Фиг.1
Изобретение относится к машиностроению и, в частности, к изготовлению гильз силовых цилиндров.
Цель изобретения - повышение долговечности гильзы путем уменьшения ее магнитного сопротивления.
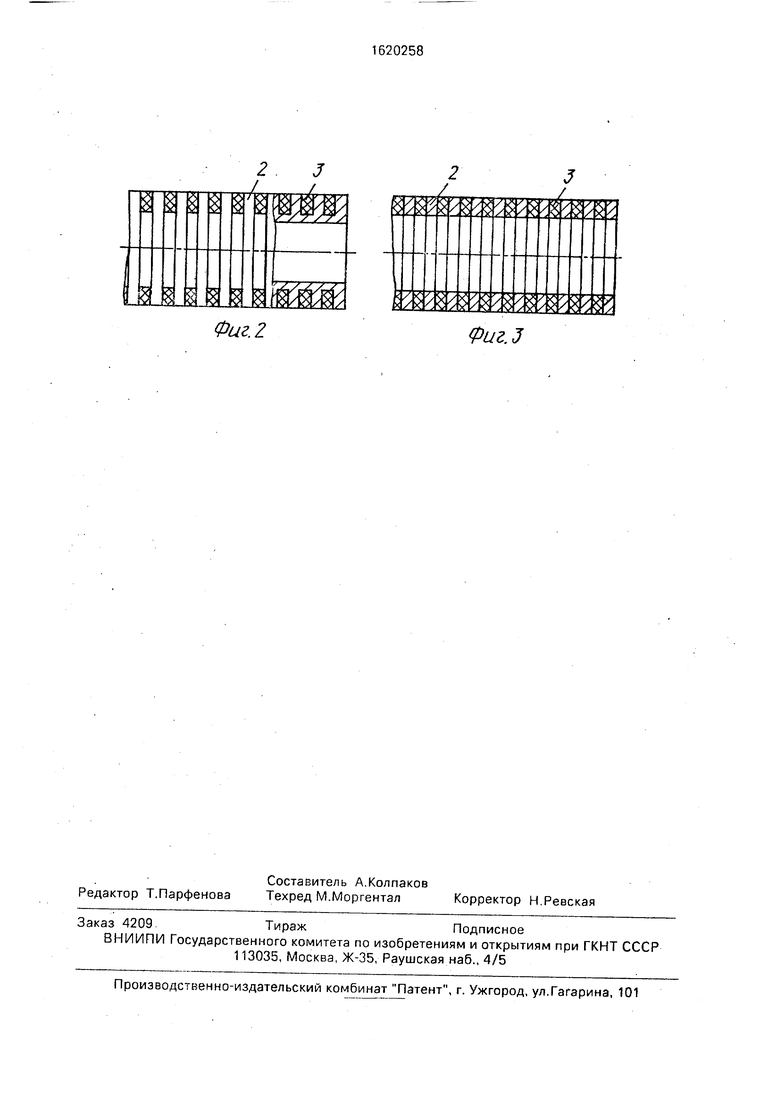
На фиг.1 изображена трубная заготовка, на которой металлические элементы получены путем выполнения кольцевых проточек глубиной не менее, чем до внутреннего диаметра гильзы; на фиг.2 - то же, с кольцевыми проточками, заполненными связующим неметаллическим материалом; на фиг.З - готовое изделие - гильза.
Способ изготовления гильзы магнито- пневматического силового цилиндра включает изготовление из трубной заготовки 1, выполненной из магнитомягкого материала, направление легчайшего намагничивания которого перпендикулярно оси гильзы, металлических элементов 2, их магнитное текстурирование, а также получение подобных им неметаллических элементов 3 и герметичное соединение одних с другими в чередующемся порядке. Металлические элементы 2 формируют путем выполнения канавок 4 на трубной заготовке 1 глубиной, по меньшей мере соответствующей внутреннему диаметру изготовляемой гильзы. Получение неметаллических элементов 3 и герметичное их соединение с металлическими элементами 2 осуществляют путем заполнения канавок 4 связующим материалом и его отверждения, после чего удаляют материал трубной заготовки со стороны ее внутреннего диаметра, при этом магнитное текстурирование металлических элементов 2 осуществляют после соединения металлических элементов 2 с неметаллическими элементами 3 до удаления материала трубной заготовки 1.
П р и м е р. На трубной заготовке 1 из перминвара с наружным диаметром D 50 мм и толщиной стенки 8 мм выполняют канавки 4 шириной 0,5 мм на расстоянии, равном 1 мм, и глубиной 6 мм Затем отжи- ганЗт трубную заготовку 1 при 450°С в течение 120 ч и охлаждают в магнитном поле. В результате в заготовке 1 создается магнитная текстура с ориентацией направления
легчайшего намагничивания перпендикулярно оси заготовки 1. Затем канавки 4 заполняют эпоксидным клеем ВК-9. Клей отверждают в течение одного часа при нагреве заготовки до 60°С. После этого заготовку обтачивают до диаметра 46 мм и растачивают осевое отверстие до диаметра 40 мм. Таким образом получают гильзу с толщиной стенки 3 мм.
Изобретение позволяет повысить долговечность гильзы путем уменьшения ее магнитного сопротивления,
Формула изобретения
1. Способ изготовления гильзы магнитопневматическою силового цилиндоа, включающий изготовление из трубной заготовки, выполненной из магнитомягкого материала, направление легчайшего намагничивания которого перпендикулярно оси гильзы, металлических элементов, их магнитное текстурирование, а также получение подобных им неметаллических элементов и герметичное соединение одних с другими в
чередующемся порядке, отличаю щий- с я тем, что, с целью повышения долговечности гильзы путем уменьшения ее магнитного сопротивления, металлические элементы формируют путем выполнения канавок на наружной поверхности трубной за- готовки глубиной, по меньшей мере соответствующей внутреннему диаметру изготовляемой гильзы, получение неметаллических элементов и герметичное их соединение с металлическими элементами, осуществляют путем заполнения упомянутых канавок связующим материалом с последующим его отверждением, после чего удаляют материал трубной заготовки со стороны ее внутреннего диаметра, при этом магнитное текстурирование металлических элементов осуществляют после выполнения канавок, но до соединения элементов и уда-, ления материала трубной заготовки.
2. Способ по п.1,отличающийся
тем, что канавки на наружной поверхности
трубной заготовки выполняют кольцевыми.
3. Способ по п. 1,отличающийся
тем, что канавки на наружной поверхности
трубной заготовки выполняют винтовыми.
2
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения покрытий на металлических поверхностях | 2002 |
|
RU2224826C1 |
| Магнитопневматический цилиндр Завьялова В.Д. | 1986 |
|
SU1536084A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| УЗЕЛ СОЕДИНЕНИЯ АРМИРОВАННОЙ ПОЛИМЕРНОЙ ТРУБЫ | 2014 |
|
RU2586031C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2132759C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2455106C1 |
| УСТРОЙСТВО ДЛЯ ТРУБНОГО СОЕДИНЕНИЯ | 2000 |
|
RU2258169C2 |
| НАСОСНО-КОМПРЕССОРНАЯ ТРУБА | 2003 |
|
RU2240464C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1996 |
|
RU2095180C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129055C1 |
Изобретение относится к машиностроению, в частности к изготовлению гильз силовых цилиндров. Цель изобретения - повышение долговечности гильзы путем уменьшения ее магнитного сопротивления. Из трубной заготовки 1, выполненной из магнитотекстурированного материала, направление легчайшего намагничивания которого перпендикулярно оси заготовки, изготовляют металлические элементы (МЭ) 2. МЭ 2 герметично соединяют в чередующемся порядке с неметаллическими элементами. МЭ 2 формируют на заготовке, располагая их на ее наружной поверхности После этого смежные участки МЭ 2 разделяют между собой путем удаления материала заготовки Магнитное текстурирование материала производят до удаления материала заготовки. Формирование МЭ 2 осуществляют путем выполнения кольцевых канавок 4 на заготовке глубиной не менее внутреннего диаметра изготовляемой гильзы. Канавки м.б выполнены винтовыми. 2 з.п. ф-лы, 3 ил СО с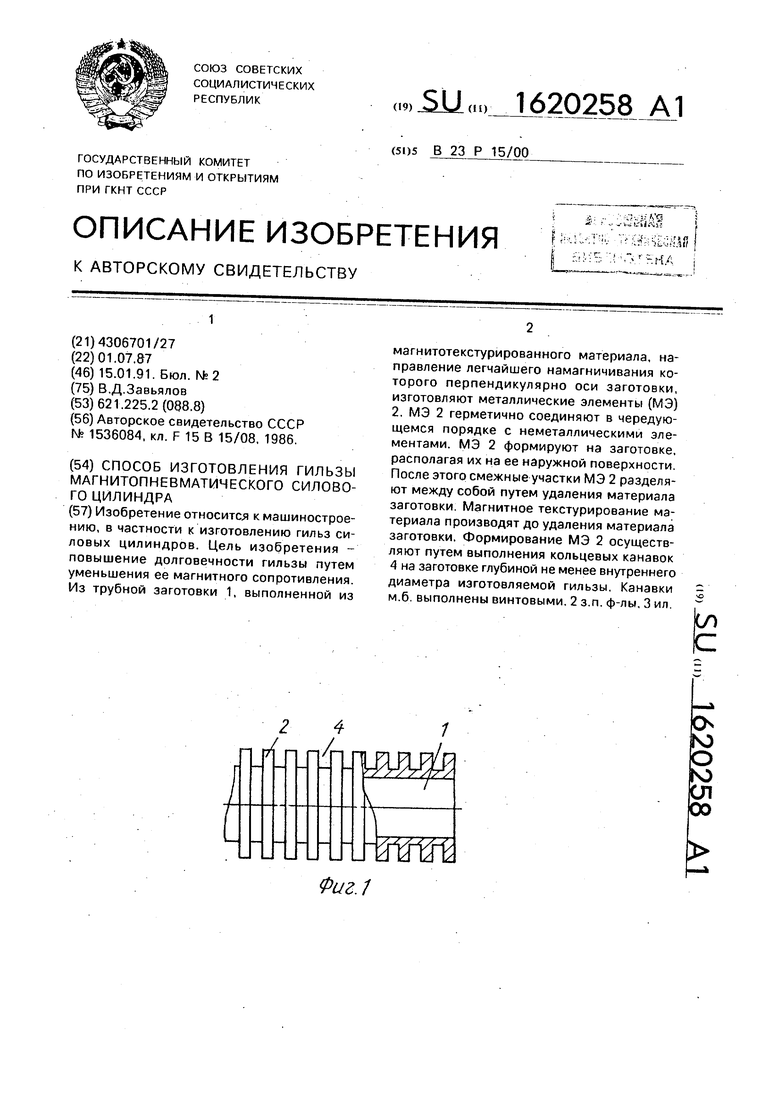
Фиг. 2
Фиг.З
| Магнитопневматический цилиндр Завьялова В.Д. | 1986 |
|
SU1536084A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
