Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании плоскостных деталей на станках с програ иным управлением, преимущественно, концевыми фрезами с центровым отверстием на торце режущей части. Цель изобретения - расширение технологических возможностей. Указанная цель достигается тем, что при перемещении фрезы вокруг центра поворота меняют положение последней, располагая ее последовательно на дуге окружности в направлении, противоположном перемещению торца фрезы, причем радиу : окружнос ти равен разности между расстоянием о оси поворота до обрабатьгеаемой поверхности и радиусом окружности, по которой перемещается торец фрезы при врезании. Указанные признаки обеспечивают возможность вразения фрезы на большую глубину при небольшой длине вре зания. Теи самым расширяется номенк латура деталей, обеспечиваемых пред лагаемьтм способом.. На чертеже представлена схема предлагаемого способа. Способ осуществляется следующим образом. Перед обработкой полости детали концевую фрезу 1 с центровым отверстием 2 на торце режущей части разворачивают относительно обрабатываемой поверхности 3, которая должна быть получена с помощью шпиндельной головки вокруг оси ее пёворот а, рас положенной в точке А, на угол и устанавливают над поверхностью 4 заготовки на высоте , равной величине врезания. В результате фреза своей осью вращения займет положение вдоль линии А-А, а центр ее на торце режущей части будет находиться в точке А , из 1соторой фрезе 1 сообщают поступательное движение в плоскости ее разворота, .перемещая центр фрезы по прямой 5 под углом ff- к поверхности 2 в точку А с подачей 5д. При этом ось поворота головки станка из точки А переместиться в точку В, после чего фреза 1 своей осью вращения будет расположена вдоль линии В-А. Переме772щение фрезы по координатам соста Z.H -s((l-COSt) / у, V - А где д2д - линейное перемещение фрезы по координате Z ; Н - глубина полости детали; Dcp - диаметр фрезы; ее,- угол разворота фрезы перед обработкой; величина врезания; дУ перемещение фрезы по координате X или У; - радиус дуги врезания фрезы, который выбирают из условияZ. - длина полости детали; а - величина оставляемого припуска на сторону; расстояние от оси поворота фрезы до обрабатываемой поверхности. Из тачки А центр фрезы 1 перемещают по дуге окружности 6 с радиусом РЙР В точку с подачей S,( путем поворота фрезы вокруг точки О, для чего одновременно с поворотом фрезы с угловой скоростью W на угол ь(. вокруг оси, расположенной в то4ке В, меняют положение оси В, сообщая при этом ей линейные перемещения в направлении, противоположном перемещению фрезы по дуге окружности 7 с радиусом о , равным разности расстояния Rj от оси вращения до обрабатьшаемой поверхности и радиусом R дуги 6 врезания фрезы 1 , т.е. RO ст в точку С с линейной скоростью Х, , которую определяют по формуле -ГС-) Перемещение оси поворота по координатам при повороте фрезы на угол tf. составит Robi ос , л2д R {1-COSr). После врезания в полость ведут последующую обработку детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки плоскостных деталей | 1980 |
|
SU965631A1 |
| Способ фрезерования ребер деталей | 1985 |
|
SU1227372A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ обработки плоскостных деталей на станках с программным управлением | 1982 |
|
SU1060348A1 |
| Способ фрезерования на станках с программным управлением | 1986 |
|
SU1495020A1 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| Способ обработки плоскостных деталей | 1980 |
|
SU965630A1 |
| Способ обработки плоскости | 1983 |
|
SU1139576A1 |
| Способ обработки плоскостных деталей | 1989 |
|
SU1646714A2 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
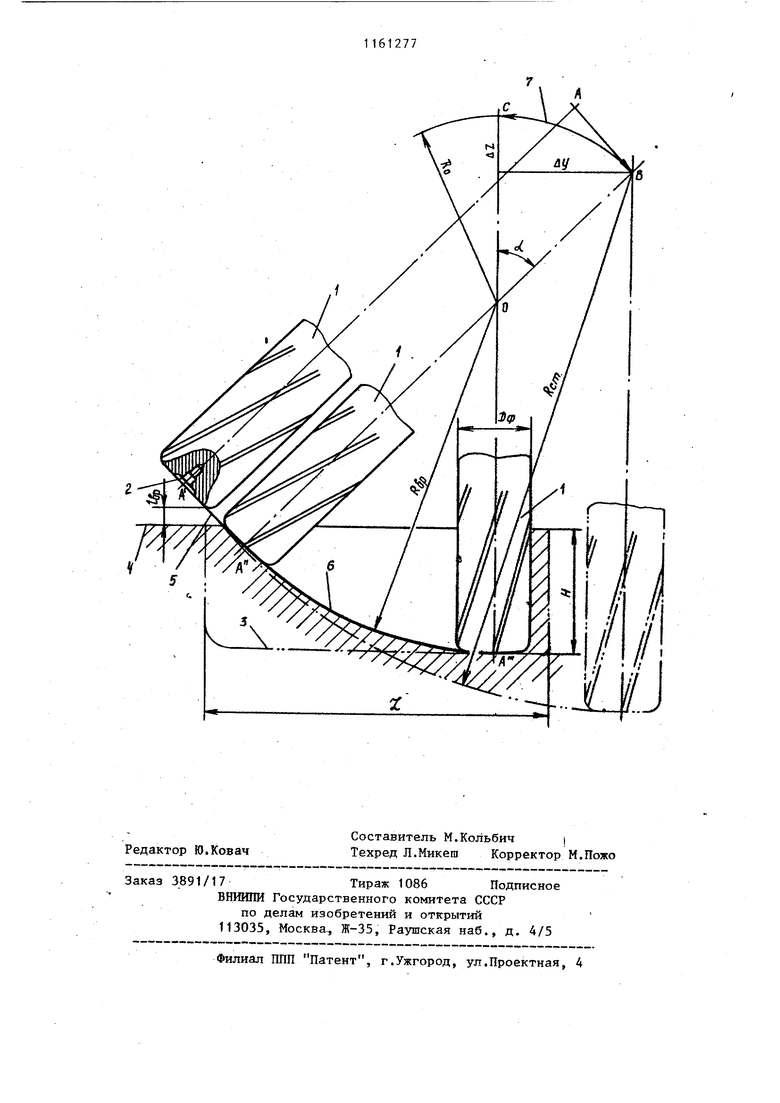
СПОСОБ ОБРАБОТКИ ПЛОСКОСТНЫХ ДЕТАЛЕЙ .НА СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ по авт.св. 1 1060348, отличающийся тем, что, с целью расширения технологических возможностей, при перемещении фрезы вокруг центра поворота меняют положение последнего, располагая его последовательно на дуге окружности в направлении, противоположном перемещению торца фрезы, приче радиус окружности равен разности расстояния от центра поворота до обрабатываемой поверхности и радиусу окружности, по которой перемещается торец фрезы при врезании.
| Способ обработки плоскостных деталей на станках с программным управлением | 1982 |
|
SU1060348A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
