Изобретение относится к неразрушающим методам контроля, в частности к средствам для контроля процесса снятия и перераспределения остаточных напряжений, их стабилизации при искусственном старении, например вибрационном.
Цель изобретения - повышение производительности контроля за счет устранения большого количества измерений,
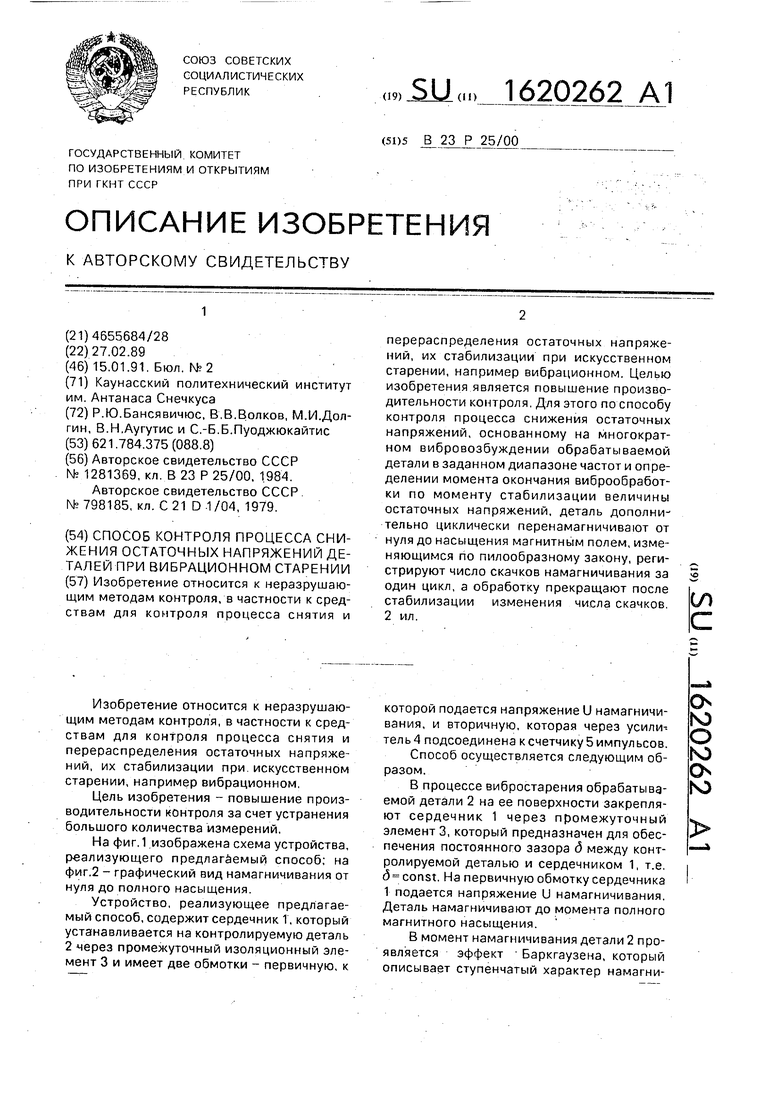
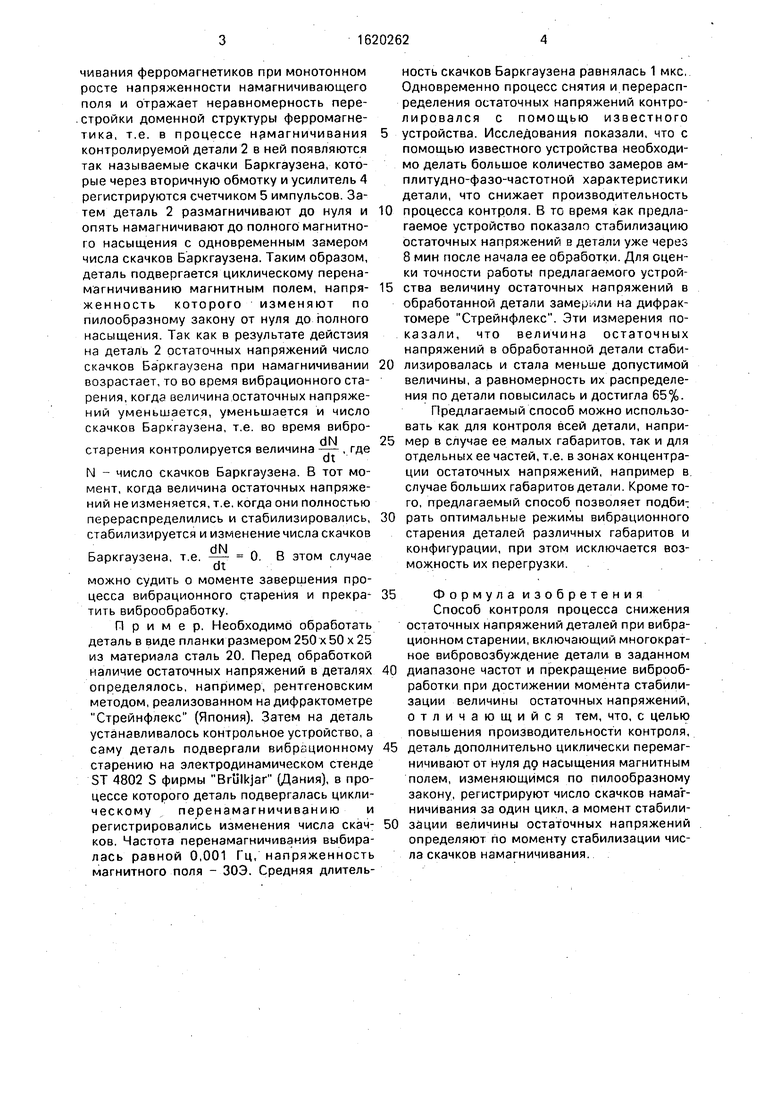
На фиг.1 изображена схема устройства, реализующего предлагаемый способ; на фиг.2 - графический вид намагничивания от нуля до полного насыщения.
Устройство, реализующее предлагаемый способ, содержит сердечник 1, который устанавливается на контролируемую деталь 2 через промежуточный изоляционный элемент 3 и имеет две обмотки - первичную, к
которой подается напряжение U намагничивания, и вторичную, которая через усилитель 4 подсоединена к счетчику 5 импульсов.
Способ осуществляется следующим образом.
В процессе вибростарения обрабатываемой детали 2 на ее поверхности закрепляют сердечник 1 через промежуточный элемент 3, который предназначен для обеспечения постоянного зазора б между контролируемой деталью и сердечником 1, т.е. д const. На первичную обмотку сердечника 1 подается напряжение U намагничивания. Деталь намагничивают до момента полного магнитного насыщения.
В момент намагничивания детали 2 проявляется эффект Баркгаузена, который описывает ступенчатый характер намагнио ю о ю о ю
чивания ферромагнетиков при монотонном росте напряженности намагничивающего поля и отражает неравномерность перестройки доменной структуры ферромагнетика, т.е. в процессе намагничивания контролируемой детали 2 в ней появляются так называемые скачки Баркгаузена, которые через вторичную обмотку и усилитель 4 регистрируются счетчиком 5 импульсов. Затем деталь 2 размагничивают до нуля и опять намагничивают до полного магнитного насыщения с одновременным замером числа скачков Баркгаузена. Таким образом, деталь подвергается циклическому перенамагничиванию магнитным полем, напряженность которого изменяют по пилообразному закону от нуля до полного насыщения. Так как в результате действия на деталь 2 остаточных напряжений число скачков Баркгаузена при намагничивании возрастает, то во время вибрационного старения, когда величина остаточных напряжений уменьшается, уменьшается и число скачков Баркгаузена, т.е. во время виброdN
старения контролируется величина - , где
at
N - число скачков Баркгаузена. В тот момент, когда величина остаточных напряжений не изменяется, т.е. когда они полностью перераспределились и стабилизировались, стабилизируется и изменение числа скачков dN
Баркгаузена, т.е.
dt
0. В этом случае
можно судить о моменте завершения процесса вибрационного старения и прекратить виброобработку.
Пример. Необходимо обработать деталь в виде планки размером 250 х 50 х 25 из материала сталь 20. Перед обработкой наличие остаточных напряжений в деталях определялось, например, рентгеновским методом, реализованном на дифрактометре Стрейнфлекс (Япония). Затем на деталь устанавливалось контрольное устройство, а саму деталь подвергали вибрационному старению на электродинамическом стенде ST 4802 S фирмы Brulkjar (Дания), в процессе которого деталь подвергалась циклическому перенамагничиванию и регистрировались изменения числа скачков. Частота перенамагничивания выбиралась равной 0,001 Гц, напряженность магнитного поля - ЗОЭ. Средняя длительность скачков Баркгаузена равнялась 1 мкс, Одновременно процесс снятия и перераспределения остаточных напряжений контролировался с помощью известного
устройства. Исследования показали, что с помощью известного устройства необходимо делать большое количество замеров амплитуд но-фазо-частотной характеристики детали, что снижает производительность
процесса контроля. В то время как предлагаемое устройство показало стабилизацию остаточных напряжений в детали уже через 8 мин после начала ее обработки. Для оценки точности работы предлагаемого устройства величину остаточных напряжений в обработанной детали замерзли на дифрак- томере Стрейнфлекс. Эти измерения показали, что величина остаточных напряжений в обработанной детали стабилизировалась и стала меньше допустимой величины, а равномерность их распределения по детали повысилась и достигла 65%. Предлагаемый способ можно использовать как для контроля всей детали, например в случае ее малых габаритов, так и для отдельных ее частей, т.е. в зонах концентрации остаточных напряжений, например в случае больших габаритов детали. Кроме того, предлагаемый способ позволяет подбирать оптимальные режимы вибрационного старения деталей различных габаритов и конфигурации, при этом исключается возможность их перегрузки.
Формулаизобретения
Способ контроля процесса снижения остаточных напряжений деталей при вибрационном старении, включающий многократное вибровозбуждение детали в заданном
диапазоне частот и прекращение виброобработки при достижении момента стабилизации величины остаточных напряжений, отличающийся тем, что, с целью повышения производительности контроля,
5 деталь дополнительно циклически перемаг- ничивают от нуля до насыщения магнитным полем, изменяющимся по пилообразному закону, регистрируют число скачков намагничивания за один цикл, а момент стабили0 зйции величины остаточных напряжений определяют по моменту стабилизации числа скачков намагничивания.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля механических свойств металлопроката, изготовленного из ферромагнитных металлических сплавов и устройство для его осуществления | 2023 |
|
RU2807964C1 |
| Способ контроля физико-механических показателей ферромагнитных изделий и устройство для его осуществления | 1985 |
|
SU1325347A1 |
| Способ контроля процесса вибро-ОбРАбОТКи КОНСТРуКций и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU798185A1 |
| Способ контроля физико-механических свойств ферромагнитных изделий и устройство для его осуществления | 1987 |
|
SU1642363A1 |
| СПОСОБ КОНТРОЛЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ РЕЛЬСОВЫХ ПЛЕТЕЙ В УСЛОВИЯХ НАЛИЧИЯ МАГНИТНЫХ И ТЕМПЕРАТУРНЫХ ПОЛЕЙ МЕТОДОМ ШУМОВ БАРКГАУЗЕНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2640492C1 |
| Устройство для контроля цилиндрических магнитных пленок | 1982 |
|
SU1046722A1 |
| Устройство для определения энергетических диаграмм ферромагнитных материалов | 1983 |
|
SU1147968A1 |
| Способ контроля процесса виброобработки деталей и устройство для его осуществления | 1984 |
|
SU1285031A1 |
| МАГНИТОУПРУГИЙ ДАТЧИК ДЛЯ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В ФЕРРОМАГНИТНЫХ МАТЕРИАЛАХ | 2012 |
|
RU2492459C1 |
| Устройство для вибрационного старения металлических изделий | 1988 |
|
SU1629327A1 |
Изобретение относится к неразрушающим методам контроля, в частности к средствам для контроля процесса снятия и перераспределения остаточных напряжений, их стабилизации при искусственном старении, например вибрационном. Целью изобретения является повышение производительности контроля. Для этого по способу контроля процесса снижения остаточных напряжений, основанному на многократном вибровозбуждении обрабатываемой детали в заданном диапазоне частот и определении момента окончания виброобработки по моменту стабилизации величины остаточных напряжений, деталь дополнительно циклически перенамагничивают от нуля до насыщения магнитным полем, изменяющимся по пилообразному закону, регистрируют число скачков намагничивания за один цикл, а обработку прекращают после стабилизации изменения числа скачков 2 ил. сл
Фиг 1
3,
э
фиг. г
t,ce«
| Способ вибрационного снятия остаточных напряжений | 1984 |
|
SU1281369A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ контроля процесса вибро-ОбРАбОТКи КОНСТРуКций и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU798185A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
