Изобретение относится к области обработки металлов давлением и, в частности, к процессам закрепления труб в трубных решетках путем локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления в трубных решетках, при котором трубу устанавливают в отверстие решетки, имеющее на поверхности три кольцевых выступа, фиксируют трубу от осевого перемещения с последующим ее закреплением в решетке приложением радиального давления к внутренней поверхности стенок трубы, вызывая внедрение кольцевых выступов решетки во внешнюю поверхность трубы с образованием уплотнения ножевого типа (см. рекламный проспект "Технологическая оснастка для ремонта и изготовления теплообменного оборудования", Санкт-Петербургский морской технический университет, 1990 г.).
К недостаткам известного способа закрепления труб в трубных решетках следует отнести: высокую трудоемкость изготовления кольцевых выступов в отверстиях трубной решетки, так как высота выступов определяется диаметром отверстия в решетке и составляет от 0,04 мм до 0,15 мм: уменьшение поперечного сечения трубы из-за ее подрезания на глубину, равную высоте кольцевого выступа в отверстии в решетке; деформирование перегородок в трубной решетке при получении кольцевых выступов шариковыми раскатниками, что искажает геометрические размеры соседних отверстий; практически невозможное повторное использование решетки, что связано с операцией удаления трубы из решетки, при которой разрушаются кольцевые выступы в отверстии решетки.
Известен также способ закрепления труб в трубных решетках, при котором на внешней поверхности концов трубы формируются кольцевые выступы, устанавливают ее в решетку с отверстиями, имеющими кольцевые канавки прямоугольного поперечного сечения, обеспечивая совпадение выступов и канавок, фиксируют трубу от возможного осевого перемещения с последующим ее закреплением в решетке путем приложения сжимающего усилия со стороны внутренней поверхности трубы (см. а.с. N 265060, МПК B 21 D 39/06, 1970 г.)-прототип.
К недостаткам известного способа закрепления труб в трубных решетках следует отнести: наличие на концах трубы кольцевых выступов прямоугольного поперечного сечения, что обуславливает их небольшие геометрические размеры и, как следствие, закрепление трубы в решетке осуществляют только заполнением объемов кольцевых выемок решетки материалом трубы, что не гарантирует требуемую герметичность сборки; трудности, связанные с обеспечением гарантированного совпадения выступов на трубе с выемками в отверстии решетки.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках на стадии ремонта теплообменного аппарата нежесткого типа, который в условиях регламентируемого силового воздействия на решетку позволил бы повысить характеристики прочности и герметичности сборки.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, при котором на внешней поверхности концов трубы формируют кольцевые выступы, устанавливают ее в решетку с отверстиями, имеющими кольцевые канавки прямоугольного поперечного сечения, обеспечивая совпадение выступов и канавок, фиксируют трубу от возможного осевого перемещения с последующим ее закреплением в решетке путем приложения сжимающего усилия со стороны внутренней поверхности трубы, согласно изобретению между трубой и трубной решеткой методом холодной пластической деформации формируют уплотнения ножевого типа по местоположению кромок кольцевых канавок в трубной решетке, для чего на внешней поверхности конца трубы образуют кольцевые выступы трапециевидного поперечного сечения, а по обеим сторонам кольцевых канавок решетки на длине, равной длине большего основания трапециевидного поперечного сечения выступа, выполняют кольцевые выемки треугольного поперечного сечения с острыми углами, обращенными в сторону канавки.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет регламентировать и избирательно создавать силовое воздействие трубы на стенки отверстия в решетке; обеспечить повышенные (по сравнению с известным техпроцессом - прототипом) стабильные характеристики прочности и герметичности сборки; устранить трудности, связанные с необходимостью обеспечения гарантированного совпадения кольцевых выступов на трубе с кольцевыми канавками решетки на стадии установки трубы в решетку.
Это объясняется тем, что, выполняя предварительное профилирование внешней поверхности конца трубы, создаются условия, когда возможно производить внедрение объема кольцевого выступа на трубе с одновременным формированием уплотнения ножевого типа по обеим сторонам кромок каждой кольцевой канавки. Последним, в сочетании с качественным заполнением канавки решетки материалом трубы, обеспечиваются повышенные характеристики прочности и герметичности сборки.
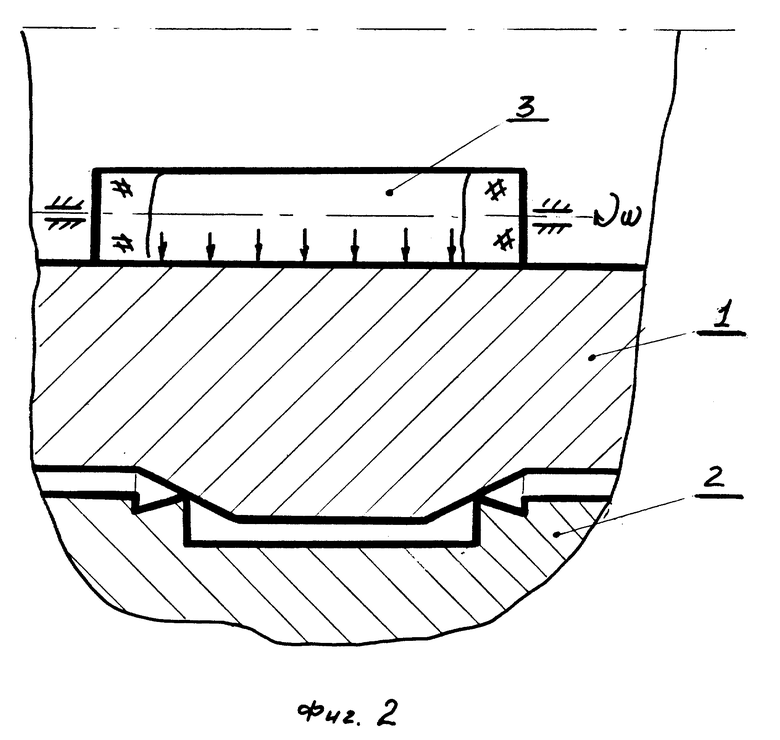
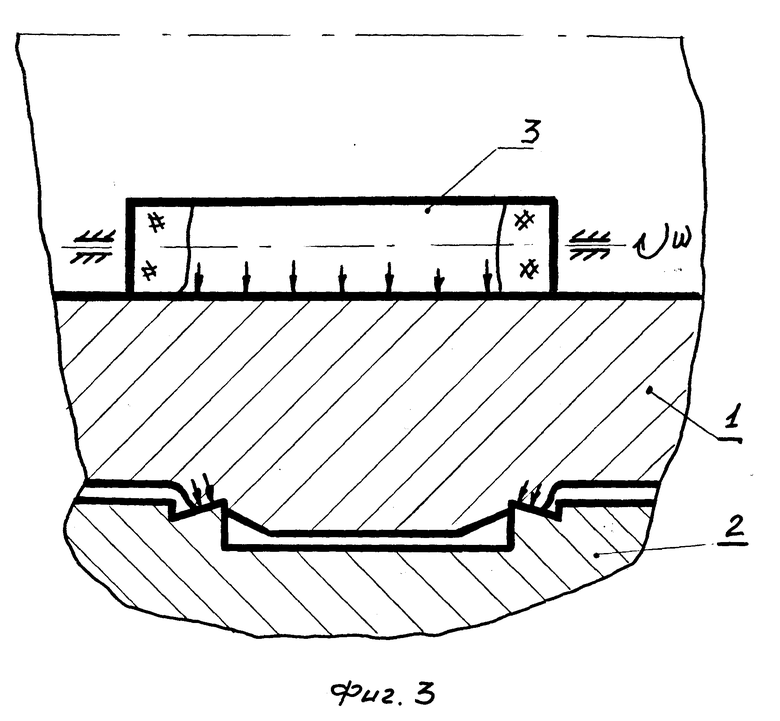
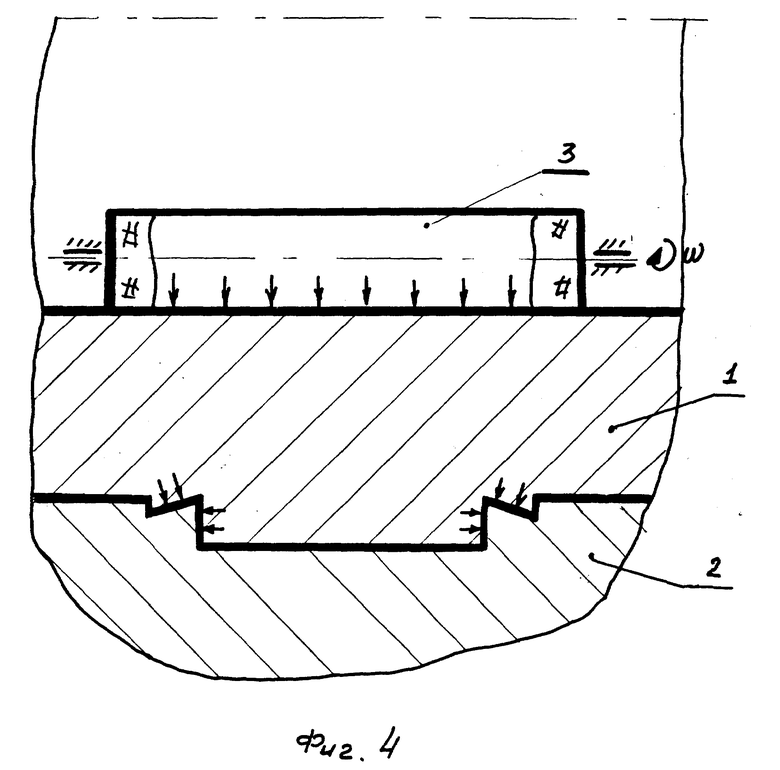
Сущность изобретения поясняется чертежами, где на фиг. 1 показано исходное положение фрагментов трубы с трапециевидным выступом и кольцевой канавки решетки перед осуществлением операции сборки; на фиг. 2 - стадия касания кольцевым выступом трубы кромок трубной решетки; на фиг. 3 - стадия внедрения выступа на трубе в объем кольцевой канавки решетки с одновременным формированием уплотнения ножевого типа, на фиг. 4 - окончание процесса образования сборки.
Вариант осуществления изобретения состоит в следующем.
На одном изх этапов выполнение подготовительных операций концов трубы 1 к сборке, производят формирование на их внешних поверхностях кольцевых выступов трапециевидного поперечного сечения. А в каждом из отверстий трубной решетки 2 по местоположению кромок кольцевых канавок выполняют кольцевые выемки треугольного поперечного сечения с острыми углами, обращенными в сторону канавки.
Затем устанавливают трубу 1 в отверстие решетки 2 таким образом, чтобы ось кольцевой симметрии выступа на трубе 1 совпадала с осью кольцевой симметрии канавки в решетке 2 (фиг. 1).
Далее в отверстие трубы 1 вводят инструмент - вальцовку, содержащую ролики 3 (показан только один ролик). После чего ролику 3 сообщают вращательное движение с одновременным радиальным перемещением. Наличие трапециевидной формы поперечного сечения выступа на трубе 1 позволяет при перемещении ее стенки от действия ролика 3 первоначально заполнить часть свободного объема решетки 2 и только с некоторого момента (фиг. 2) будут иметь место внедрение выступа на трубе 1 в кромки канавок на решетке 2 и формирование уплотнения ножевого типа по периметрам кромок (фиг. 3). Следует подчеркнуть, что качественному образованию уплотнения ножевого типа способствует условие, по которому площадь поперечного сечения F1 выступа на трубе 1 превышает площадь поперечного сечения F2 кольцевой выемки треугольного поперечного сечения на кромках решетки 2. Процесс развальцовки завершается на стадии, когда цилиндрическая внешняя поверхность трубы 1 достигнет цилиндрической поверхности решетки 2. В этом случае отсутствует избыточная нагрузка на стенки отверстия в решетке 2, что предотвращает ее коробление (фиг. 4).
Опытно-промышленная проверка разработанного способа прошла при закреплении труб из стали 10 с геометрическими размерами 25•2,5 мм в отверстиях трубных решеток диаметром 26,4 мм, выполненных из стали Ст.3. Толщина трубной решетки составляла 60 мм. Технологическая оснастка для получения кольцевых выступов на трубах изготавливалась из инструментальной стали У8А, имевшей после закалки твердость HRC 56...58 ед. Кольцевые выступы имели следующие геометрические размеры: высоту - 0,5 мм, диаметр - 26,0 мм и основания трапеции: малое - 2,0 мм, большое - 4,0 мм. Таким образом, угол наклона образующей боковой поверхности трапеции к большему ее основанию составлял 26 градусов 30 минут.
Отверстия решетки имели кольцевые канавки прямоугольного поперечного сечения шириной - 3,0 мм и глубиной - 0,5 мм.
По периметру канавок в отверстиях решетки выполняли режущим инструментом выемки шириной 0,5 мм и глубиной - 0,2 мм, что обеспечивало превышение объема материала в выступе трубы над объемом выемок в решетке по местоположению уплотнения ножевого типа.
Закрепление труб в трубных решетках осуществляли вальцовками фирмы "Индреско" и с применением стенда этой же фирмы.
Проведенные испытания сборки на прочность и герметичность показали ее соответствие требованиям производства.
Изобретение может быть использовано при ремонте теплообменных аппаратов, применяемых в различных отраслях промышленности, а также в энергетических установках судов и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2133164C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2132759C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129056C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2109589C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1996 |
|
RU2107572C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2160174C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129054C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2133165C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2160175C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2157288C2 |
Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках путем локализованного направленного пластического деформирования материала трубы. Способ закрепления труб в трубных решетках, при котором на внешней поверхности концов трубы формируют кольцевые выступы, устанавливают ее в решетку с отверстиями, имеющими кольцевые канавки прямоугольного поперечного сечения, обеспечивая совпадение выступов и канавок, фиксируют трубу от возможного осевого перемещения с последующим ее закреплением в решетке путем приложения сжимающего усилия со стороны внутренней поверхности решетки. Между трубой и трубной решеткой методом холодной пластической деформации формируют уплотнения по местоположению кромок кольцевых канавок в трубной решетке, для чего на внешней поверхности конца трубы образуют кольцевые выступы трапециевидного поперечного сечения, а по обеим сторонам кольцевых канавок решетки на длине, равной длине большего основания трапециевидного поперечного сечения выступа, выполняют кольцевые выемки треугольного поперечного сечения с острыми углами, обращенными в сторону канавки. Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет: регламентировать и избирательно создавать силовое воздействие трубы на стенки отверстия в решетке, обеспечить повышенные стабильные характеристики прочности и герметичности сборки, устранить трудности, связанные с необходимостью обеспечения гарантированного совпадения кольцевых выступов на трубе с кольцевыми канавками решетки на стадии установки трубы в решетку. 4 ил.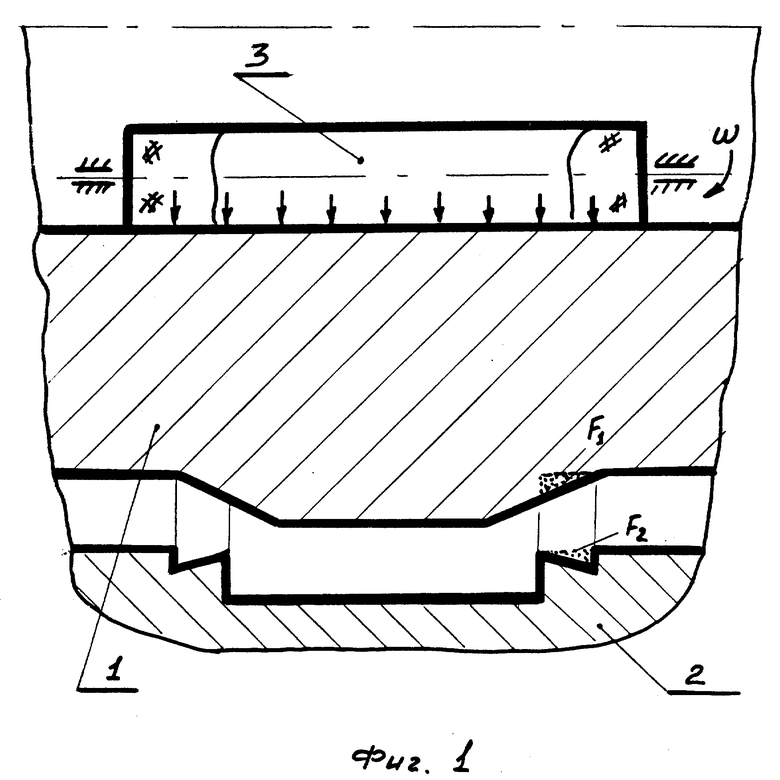
Способ закрепления труб в трубных решетках, включающий формирование кольцевых выступов на внешней поверхности концов трубы, установку ее в трубную решетку с отверстиями, имеющими кольцевые канавки прямоугольного поперечного сечения, обеспечивая совпадение выступов и канавок, фиксацию трубы от возможного осевого перемещения с последующим ее закреплением в решетке путем приложения сжимающего усилия со стороны внутренней поверхности трубы, отличающийся тем, что между трубой и трубной решеткой методом холодной пластической деформации формируют уплотнения, для чего на внешней поверхности концов трубы образуют кольцевые выступы трапециевидного поперечного сечения, а по обеим сторонам кольцевых канавок на длине, равной длине большого основания трапециевидного поперечного сечения выступа, выполняют кольцевые выемки треугольного поперечного сечения с острыми углами, обращенные в сторону канавки.
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2078636C1 |
| 0 |
|
SU277712A1 | |
| Способ соединения деталей арматуры | 1980 |
|
SU919789A1 |
| СТАЛЬ ДЛЯ НАПЛАВКИ | 1972 |
|
SU427817A1 |

