(54) УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ НЕПОВОРОТНЫХ
I
Изобретение относится к устройствам для обработки цилиндрических неповорот- ных поверхностей, преимущественно для снятия усиления сварного шва после сварки неповоротных труб.
Известно устройство для зачистки не- поворотных cTbLKOB сварных труб, содержащее силовую головку с вращающейся от двигателя через редуктор планщайбой, несущей резец 1.
Недостатком известного устройства является отсутствие механизма установки гшанщайбы в исходное состояние, низкое качество стыка после обработки в случае отклонения формы трубы.
Цель изобретения - автоматизация процесса зачистки и повьЕшение ее качества.
Поставленная цель достигается тем, что устройство снабжено несущим резец суппортом, установленным на силовой головке и содержащем два копирных и два упорных ролика, механизмом привода суппорта с до голнительным двих атвлем. СТЫКОВ СВАРНЫХ ТРУБ
механизмом установки плашиайбы в исходное состояние и двумя предохранительными муфтами с концевыми выключателями, при этом механизм установки планшайбы Выполнен в виде храпового механизма, расположенного в редукторе планшайбы и с одной из предохранительной муфты, установленной между двигателем и редуктором, а механизм перемещения суппорта Выполнен в виде нажимной пяты и расположенных внутри план щайбы подпружиненных клиновидных штоков, взаимодействующих с нажимной пятой и с упорными роликами суппорта, при этом нажимная пята соединена с дополнительным двигателем через другую, предохранительную мух{)ту.
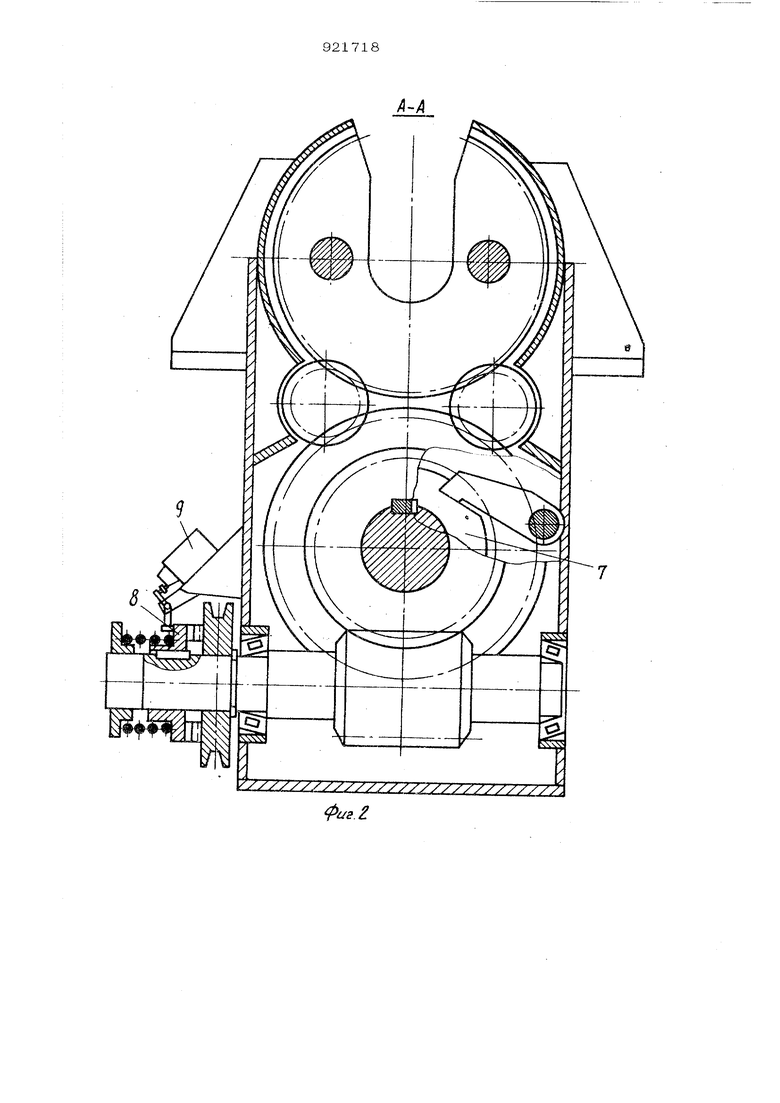
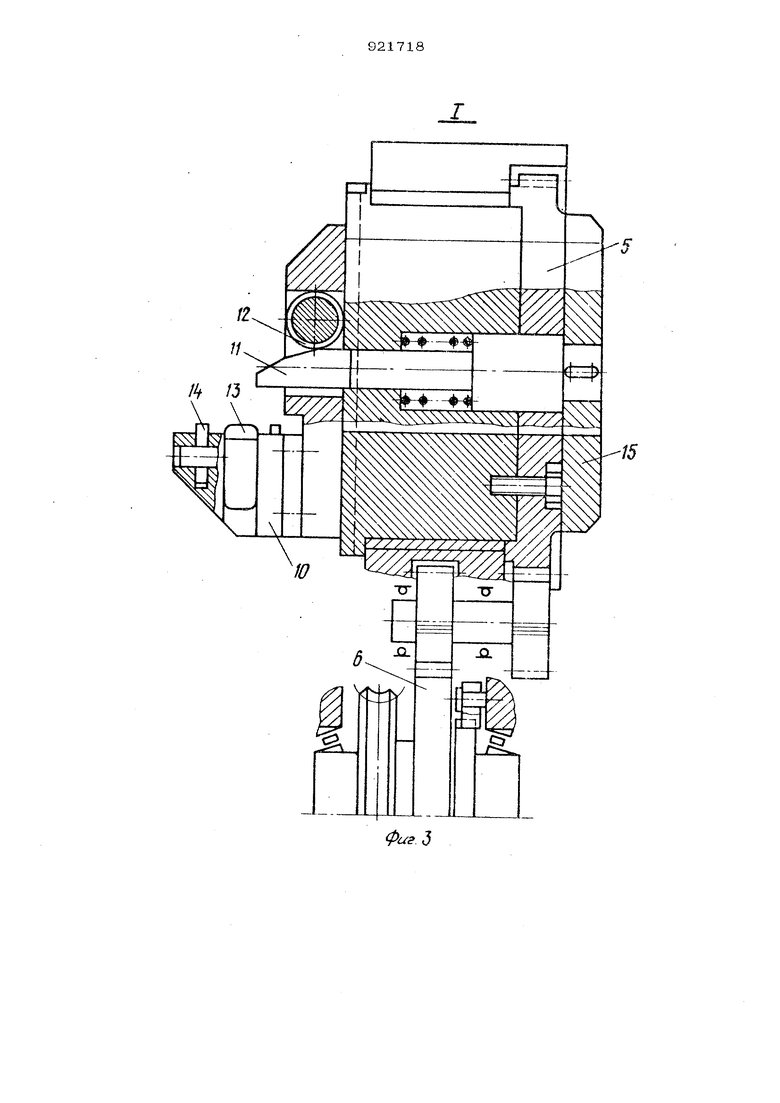
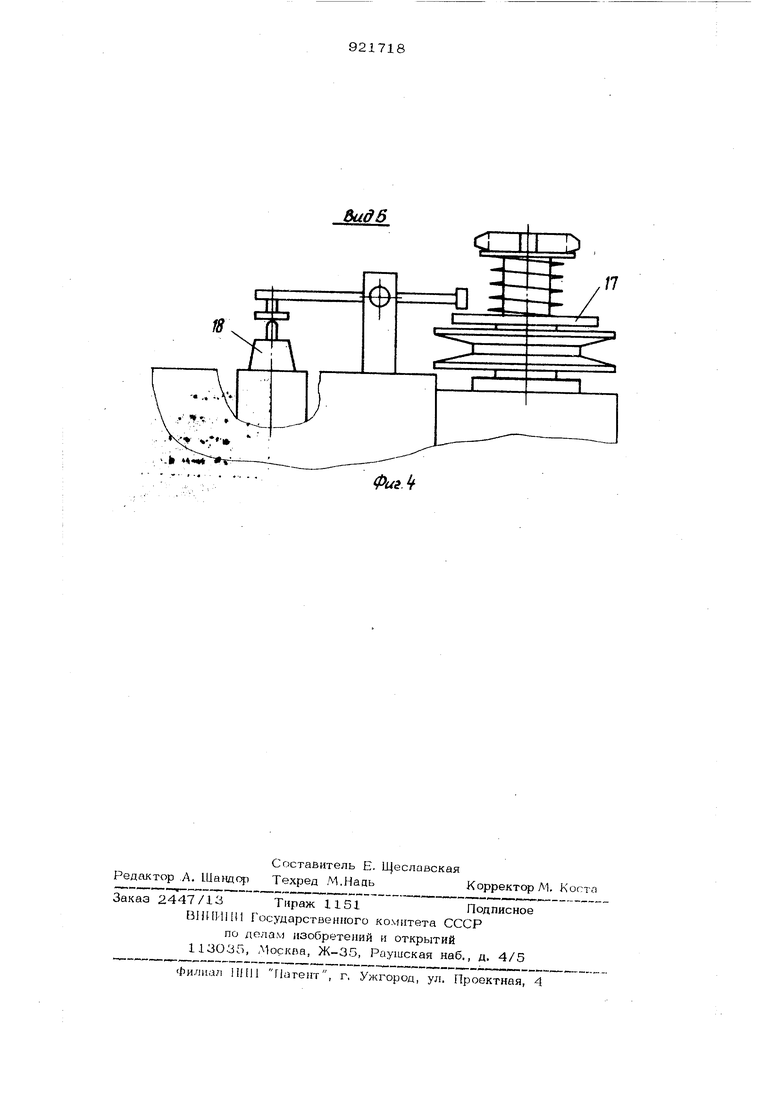
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 - вид Б на фиг. 1.
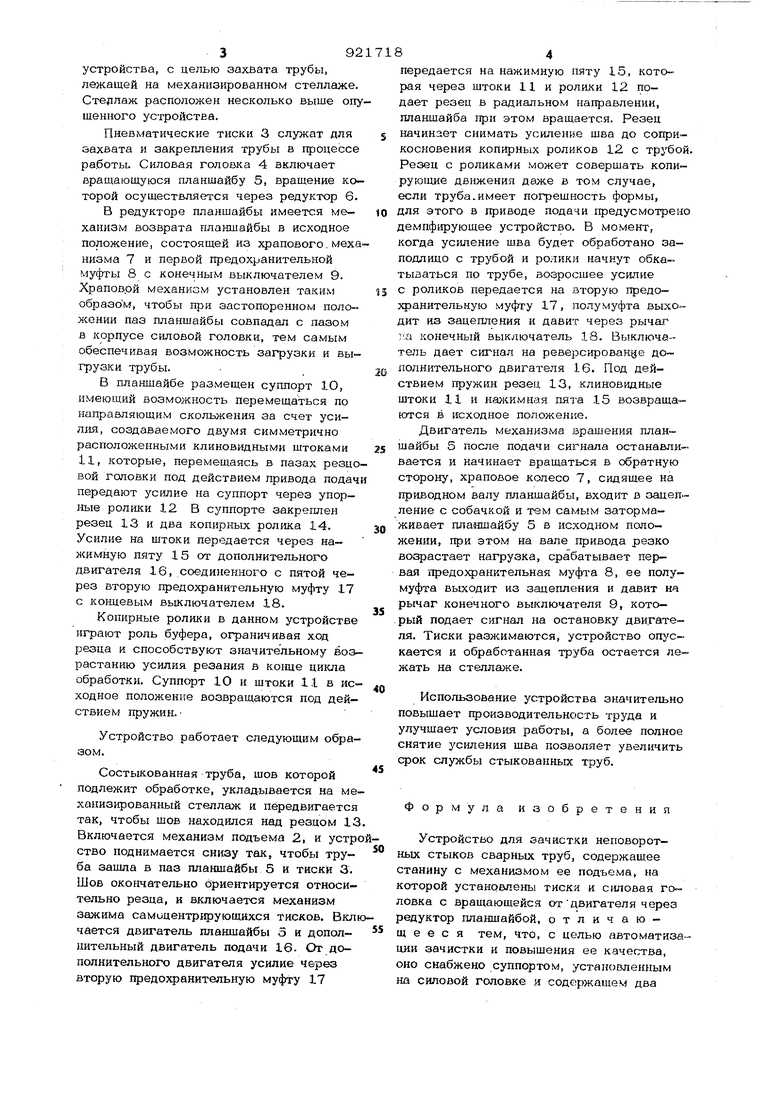
Устройство содержит станину 1, в нижней части которой расположен механизм подъема 2, служащий для пoдъe a устройства, с целью захвата трубы, лежащей на механизированном стеллаже. расположен несколько выше опу щенного устройства. Пневматические тиски 3 служат для захвата и закрепления трубы в процессе работы. Силовая головка 4 включает вращающуюся планшайбу 5, вращение которой осуществляется через редуктор 6. В редукторе планшайбы имеется механизм возврата плашдайбы в исходное положение, состоящей из храпового.меха низма 7 и первой предохранительной муфты 8 с конечным выключателем 9. Храповрй механизм установлен таким образом, чтобы при застопоренном положении паз планшайбы совпадал с пазом в корпусе силовой головки, тем самым обеспечивая возможность загрузки и вы- груаки трубы.. В планшайбе размещен суппорт 1О, имеющий возможность перемещаться по направляющим скольжения за счет усил ш, создаваемого двумя симметрично расположенными клиновидными штоками il, которые, перемещаясь в пазах резцо вой головки под действием привода подач передают усилие на суппорт через упорные ролики 12 В суппорте закреплен резец 13 и два копирных ролика 14. Усилие на штоки передается через нажимную пяту 15 от дополнительного двигателя 16, .соединенного с пятой через вторую предохранительную муфту 17 с концевым выключателем 18. Копирные ролики в данном устройстве играют роль буфера, ограничивая ход резца и способствуют значительному возрастанию усилия резания в конце цикла обработки. Суппорт 10 и штоки 11 в исходное положение возвращаются под действием пружин.Устройство работает следующим образом. Состыкованная труба, шов которой подлежит обработке, укладывается на ме ханизированный стеллаж и передвигается так, чтобы шов находился над резцом 13 Включается механизм подъема 2, и устр ство поднимается снизу так, чтобы труба зашла в паз планшайбы 5 и тиски 3. Шов окончательно Ориентируется относительно резца, и включается механизм зажима самоцентрирующихся тисков. Вкл чается двигатель планшайбы 3 и допол- нительный двигатель подачи 16- От дополнительного двигателя усилие через вторую предохранительную муфту 17 передается на нажимную пяту 15, которая через штоки 11 и ролики 12 подает резец в радиальном направлении, планшайба при этом вращается. Резец начинает снимать усиление шва до соприкосновения копирных роликов 12 с трубой. Резец с роликами может совершать копирующие движения даже в том случае, если труба.имеет погрешность формы, для этого в приводе подачи предусмотрено демпфирующее устройство. В момент, когда усиление шва будет обработано заподлицо с трубой и ролики начнут обкатываться по трубе, возросшее усилие с роликов передается на зторую предохранительную муфту 17, полумуфта выходит из зацепления и давит через рычаг :i:a конечный выключатель 18. Вг ключатель дает сигнал на реверсирование дополнительного двигателя 16. Под действием пружин резец 13, клиновидные штоки 11 и нагкимная пята 15 возвращаются в исходное положение. Двигатель механизма врашения планшайбы 5 после подачи сигнала останавливается и начинает вращаться в обратную сторону, храповое колесо 7, сидящее на приводном валу планшайбы, входит в зацепление с собачкой и тем самым затормаживает планшайбу 5 в ис.ходном положении, при этом на вале привода резко возрастает нагрузка, срабатывает первая предохранительная муфта 8, ее полумуфта выходит из зацепления и давит на рычаг конечного выключателя 9, который подает сигнал на остановку двигателя. Тиски разжимаются, устройство опускается и обработанная труба остается лежать на стеллаже. Использование устройства значительно повышает производительность труда и улучшает условия работы, а более полное снятие усиления шва позволяет увеличить срок службы стыкованных труб. Формула изобретения Устройство для зачистки неповоротных стыков сварных труб, содержащее станину с механизмом ее подъема, на которой установлены тиски и силовая головка с вращающейся отдвигателя через редуктор планшайбой, отличающееся тем, что, с целью автоматизации зачистки и повышения ее качества, оно снабжено суппортом, установленным на силовой головке и содержащем два когпфных и два упорных ролика, мехаifflSMOM перемещения суппорта с дополнительным двигателем, механизмом уста новки планшайбы в исходное состояние и двумя предохранцтельными муфтами с ко цевыми выключателями, при этом механизм установки планшайбы, в исходное состояние вьшолнен в виде тфапового механизма, расположенного в редукторе планшайбы и с одной из предохра. нительных муфтJ установленной между двигателем и редуктором, а механизм перемещения суппорта выполнен в виде нажимной пяты и расположенных внутри планшайбы подпружяненньк клиновидных штоков, взаимодействующих с нажимной пятой и с упорными ролвкамн суппорта, при этом нажимная пята соединена с дополн 1тельным двигателем через предохранительную муфту. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР NS 278369, кл. В 23 t) 21/04, 1970.
Фи9.1
фаг г Hi
фиг д 12
Вадб
Фиг.

| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоотрезной станок | 1985 |
|
SU1296320A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| Устройство для резки неповоротныхТРуб | 1979 |
|
SU806263A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |