(54) УСТРОЙСТВО ДЛЯ ФИКСАЦИИ МОМЕНТА КАСАНИЯ ИНСТРУМЕНТА С ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮ Изобретение относится к машино- и приборостроению и может быть использовано при абразивной обработке на шлифовальных, хонинговальных и суперфинишных станках. Известно аналогичное устройство, содержащее пневматическую измерительно-управляющую систему с выносным соплом, выходное отверстие которого расположено на одной из рабочих поверхностей инструмента - на его задней поверхности 1. Однако в известном устройстве предусмотрен зазор между торцом сопла, т. е. его выходным отверстием, и частью рабочей поверхности инструмента - режущей кромкой резца, непосредственно контактирующей с обрабатываемой поверхностью изделия. Это приводит к уменьшению надежности фиксации момента касания инструмента с изделием. Кроме того, известное устройство не отражает специфики абразивной обработки, связанной с самозатачива-. нием инструмента. Цель изобретения - повышение надежности определения момента касания при абразивной обработке.
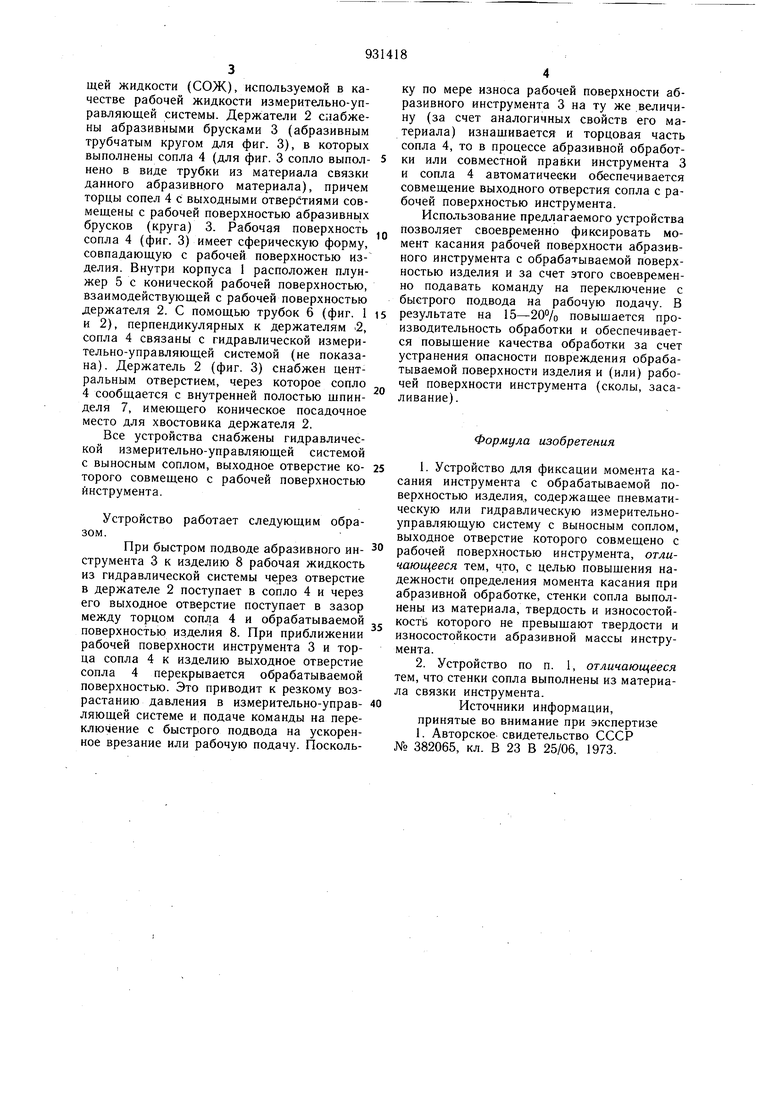
ИЗДЕЛИЯ Поставленная цель достигается тем, что в устройстве, содержащем пневматическую или гидравлическую измерительно-управляющую систему с выносным соплом, выход ное отверстие которого совмещено с рабочей поверхностью инструмента, .стенки сопла выполнены из материала, твердость и износостойкость которого близки, но не превышают твердости и износостойкости абразивной массы инструмента. Стенки сопла могут быть выполнены, например, из материала связки инструмента. На фиг. 1 показана хонинговальная головка для обработки отверстий; на фиг. 2 - устройство для наружного хонингования; на фиг. 3 - устройство для шлифования наружной сферической поверхности внутреннего кольца шарнирного подшипника трубчатым абразивным кругом. Устройство для фиксации момента касания инструмента с обрабатываемой деталью при абразивной обработке отверстий или наружных поверхностей при хонинговании и шлифовании содержит корпус 1, в пазах которого расположены держатели 2 с отверстиями для подвода смазочно-охлаждающей жидкости (СОЖ), используемой в качестве рабочей жидкости измерительно-управляющей системы. Держатели 2 снабжены абразивными брусками 3 (абразивным трубчатым кругом для фиг. 3), в которых выполнены сопла 4 (для фиг. 3 сопло выполнено в виде трубки из материала связки данного абразивного материала), причем торцы сопел 4 с выходными отверстиями совмещены с рабочей поверхностью абразивнь1х брусков (круга) 3. Рабочая поверхность сопла 4 (фиг. 3) имеет сферическую форму, совпадающую с рабочей поверхностью изделия. Внутри корпуса 1 расположен плунжер 5 с конической рабочей поверхностью, взаимодействующей с рабочей поверхностью держателя 2. С помощью трубок 6 (фиг. 1 и 2), перпендикулярных к держателям 2, сопла 4 связаны с гидравлической измерительно-управляющей системой (не показана). Держатель 2 (фиг. 3) снабжен центральным отверстием, через которое сопло 4 сообщается с внутренней полостью шпинделя 7, имеющего коническое посадочное место для хвостовика держателя 2.
Все устройства снабжены гидравлической измерительно-управляющей системой с выносным соплом, выходное отверстие которого совмещено с рабочей поверхностью инструмента.
Устройство работает следующим образом.
При быстром подводе абразивного инструмента 3 к изделию 8 рабочая жидкость из гидравлической системы через отверстие в держателе 2 поступает в сопло 4 и через его выходное отверстие поступает в зазор между торцом сопла 4 и обрабатываемой поверхностью изделия 8. При приближении рабочей поверхности инструмента 3 и торца сопла 4 к изделию выходное отверстие сопла 4 перекрывается обрабатываемой поверхностью. Это приводит к резкому возрастанию давления в измерительно-управляющей системе и подаче команды на переключение с быстрого подвода на ускоренное врезание или рабочую подачу. Поскольку по мере износа рабочей поверхности абразивного инструмента 3 на ту же .величину (за счет аналогичных свойств его материала) изнащивается и торцовая часть сопла 4, то в процессе абразивной обработки или совместной правки инструмента 3 и сопла 4 автоматически обеспечивается совмещение выходного отверстия сопла с рабочей поверхностью инструмента.
Использование предлагаемого устройства позволяет своевременно фиксировать момент касания рабочей поверхности абразивного инструмента с обрабатываемой поверхностью изделия и за счет этого своевременно подавать команду на переключение с быстрого подвода на рабочую подачу. В результате на 15-20% повышается производительность обработки и обеспечивается повышение качества обработки за счет устранения опасности повреждения обрабатываемой поверхности изделия и (или) рабочей поверхности инструмента (сколы, засаливание).
Формула изобретения
1.Устройство для фиксации момента касания инструмента с обрабатываемой поверхностью изделия,, содержащее пневматическую или гидравлическую измерительноуправляющую систему с выносным соплом, выходное отверстие которого совмещено с рабочей поверхностью инструмента, отличающееся тем, что, с целью повышения надежности определения момента касания при абразивной обработке, стенки сопла выполнены из материала, твердость и износостойкости которого не превышают твердости и износостойкости абразивной массы инструмента.
2.Устройство по п. 1, отличающееся тем, что стенки сопла выполнены из материала связки инструмента.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 382065, кл. В 23 В 25/06, 1973.
сриз.г
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Каучуковая связка абразивногоиНСТРуМЕНТА | 1979 |
|
SU812550A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2012 |
|
RU2524455C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
в
fpue.3
г
