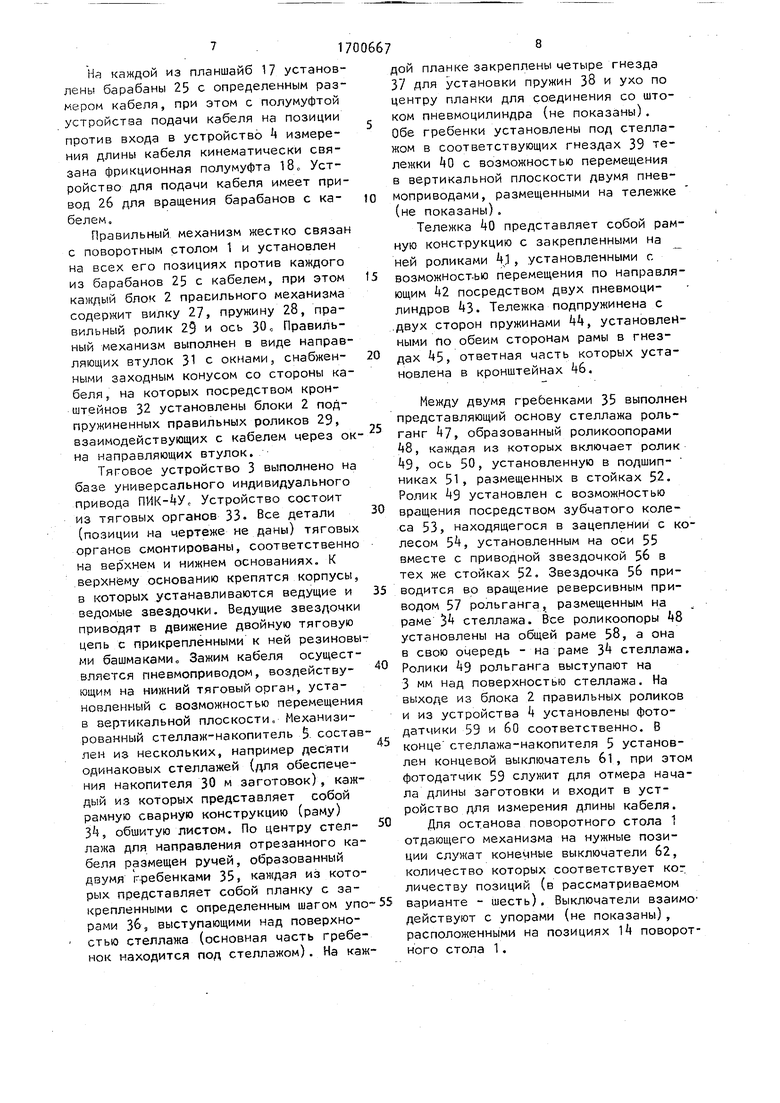
ния две гребенки, выполненные в виде. упоров, выступающих по бокам оольг н- га над поверхностью стеллажа ролико- опорами с шагом, равным шагу ролико- опор. Правильный механизм выполнен в виде направляющих втулок с окнами, снабженными заходным конусом со стороны входа кабеля, на которых посредством кронштейнов установлены блоки подпружиненных правильных роликов, взаимодействующих с кабелем через окна направляющих втулок.
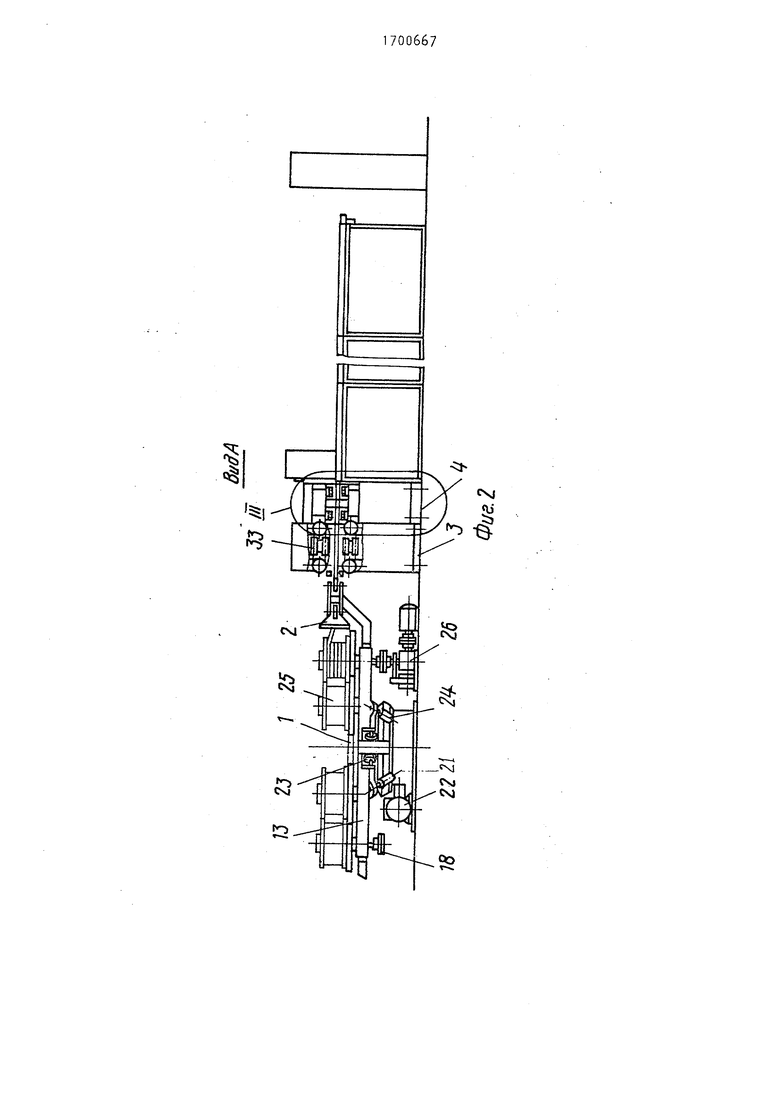
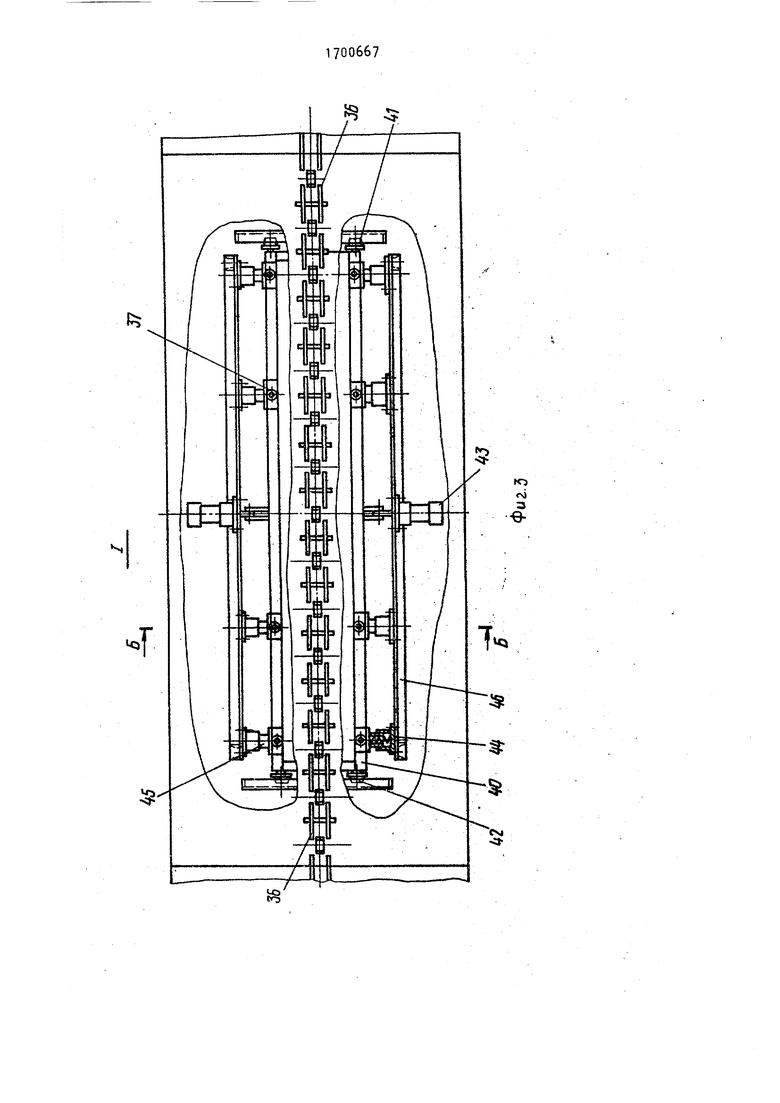
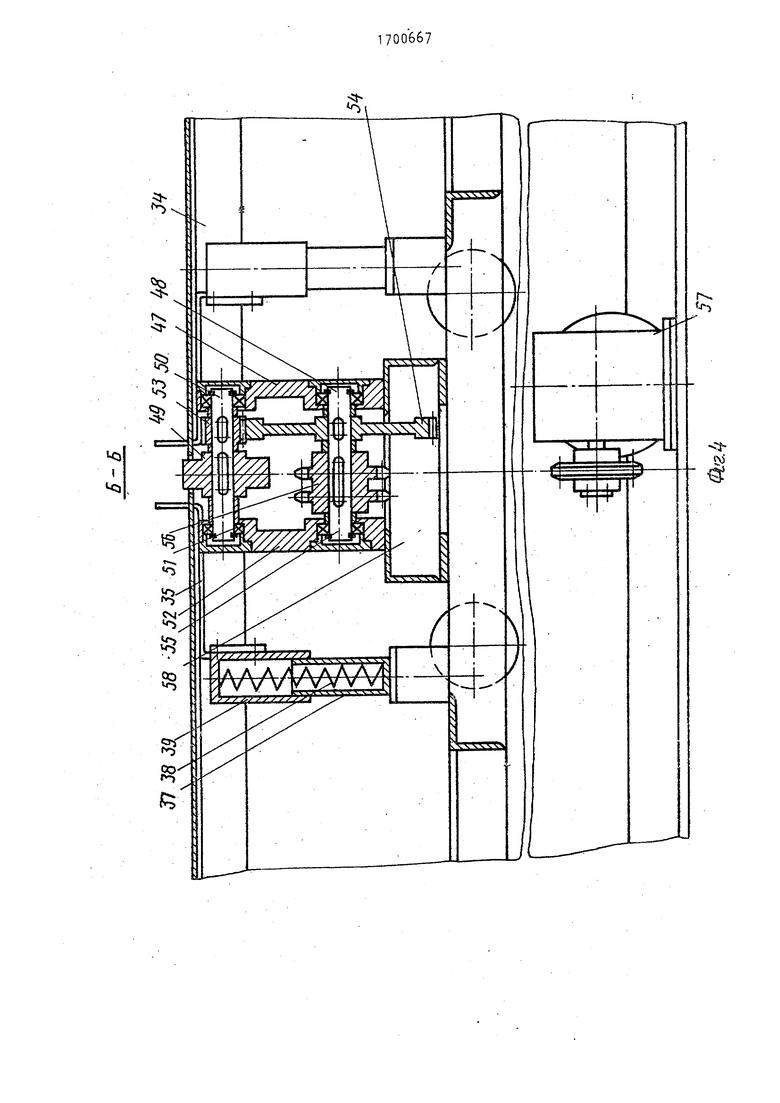
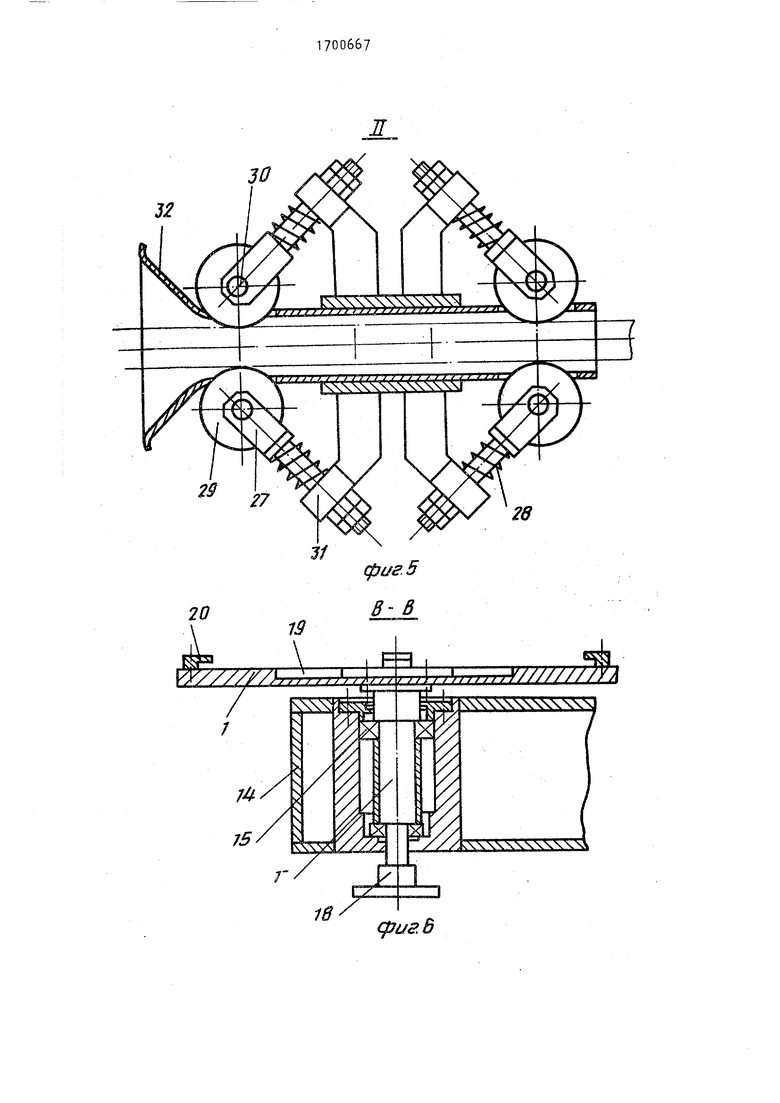
На фиг. 1 изображена установка для изготовления заготовок электрических кабелей, вид в плане; на фиг.2 - вид А на фиг. 1; на фиг. 3 узел I на фиг. 1; на фиг. k - сечение Б-Б на фиг. 3; на фиг. 5 - узел II на на фиг. 6 - сечение В-В на на фиг. 7 - узел III на
10
15
20
25
30
35
40
45
50
55
1
фиг. фиг. 1; фиг. 2.
Установка для изготовления длинномерных заготовок электрических кабелей содержит последовательно установленные на основании отдающий механизм в виде многопозиционного, например на шесть позиций приводного поворотного стола 1, правильный механизм с блоками 2 подпружиненных правильных роликов, тяговое устройство 3. устройст- во А для резки кабеля и удаления изоляции с его концов, механизированный стеллаж-накопитель 5, два стола 6 оператора с ванной 7 для флюса и ти- гелем 8, два пресса 9, которые вместе со столами 6 находятся в непосредственной близости от технологического оборудования установки, а также блок 10 управления со шкафом 11 электрооборудования и шкафом 12 пневмообо- рудования.
Яногопозиционный поворотный стол 1 представляет собой сварную раму 13, на каждой позиции которого размещены подшипниковые узлы 15 для осей 16, причем на одном конце каждой оси жестко закрепленапланшайба 17, а на противоположном конце оси установлена фрикционная полумуфта 18.
Планшайбы 17 снабжены передвижными площадками 19 с фиксирующими упорами 20. Рама 13 стола 1 установлена ча станине 21 с возможностью поворота приводом 22 посредством зубчатой передачи (не показана). Рама 13 опирается на станину 21 роликами 23 и коническим роликом 2k, закрепленными на ее позициях.
71700667
На каждой из планшайб 17 установлены барабаны 25 с определенным размером кабеля, при этом с полумуфтой устройства подачи кабеля на позиции против входа в устройство 4 измерения длины кабеля кинематически связана фрикционная полумуфта 180 Устройство для подачи кабеля имеет привод 26 для вращения барабанов с ка- ю белем.
Правильный механизм жестко связан с поворотным столом 1 и установлен на всех его позициях против каждого из барабанов 25 с кабелем, при этом 15 каждый блок 2 правильного механизма содержит вилку 27, пружину 28, правильный ролик 29 и ось 30« Правильный механизм выполнен в виде направляющих втулок 31 с окнами, снабжен- 20 ными заходным конусом со стороны кабеля, на которых посредством кронштейнов 32 установлены блоки 2 подпружиненных правильных роликов 29,
8
дои планке закреплены четыре гнезда 37 для установки пружин 38 и ухо по центру планки для соединения со што ком пневмоцилиндра (не показаны). Обе гребенки установлены под стелла жом в соответствующих гнездах 39 те лежки 40 с возможностью перемещения в вертикальной плоскости двумя пнев моприводами, размещенными на тележк (не показаны).
Тележка 40 представляет собой ра ную конструкцию с закрепленными на ней роликами 4}, установленными с возможност-ью перемещения по направл ющим 42 посредством двух пневмоци- линдров 43. Тележка подпружинена с двух сторон пружинами 44, установле ными По обеим сторонам рамы в гнездах 45, ответная часть которых уста новлена в кронштейнах 46.
Между двумя гребенками 35 выполн представляющий основу стеллажа роль
взаимодействующих с кабелем через ок- ганг 47, образованный роликоопорами
48,каждая из которых включает роли
на направляющих втулок.
Тяговое устройство 3 выполнено на базе универсального индивидуального привода ПИК-4У, Устройство состоит из тяговых органов 33. Все детали (позиции на чертеже не даны) тяговых органов смонтированы, соответственно на верхнем и нижнем основаниях. К верхнему основанию крепятся корпусы, в которых устанавливаются ведущие и ведомые звездочки. Ведущие звездочки приводят в движение двойную тяговую цепь с прикрепленными к ней резиновыми башмаками. Зажим кабеля осуществляется пневмоприводом, воздействующим на нижний тяговый орган, установленный с возможностью перемещения в вертикальной плоскости. Механизированный стеллаж-накопитель 5 составлен из нескольких, например десяти одинаковых стеллажей (для обеспечения накопителя 30 м заготовок), каждый из которых представляет собой рамную сварную конструкцию (раму) 3k, обшитую листом. По центру стеллажа для направления отрезанного кабеля размещен ручей, образованный двумя г-ребенками 35, каждая из которых представляет собой планку с за30
35
40
45
50
48,каждая из которых включает ролик
49,ось 50, установленную в подшипниках 51, размещенных в стойках 52. Ролик 49 установлен с возможностью вращения посредством зубчатого колеса 53, находящегося в зацеплении с колесом 54, установленным на оси 55 вместе с приводной звездочкой 56 в тех же стойках 52. Звездочка 56 приводится во вращение реверсивным приводом 57 рольганга, размещенным на раме 34 стеллажа. Все роликоопоры 48 установлены на общей раме 58, а она
в свою очередь - на раме 34 стеллажа. Ролики 49 рольганга выступают на 3 мм над поверхностью стеллажа. На выходе из блока 2 правильных роликов и из устройства 4 установлены фотодатчики 59 и 60 соответственно. В конце стеллажа-накопителя 5 установлен концевой выключатель 61, при этом фотодатчик 59 служит для отмера начала длины заготовки и входит в устройство для измерения длины кабеля. Для останова поворотного стола 1 отдающего механизма на нужные позиции служат конечные выключатели 62, количество которых соответствует кот личеству позиций (в рассматриваемом
крепленными с определенным шагом варианте - шесть). Выключатели взаиморами 36, выступающими над поверхностью стеллажа (основная часть гребенок находится под стеллажом). На каждействуют с упорами (не показаны), расположенными на позициях 14 поворотного стола 1.
8
дои планке закреплены четыре гнезда 37 для установки пружин 38 и ухо по центру планки для соединения со штоком пневмоцилиндра (не показаны). Обе гребенки установлены под стеллажом в соответствующих гнездах 39 тележки 40 с возможностью перемещения в вертикальной плоскости двумя пневмоприводами, размещенными на тележке (не показаны).
Тележка 40 представляет собой рамную конструкцию с закрепленными на ней роликами 4}, установленными с возможност-ью перемещения по направляющим 42 посредством двух пневмоци- линдров 43. Тележка подпружинена с двух сторон пружинами 44, установленными По обеим сторонам рамы в гнездах 45, ответная часть которых установлена в кронштейнах 46.
Между двумя гребенками 35 выполнен представляющий основу стеллажа рольганг 47, образованный роликоопорами
ганг 47, образованный роликоопорами
0
5
0
5
0
48,каждая из которых включает ролик
49,ось 50, установленную в подшипниках 51, размещенных в стойках 52. Ролик 49 установлен с возможностью вращения посредством зубчатого колеса 53, находящегося в зацеплении с колесом 54, установленным на оси 55 вместе с приводной звездочкой 56 в тех же стойках 52. Звездочка 56 приводится во вращение реверсивным приводом 57 рольганга, размещенным на раме 34 стеллажа. Все роликоопоры 48 установлены на общей раме 58, а она
в свою очередь - на раме 34 стеллажа. Ролики 49 рольганга выступают на 3 мм над поверхностью стеллажа. На выходе из блока 2 правильных роликов и из устройства 4 установлены фотодатчики 59 и 60 соответственно. В конце стеллажа-накопителя 5 установлен концевой выключатель 61, при этом фотодатчик 59 служит для отмера начала длины заготовки и входит в устройство для измерения длины кабеля. Для останова поворотного стола 1 отдающего механизма на нужные позиции служат конечные выключатели 62, количество которых соответствует кот личеству позиций (в рассматриваемом
варианте - шесть). Выключатели взаимодействуют с упорами (не показаны), расположенными на позициях 14 поворотного стола 1.
15
20
25
91700667
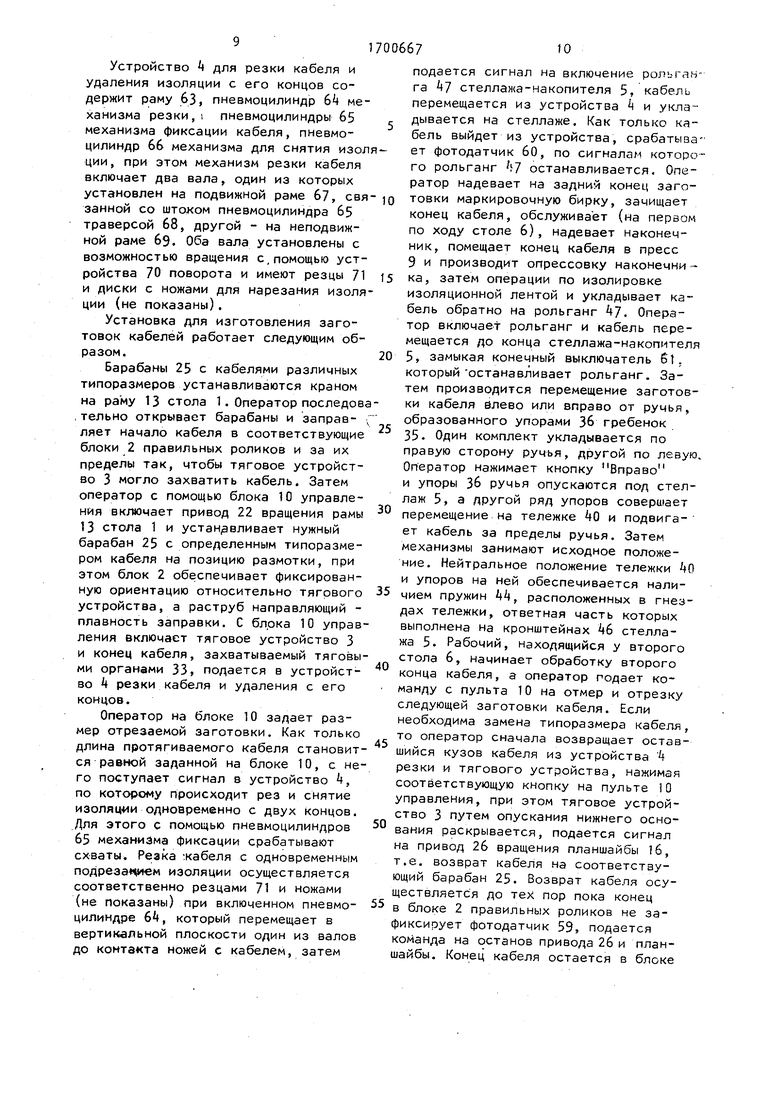
Устройство 4 для резки кабеля и удаления изоляции с его концов содержит раму 63, пневмоцилиндр 64 механизма резки, пневмоцилиндры 65 5 механизма фиксации кабеля, пневмоцилиндр 66 механизма для снятия изоляции, при этом механизм резки кабеля включает два вала, один из которых установлен на подвижной раме 67, свя- JQ занной со штоком пневмоцилиндра 65 траверсой 68, другой - на неподвижной раме 69. Оба вала установлены с возможностью вращения с,помощью устройства 70 поворота и имеют резцы 71 и диски с ножами для нарезания изоляции (не показаны).
Установка для изготовления заготовок кабелей работает следующим образом.
Барабаны 25 с кабелями различных типоразмеров устанавливаются краном на раму 13 стола 1. Оператор последова- , тельно открывает барабаны и заправ- ( ляет начало кабеля в соответствующие блоки 2 правильных роликов и за их пределы так, чтобы тяговое устройство 3 могло захватить кабель. Затем оператор с помощью блока 10 управления включает привод 22 вращения рамы 13 стола 1 и устанавливает нужный барабан 25 с определенным типоразмером кабеля на позицию размотки, при этом блок 2 обеспечивает фиксированную ориентацию относительно тягового устройства, а раструб направляющий - плавность заправки. С блока 10 управления включает тяговое устройство 3 и конец кабеля, захватываемый тяговыми органами 33, подается в устройство k резки кабеля и удаления с его концов.
Оператор на блоке 10 задает размер отрезаемой заготовки. Как только длина протягиваемого кабеля становится равной заданной на блоке 10, с него поступает сигнал в устройство 4, по которому происходит рез и снятие изоляции одновременно с двух концов. Для этого с помощью пневмоцилиндров 65 механизма фиксации срабатывают схваты. Резка -кабеля с одновременным подреза-цием изоляции осуществляется соответственно резцами 71 и ножами
10
подается сигнал на включение рольг га 47 стеллажа-накопителя 5, кабел перемещается из устройства k и укл дывается на стеллаже. Как только к бель выйдет из устройства, срабаты ет фотодатчик 60, по сигналам кото го рольганг hj останавливается. Оп ратор надевает на задний конец заг товки маркировочную бирку, зачищае конец кабеля, обслуживает (на перв по ходу столе 6), надевает наконеч ник, помещает конец кабеля в пресс 9 и производит опрессовку наконечн ка, затем операции по изолировке изоляционной лентой и укладывает к бель обратно на рольганг 47. Опера тор включает рольганг и кабель пер мещается до конца стеллажа-накопит 5, замыкая конечный выключатель 6t который останавливает рольганг. За тем производится перемещение загот ки кабеля елево или вправо от ручь образованного упорами 36 гребенок 35. Один комплект укладывается по правую сторону ручья, другой по лев Оператор нажимает кнопку Вправо и упоры 36 ручья опускаются под сте лаж 5, а другой ряд упоров совершае ™ перемещение на тележке 40 и подвига ет кабель за пределы ручья. Затем механизмы занимают исходное положение. Нейтральное положение тележки и упоров на ней обеспечивается нали 35 чием пружин 44, расположенных в гне дах тележки, ответная часть которых выполнена на кронштейнах 46 стеллажа 5. Рабочий, находящийся у второг стола 6, начинает обработку второго конца кабеля, а оператор подает команду с пульта 10 на отмер и отрезк следующей заготовки кабеля. Если необходима замена типоразмера кабел то оператор сначала возвращает оста шийся кузов кабеля из устройства 4 резки и тягового устройства, нажима соответствующую кнопку на пульте 10 управления, при этом тяговое устрой ство 3 путем опускания нижнего осно вания раскрывается, подается сигнал на привод 26 вращения планшайбы 16, т.е. возврат кабеля на соответствующий барабан 25. Возврат кабеля осу ществляется до тех пор пока конец
40
45
50
(не показаны) при включенном пневмо- 55 в блоке 2 правильных роликов не зацилиндре 64, который перемещает в вертикальной плоскости один из валов до контакта ножей с кабелем, затем
фиксирует фотодатчик 59, подается команда на останов привода 26 и план шайбы. Конец кабеля остается в блоке
10
5
0
5
5 Q
подается сигнал на включение рольганга 47 стеллажа-накопителя 5, кабель перемещается из устройства k и укладывается на стеллаже. Как только кабель выйдет из устройства, срабатывает фотодатчик 60, по сигналам которого рольганг hj останавливается. Оператор надевает на задний конец заготовки маркировочную бирку, зачищает конец кабеля, обслуживает (на первом по ходу столе 6), надевает наконечник, помещает конец кабеля в пресс 9 и производит опрессовку наконечни ка, затем операции по изолировке изоляционной лентой и укладывает кабель обратно на рольганг 47. Оператор включает рольганг и кабель перемещается до конца стеллажа-накопителя 5, замыкая конечный выключатель 6t, который останавливает рольганг. Затем производится перемещение заготовки кабеля елево или вправо от ручья, образованного упорами 36 гребенок 35. Один комплект укладывается по правую сторону ручья, другой по левую. Оператор нажимает кнопку Вправо и упоры 36 ручья опускаются под стеллаж 5, а другой ряд упоров совершает перемещение на тележке 40 и подвигает кабель за пределы ручья. Затем механизмы занимают исходное положение. Нейтральное положение тележки 40 и упоров на ней обеспечивается нали- 5 чием пружин 44, расположенных в гнездах тележки, ответная часть которых выполнена на кронштейнах 46 стеллажа 5. Рабочий, находящийся у второго стола 6, начинает обработку второго конца кабеля, а оператор подает команду с пульта 10 на отмер и отрезку следующей заготовки кабеля. Если необходима замена типоразмера кабеля, то оператор сначала возвращает оставшийся кузов кабеля из устройства 4 резки и тягового устройства, нажимая соответствующую кнопку на пульте 10 управления, при этом тяговое устройство 3 путем опускания нижнего основания раскрывается, подается сигнал на привод 26 вращения планшайбы 16, т.е. возврат кабеля на соответствующий барабан 25. Возврат кабеля осуществляется до тех пор пока конец
0
5
0
5 в блоке 2 правильных роликов не зафиксирует фотодатчик 59, подается команда на останов привода 26 и планшайбы. Конец кабеля остается в блоке
11
2 с тем, чтобы можно было процесс резки и отмерз при загрузке барабанов с нужными сечениями производить автоматически, до полного расходования проводов на барабанах 25. По око чании возврата конца кабеля на барабан производится замена одного барабана на барабан с другим типоразмером кабеля и процесс отмерз и резки повторяется.
Такое выполнение установки для изготовления заготовок электрических кабелей обеспечивает повышение производительности и расширяет технологические возможности по сравнению с известными устройствами.
Формула изобретения
-5
70066 12
многопозиционного приводного Поворотного стола, на каждой из позиций которого выполнены оси, причем на одном конце каждой оси жестко закреплена планшайба для крепления барабана с определенным типоразмером кабеля, а на противоположном конце оси установлены фрикционная полумуфта с возможностью взаимодействия с полумуфтой- устройства подачи кабеля на позиции против входа в устройство для измерения длины кабеля, а правильный механизм жестко связан с поворотным столом и установлен на всех позициях против каждого из барабанов с кабелем.
10
15
0
5 0 15 0
1 2. Установка по п. 1, о т л и ч а- ю щ а я с я тем, что механизированный стеллаж-накопитель выполнен в виде рольганга с реверсивным приводом, роликоопоры которого выступают над поверхностью стеллажа, и снабжен тележкой с приводом, установленной с возможностью поперечного перемещения относительно оси стеллажа, на тележке установлены с возможностью вертикального перемещения две гребе#к 1, выполненные в виде упоров, выступающих по бокам рольганга над поверхностью стеллажа выше роликоопор, причем упоры гребенок установлены между роликоопорами с шагом, равным шагу роликоопор.
Qo
fc
1
Ы
30
Jf
16/
фиг б
66
65
Ж
А.
. 7/ 67
V r-i /
64
tfte.7
| Авторское свидетельство СССР W | |||
| Устройство для мерной резки и удаления изоляции с концов кабеля | 1986 |
|
SU1385176A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
