Изобретение относится к устройствам, применяемым при производстве алюминия, в. частности к конструкции электролизера.
Целью изобретения является повышение срока службы электролизера за счет увеличения толщины гарниссажа.
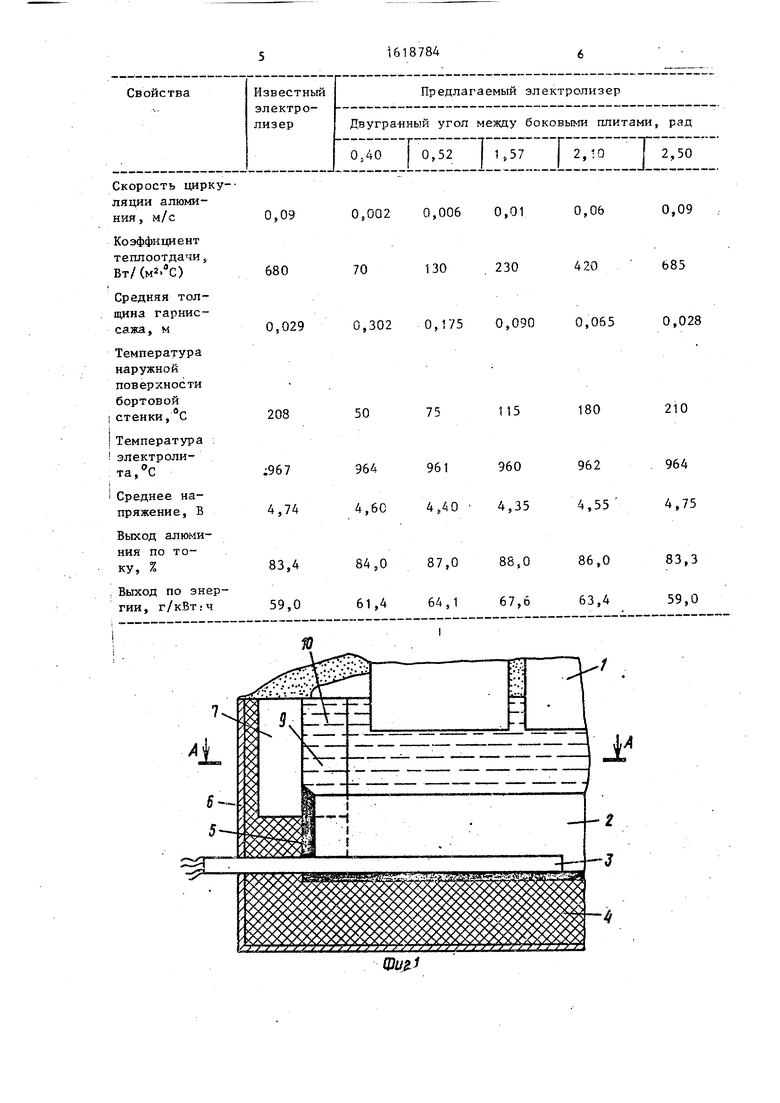
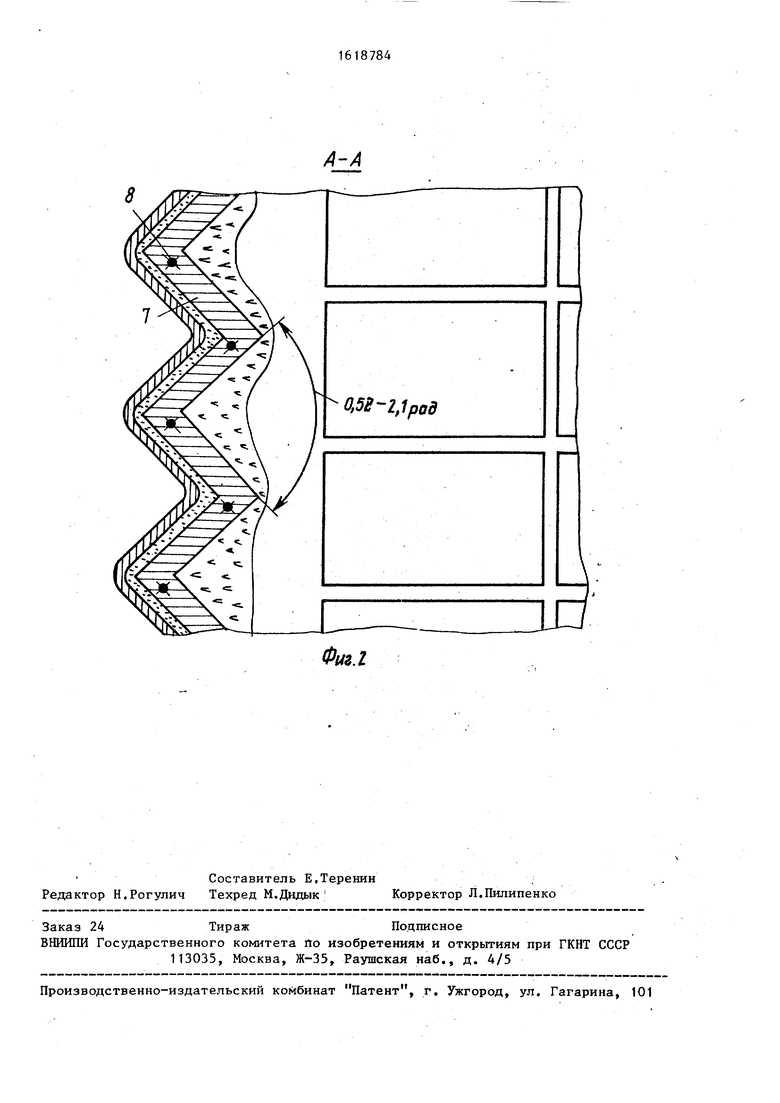
На фиг.1 изображен электролизер, поперечный разрез{ на фиг.2 - разрез А-А на фиг.1.
Алюминиевый электролизер содержит анодные углеродистые блоки 1, угле- графитовые подовые блоки 2, катодные стержни 3, теплоизоляционный цоколь 4, периферийные швы 5, боковые стенки катодного кожуха 6, углеграфитовые боковые плиты 7 и соединительные цилиндрические шпонки 8 из углеродной массы. Шахта ванны электролизера заполнена расплавленным алюминием 9 и криолито-глиноземным расплавом 10 (электролитом).
На теплоизоляционный цоколь 4 укладывают углеграфитовые подовые блоки 2 с катодными стержнями 3. Углеграфитовые боковые плиты 7 устанавливают нэ теплоизоляционную футеровку. С внутренней стороны ванны боковые плиты образуют между собой двугран- ный угол, равный 0,52-2,1 рад. Боковые плиты соединяют между собой цилиндрической шпонкой 8 из углеродной массы.. Производят набивку межблочных и периферийных швов, монтаж анодного .и катодного узла. В процессе обжига и пуска электролизера в шахту ванны заливают расплавленный алюминий, подключают электролизер к серии и на-05
00
1
00 Јъ
плавляют криолито-глиноземный расплав.
Влияние шероховатости на боковой углеграфитовый футеровке, образуемой боковыми плитами, на скорость циркуляции расплава в пограничной зоне борта ванны на рост толщины гарнис- сажа и настыли изучали экспериментально на электролизере с обожженны- ми анодами на силу тока 6 кА, Испы|Тывали пять вариантов конструкции электролизеров, в которых с внутренней стороны ванны боковые плиты
|образуют между собой двугранный угол
равный 0,40} 0.52J 1,57; 2,10 и
2,50 рад.
Продолжительность каждого опыта составляла 2 месяца. Толщину, гарниссажа и настыли измеряли непосредст- венно набором щупов, а также рассчитывали косвенно по температуре наружной поверхности бортовой стенки. Коэффициент теплоотдачи от расплава к стенке измеряли по скорости на- мерзания гарниссажа на поверхности охлаждаемой трубки, погруженной в расплав пограничной зоны бортовой футеровки ванны, Скорость циркуляции расплава алюминия в пограничной зоне измеряли по скорости растворения железного стержня.
Результаты экспериментов представлены в таблице.
В качестве базового объекта принят известный электролизер.
. Как видно из таблицы, наличие шероховатости на внутренней стороне бортовой угле.графитовой футеровки ванные, создаваемой боковыми плита- ми, позволяет уменьшить скорость цикуляции расплава алюминия, снизить коэффициент теплоотдачи от расплава .к боковой стенке, увеличить среднюю толщину гарниссажа и настьши. С рос том толщины гарниссажа и бортовой настьши уменьшается температура наружной поверхности бортовой стенки, Наибольшие технико-экономические показатели имеют электролизеры, у которых боковые плиты образуют между собЬй двугранный угол, равный 0,522,10 рад.
Q
5
0 5 Q
Q
5
0
Нижний предел двугранного угла, равного 0,52 рад, ограничивают тем, что с уменьшением угла пограничная зона распадается на два слоя. В нижнем слое на глубине впадины циркуляция расплава отсутствует, В верхнем слое вблизи вершины выступа формируется зона с интенсивной циркуляцией. Дробление потока на слои с различной интенсивностью циркуляции расплава оказывает влияние на образование гарниссажа. Углеграфитовая футеровка в зоне выступов не защищена гар- ниссажем и бортовыми настылями и поэтому подвергается эрозии, снижается срок службы электролизера и его технико-экономические .показатели.
Верхний предел двугранного угла, равный 2,10 рад, ограничивают тем, что с увеличением угла поток, равномерно омывая боковую поверхность футеровки, не переходит в спокойное состояние. В результате чего на внутренней стороне боковой стенки ванны не образуются застойные зоны с малой скоростью циркуляции расплава. На стенках ванны формируется неустойчивый гарниссаж и бортовые настыли. Отсутствие защитного гарниссажа и бортовой настыли разрушает футеровку.
Таким образом, наличие шероховатости на внутренней стороне бортовой углеграфитовой футеровки ванны, создаваемой боковыми плитами, позволяет обеспечить устойчивый гарниссаж и бортовые настьши, тем самым увеличить срок службы электролизера и улучшить его технико-экономические показатели.
Формула .изобр.етения
Алюминиевый электролизер, содержащий ванну, футерованную углеграфито- выми прямоугольным боковыми плитами, отличающийся тем, что, с целью повышения срока службы электролизера за счет увеличения толщины гарниссажа, футеровочные боковые плиты установлены под углом 0,52- 2,10 рад.
Скорость циркуляции алюминия , м/с
Коэффициент теплоотдачи8 Вт/ (м .аС)
Средняя толщина гарнис- сажа, м
Температура наружной поверхности бортовой I стенки,°С
| Температура : электроли- та,°С
I
i Среднее напряжение, В
Выход алюминия по то0,090,002 0,006 0,01. 0,06 0,09
680
0,029
70
130230
420
208
;967
4,74
50
964
75
1 15
961960
180
962
4,604,40 4,35 4,55
685
0,302 0,175 0,0900,055 0,028
210
964
4,75
70
130230
420
685
0,302 0,175 0,0900,055 0,028
75
1 15
961960
180
962
4,40 4,35 4,55
210
964
4,75
| название | год | авторы | номер документа |
|---|---|---|---|
| Алюминиевый электролизер | 1987 |
|
SU1446195A1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С УТЕПЛЕННОЙ БОРТОВОЙ ФУТЕРОВКОЙ | 2019 |
|
RU2714565C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1998 |
|
RU2149924C1 |
| Способ получения алюминия | 1990 |
|
SU1735436A1 |
| Алюминиевый электролизер | 1990 |
|
SU1788090A1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2096531C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2239003C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2320782C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С ИСКУССТВЕННОЙ НАСТЫЛЬЮ | 2015 |
|
RU2616754C1 |
| Катодное устройство алюминиевого электролизера | 1980 |
|
SU996520A1 |
Изобретение относится к устройствам, применяемым при производстве алюминия, в частности к конструкции электролизера. Цель изобретения - увеличение срока службы электролизера за счет увеличения толщины гар- ниссажа. Углеграфитовые боковые плиты устанавливают на теплоизоляционную футеровку так, чтобы с внутренней стороны ванны боковые плиты образовали между собой двугранный угол, разный 0,52-2,1 рад. Наличие шероховатости, появляющейся в результате установки боковых плит под углом, снижает скорость циркуляции расплава в пограничной зоне борта ванны, что способствует появлению устойчивого гарнисажа и настыли. С ростом толщины гарниссажа и настыли уменьшается температура наружной поверхности бортовой стенки, увеличивается его стойкость, тем самым увеличивается срок службы электролизера и улучшаются технико-экономические показатели. 2 ил., 1 табл. со
0,5В-2,1 род
Фиг.1
| Производство алюминия | |||
| Справочник металлурга по цветным металлам | |||
| - М | |||
| : Металлургия, 1971, с | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
