J16
ний вибровозбудитель 1 , в середине которого установлен якорь 2, соединенный с подвижным захватом 3, в котором закреплен вал 4. Другой конец вала 4 закреплен в неподвижном захвате 5, который болтами прикреплен к регулирующей втулке 6, имеющий наружную резьбу для ее закрепления в верх
нем конце трубчатого корпуса 7. К нижнему концу трубчатого корпуса 7 присоединен вибровозбудитель 1 . К трубчатому корпусу 7 пристроен поворотный механизм, состоящий из шеек 8, кулачковой муфты 9, червячного, редуктора 10 и электродвигателя 11. 3 ил.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлических изделий | 1986 |
|
SU1397502A1 |
| Способ виброобработки конструкции для снижения остаточных напряжений и устройство для его осуществления | 1987 |
|
SU1421784A1 |
| Способ снятия остаточных напряжений в металлических конструкциях и устройство для его осуществления | 1987 |
|
SU1474175A1 |
| Способ контроля процесса снижения остаточных напряжений деталей при вибрационном старении | 1989 |
|
SU1620262A1 |
| Электромагнитный вибровозбудитель | 1985 |
|
SU1378928A1 |
| Способ контроля процесса вибро-ОбРАбОТКи КОНСТРуКций и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU798185A1 |
| Вибрационная установка для снижения уровня напряжений и стабилизации размеров деталей и конструкций | 1982 |
|
SU1076465A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2434729C1 |
| Устройство для возбуждения колебаний | 1988 |
|
SU1648576A1 |
| Электромагнитный силовозбудитель | 1989 |
|
SU1641459A1 |

Изобретение относится к обработке металлов вибрацией и может быть использовано в машиностроении при изготовлении длинных валов. Цель изобретения - улучшение качества путем стабилизации геометрической формы и размеров валов и сокращение времени процесса старения. Устройство для вибрационного старения длинных валов содержит электромагнитный двусторонГО- СО // Й/е.7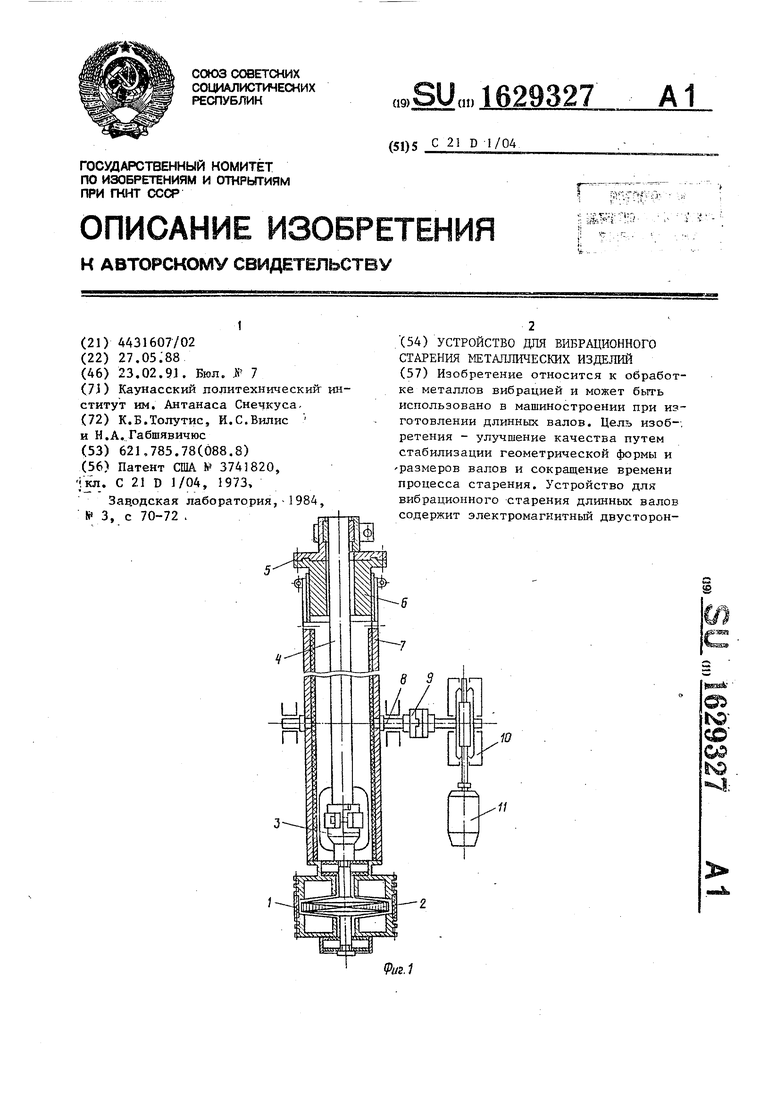
Изобретение относится к обработке металлов вибрацией и может быть использовано в машиностроении при изготовлении длинных валов.
Цель изобретения - улучшение кат чества путем стабилизации геометри- ческой формы и размеров валов и сокращения времени процесса старения.
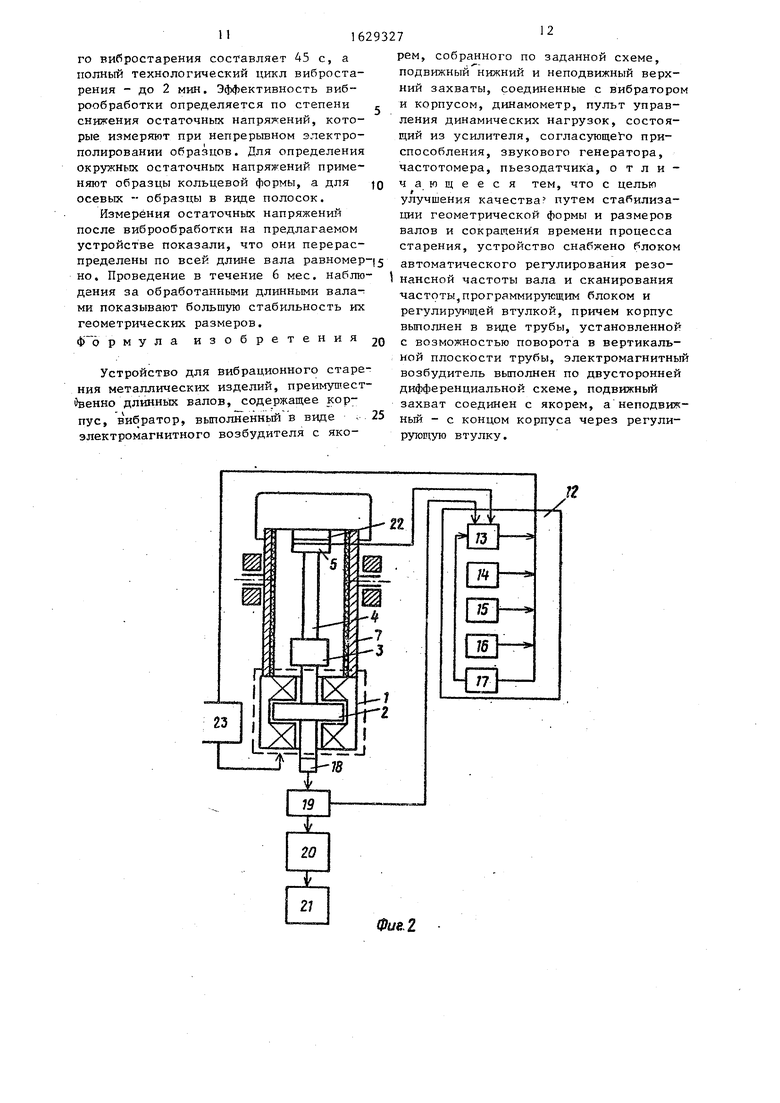
На фиг.1 показана вибрационная установка, общий вид; на фиг.2 - блок- схема системы вибрационного старения; на фиг.З - электромагнитный двусторонний вибровозбудитель.
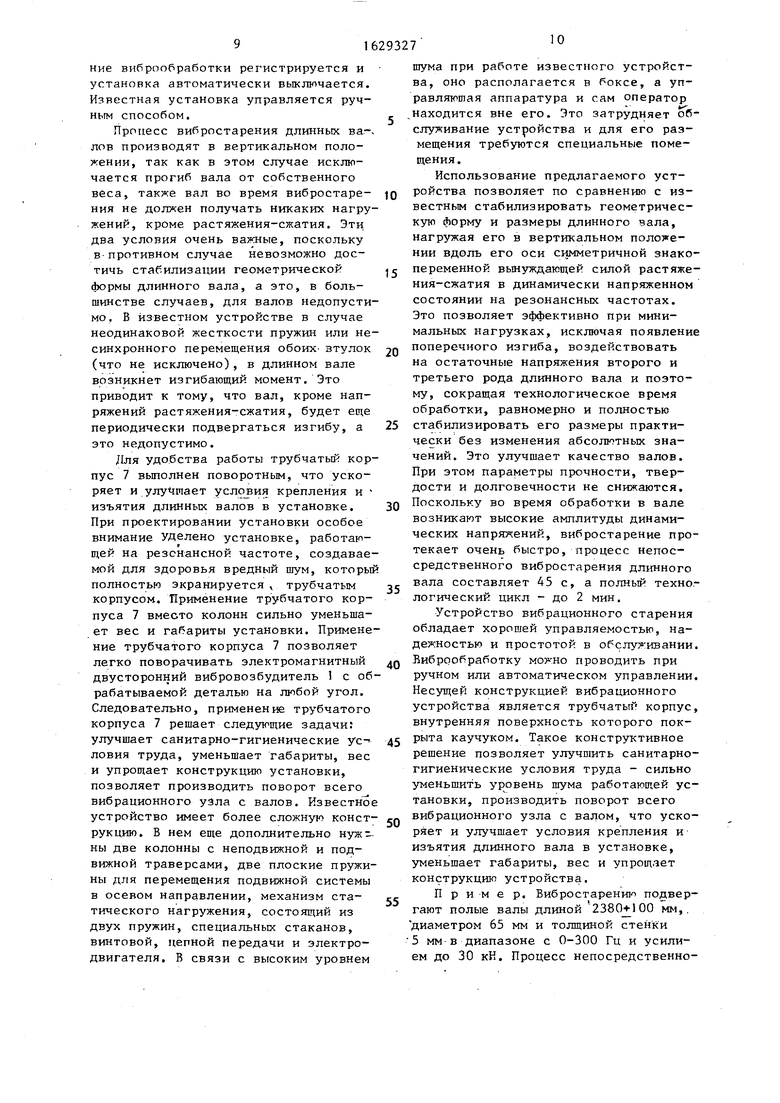
Установка для вибрационного старения длинных валов (фиг.1) содержит электромагнитный двусторонний вибро- возбудитель 1, в середине которого установлен якорь 2, соединенный с подвижным захватом 3, в котором закреплен вал 4. Другой конец последнего закреплен в неподвижном захвате 5, который болтами прикреплен к регулирующей втулке 6, имеющей наружную резьбу для ее закрепления в верхнем конце трубчатого корпуса 1, К нижнему концу трубчатдго корпуса 7 подсое- динен электромагнитный двусторонний вибровозбудитель 1. К трубчатому корпусу 7 пристроен поворотный механизм, состоящий из шеек 8, кулачковой муфты 9 червячного редуктора 10 и элек- тродвигателя J). Кроме того, устройство содержит пульт 12 управления (фиг.2), в котором помещены соединенные между собой блок 13 автоматического управления,блок 14 автомати- ческого сканирования, пульт 15 ручного управления и устройство 16 выдержки времени, а к блоку 13 автоматического управления подсоединено программное устройство 17. К нижней части якоря 2 прикреплен датчик 18 ускорений, к которому последовательно подсоединены измерительный усилитель 19, индикаторы 20 и самописец
5
5
0
5
0 .
0
5
21, К пульту 12 управления также подсоединены датчик 22 силы, измерительный усилитель 19 и регулируемый источник 23 питания, который еще, в свою очередь, соединен с электромагнитным двусторонним вибровозбудитёVv
лем 1 и индикатором 20.
Электромагнитный двусторонний- вибровозбудитель 1 (фиг.З) состоит из двух идентичных корпусов 24 и 25, соединенных между собой шпильками 26. В среднем части корпусов размещены радиалъно-шихтованные магнитопроводы 27, в которых уложены обмотки 28 и 29 подмагничивания и рабочие обмотки 30 и 31 и залиты компаундом К-68. С наружной части корпусов имеются ребтза охлаждения. Подвижная часть электромагнитного двустороннего виб- ровозбудителя 1 (якорь 2) изготовлена из радиально-шихтованного магнито- провода, в средней части имеющего, немагнитную ось 32, которая служит для соединения с подвеской и регулирования нейтрального положения. Подвижная часть подвешена на упругих элементах типа мембран 33. Мембраны 33 и ось 32 удерживают якррь 2 в тат ком положении, что зазоры между ними и полюсами электромагнитов составляют 2,5 мм,
Устройство работает следующим образом, i
Трубчатый корпус 7 на шейках 8 с помощью поворотного механизма поворачивается в горизонтальное положение и с помощью неподвижного захвата 5 и подвижного захвата 3 вал 4 жестко крепится внутри трубчатого корпуса 7. После закрепления вала 4 весь вибрационный узел с трубчатым корпусом 7 при помоши электродвигателя 11, червячного редуктора 10 и кулачковой муфты 9 поворачивается в вертикаль15
20
25
30
ное положение электромагнитным дву- сторонним вибровозбудителем 1 вниз. Включается электромагнитный двусторонний вибровозбудитель 1 и вал на- гружается симметричной знакопеременной вынуждающей силой растяжения-сжатия на резонансных частотах. Происходит процесс вибростарения на заданных и контролируемых мощностях и час- Ю тотах. Когда процесс вибростарения заканчивается, установка автоматически выключается и вибрационный узел поворачивается в горизонтальное положение. Освобождаются подвижные и неподвижные захваты 3 и 5 и вал 4 вынимается из трубчатого корпуса 7.
Электромагнитный двусторонний вибровозбудитель 1 работает следующим образом. На концы обмоток 28 и 29 подмагничивания, включенных последовательно-встречно, подается постоянное напряжение подмагничивания. При этом появляются силы электромагнитного притяжения с обеих сторон якоря 2, одинаковые по величине, вследствие чего якорь 2 остается в положении равновесия. На концы рабочих обмоток 30 и 31, включенных последовательно-согласованно, подается синусоидальное напряжение. При таком включении рабочих обмоток 30 и 31 и обмоток 28 и 29 подмагничивания в
одной стороне вибровозбудителя переменный поток, создаваемый переменным током, складывается с постоянным потоком подмагничивания, а в другой стороне вычитается из потока подмагничивания, тем самым вызывая появление силы притяжекия то в одном, то в противоположном направлении. Когда положительный полупериод подается на обмотку 29, 2 подвергается действию направленной сипы вправо и начинает двигаться. Когда в обмотку 28 подается отрицательный полупериод напряжения, на якорь 2 действует сила, направленная влево. При таком режиме работы частота механических колебаний совпадает с частотой питающего напряжения./
Электромагнитный двусторонний вибровЪзбудитель 1 длинный вал в вертикальном положении вдоль его оси нагружает симметричной знакопеременной вынуждающей силой растяжения-сжатия в динамически напряженном состоянии на резонансных частотах без поперечных изгибов вала, что позволяет эф35
40
50
де
55
5
0
5
0
5
0
фективно воздействовать на напряжения второго и третьего рода. Именно поэтому устройство для виброобработки позволяет сокращать технологическое время обработки, равномерно и полностью стабилизировать размеры валов практически без уменьшения их абсолютных значений. Это улучшает качество валов.
Релаксационные процессы интенсивно протекают только в местах концентрации остаточных напряжений. Это повышает сопротивление материала пластическим деформациям и не только стабилизирует размеры деталей, но и значительно уменьшает опасность воз- .никновения их корабления от действия нагрузки при обработке и транспортировке. Вибростарение в этом случае протекает очень быстро, процесс непосредственного вибростарения длинного вала составлял 45 с., а полный технологический цикл - до 2 мин. Этот способ виброобработки является эффективным потому, что режим вибрации в условиях резонанса в вале обеспечивает возникновение высоких амплитуд динамических напряжений, что существенно влияет на перераспределение напряжений во всем объеме материала. В практике развивается не знакопеременная вынуждающая, а пульсирующая сила при асимметричном растягивающем нагружении при нерезонанскых частотах. В этом случае в материале возникают пластические деформации,влияющие на напряжения первого рода. Это вызывает упругую деформацию длинных деталей, что ведет к изменению ее геометрической формы и размеров. А это для валов недопустимо.
Электромагнитный двусторонний вибровозбудитель 1 собран по дифферент циальной схеме и отличается малым коэффициентом нелинейных искажений и также позволяет компенсировать наведенную ЭДС в подмагничиваклцих обмотках, а тем самым обеспечивает возможность установки нейтрального положения якоря по отношению к сердечнику и дает возможность выбирать наиболее выгодный режим колебаний. Также при таком нагружении вала не так существенна модность вибровозбудителя, так как режим вибрации в условиях резонанса обеспечивает возникновение в вале высоких амплитуд динамических напря
жений, что существенно влияет на перераспределение остаточных напряжений второго и третьего рода во всем объеме материала. Кроме того, для качест- венной виброобработки требуются малые вибрационные нагрузки с коротким воздействием, по этому можно использовать вибровозбудители с меньшей вынуждающей силой, выигрывая тем самым в габаритных размерах и массе всего виброустройства.
Системы и средства вибрационного старения должны обладать хорошей управляемостью, надежностью и простотой в обслуживании. Поэтому пульт 12 управления имеет пульт 15 ручного управления, ,с помощью которого устанавливается частота и амплитуда вынуждающей силы, блок 14 автоматичес- кого сканирования для воспроизведения амплитудно-частотных характеристик, устройство 16 выдержки времени для обработки изделий с необходимым временем виброобработки, блок 13 автома- тического управления, который при работе в автоматическом режиме поддерг живает частоту вынуждающей силы, равную резонансной частоте вала, программное устройство 17, позволяющее с достижением стабильности частоты резонансного пика автоматически выключить систему или перевести на другую, заранее заданную частоту резонансного пика. Кроме того, посредством дат- чика 18 ускорения,,измерительного усилителя 19 и датчика 22 силы контролируются вибрационные параметры и режимы виброобработки. Основные контролируемые параметры, т.е. частота, амп- литуда колебаний и мощность, потребляемая источником силы, выводятся соответственно на индикаторы 20 и записываются самописцем 21.
С помощью пульта 15 ручного управ- ления устанавливается частота вибростарения от 5 до 5000 Гц и амплитуда вынуждающей силы от долей миллиметра до 5 мм. Частота регулируется задат- чиком скорости электродвигателя пос- тоянного тока, вращающего генератора переменного тока. Амплитуда вынуждающей силы регулируется подмагничива- нием электромагнитного возбудителя. При управлении электромагнитным дву сторонним вибровозбудителем 1 возможно плавное или ступенчатое регулирование амплитуды колеРаниг во всем диапазоне частот - от нуля до максимального значения. При этом частота вынуждающей силы остается постоянной при слабых сопротивлениях колебаниям.
Елок 14 автоматического сканирования позволяет вибрационную обработку вести в заданном частотном диапазоне (например, включающем несколько резонансных частот F, к F ) и автоматически изменять частоту от F,, до FЈ (автосканирование частоты). При этом после достижения частоты F направление сканирования меняется на обратное и частота начинает уменьшаться от Ґ до Г . Далее процесс снова повторяется, т.е. автоматическое сканирование частоты возбуждения (может осу- ществлятся и вручную) происходит по замкнутому циклу в пределах выбранного рабочего диапазона от F,, до F и от F до F,f и т.д., содержащих резонансные частоты F,, и F. При возбуждении вала путем автосканирования частоты возбуждения по замкнутому циклу происходит детальная проработка каждого участка вала по той причине, что собственные формы колебаний вала меняются в процессе виброобработки. Вследствие этого обеспечивается более полное и равномерное снижение остаточных напряжений.
Блок 13 автоматического управления поддерживает частоту вынуждающей силы в резонансном режиме. В процессе виброобработки с понижением (перераспределением) остаточных напряжений изменяется и резонансная частота вала. Устройство 13 автоматического управления следит за изменением частоты и при ее изменении дает команду ввести систему в резонанс (изменяет частоту вибрации соответственно до резонансной) . Таким образом, система автоматически настраивается на резонанс и следит за его изменением, причем для обеспечения работы на резонансных пиках с крутыми склонами частота должна 1 поддерживаться и регулироваться с большой точностью. Качество вибро.об- работки и долговечность изделий также сильно зависит от правильности выбора значения напряжений и числа циклов нагружения.
Окончание виброобработки устанавливается по двум критериям: по достижению стабильности логарифмического декрамента затухающих колебаний обрабатываемого вала и по достижению стабильной резонансной частоты, Окончание виброобработки регистрируется и установка автоматически выключается. Известная установка управляется ручным способом.
Процесс вибростарения длинных ва-, лов производят в вертикальном положении, так как в этом случае исключается прогиб вала от собственного веса, также вал во время вибростарения не должен получать никаких нагру- жений, кроме растяжения-сжатия. Эти два условия очень важные, поскольку в противном случае невозможно достичь стабилизации геометрической формы длинного вала, а это, в большинстве случаев, для валов недопустимо, В известном устройстве в случае неодинаковой жесткости пружин или несинхронного перемещения обоих втулок (что не исключено), в длинном вале возникнет изгибающий момент. Это приводит к тому, что вал, кроме напряжений растяжения-сжатия, будет еще периодически подвергаться изгибу, а это недопустимо.
Для удобства работы трубчатый корпус 7 выполнен поворотным, что ускоряет и улучшает условия крепления и изъятия длинных валов в установке. При проектировании установки особое внимание Уделено установке, работающей на резонансной частоте, создаваемой для здоровья вредный шум, который полностью экранируется , трубчатым корпусом. Применение трубчатого корпуса 7 вместо колонн сильно уменьшает вес и габариты установки. Применение трубчатого корпуса 7 позволяет легко поворачивать электромагнитный двусторонний вибровозбудитель 1 с обрабатываемой деталью на любой угол. Следовательно, применение трубчатого корпуса 7 решает следующие задачи: улучшает санитарно-гигиенические ус- ловия труда, уменьшает габариты, вес и упрощает конструкцию установки, позволяет производить поворот всего вибрационного узла с валов. Известное устройство имеет более сложную конструкцию. В нем еще дополнительно ны две колонны с неподвижной и подвижной траверсами, две плоские пружины для перемещения подвижной системы в осевом направлении, механизм статического нагружения, состоящий из двух пружин, специальных стаканов, винтовой, цепной передачи и электродвигателя. В связи с высоким уровнем
5
0
5
0
5
0
5
0
5
шума при работе известного устройства, оно располагается в боксе, а уп- равляюшая аппаратура и сам оператор .находится вне его. Это затрудняет обслуживание устройства и для его размещения требуются специальные помещения .
Использование предлагаемого устройства позволяет по сравнению с известным стабилизировать геометрическую форму и размеры длинного чала, нагружая его в вертикальном положении вдоль его оси симметричной знакопеременной вынуждающей силой растяжения-сжатия в динамически напряженном состоянии на резонансных частотах. Это позволяет эффективно при минимальных нагрузках, исключая появление поперечного изгиба, воздействовать на остаточные напряжения второго и третьего рода длинного вала и поэтому, сокращая технологическое время обработки, равномерно и полностью стабилизировать его размеры практически без изменения абсолютных значений. Это улучшает качество валов. При этом параметры прочности, твердости и долговечности не снижаются. Поскольку во время обработки в вале возникают высокие амплитуды динамических напряжений, вибростарение протекает очень быстро, процесс непос- средственного вибростарения длинного вала составляет 45 с, а полный технологический цикл - до 2 мин.
Устройство вибрационного старения обладает хорошей управляемостью, надежностью и простотой в обслуживании. Виброобработку можно проводить при ручном или автоматическом управлении. Несущей конструкцией вибрационного устройства является трубчатый корпус, внутренняя поверхность которого покрыта каучуком. Такое конструктивное решение позволяет улучшить санитарно- гигиенические условия труда - сильно уменьшить уровень шума работающей установки, производить поворот всего вибрационного узла с валом, что ускоряет и улучшает условия крепления и изъятия длинного вала в установке, уменьшает габариты, вес и упрощает конструкцию устройства.
Пример. Вибростарению подвергают полые валы длиной 238СН100 мм, диаметром 65 мм и толщинок стенки 5 мм в диапазоне с 0-300 Гц и усилием до 30 кК. Процесс непосредственно11
го вибростарения составляет 45 с, а полный технологический цикл вибростарения - до 2 мин. Эффективность виброобработки определяется по степени снижения остаточных напряжений, которые измеряют при непрерывном электрополировании образцов. Для определения окружных остаточных напряжений применяют образцы кольцевой формы, а для jg осевых - образцы в виде полосок.
Измерения остаточных напряжений после виброобработки на предлагаемом устройстве показали, что они перераспределены по всей длине вала равномер-)5 но. Проведение в течение 6 мес, наблюдения за обработанными длинными валами показывают большую стабильность их геометрических размеров. рмула изобретения 20
Устройство для вибрационного старения металлических изделий, преимушест- Овенно длинных валов, содержащее корпус, вибратор, выполненный в виде 25 электромагнитного возбудителя с якоя jg
62932712
рем, собранного по заданной
подвижный нижний и неподвижный верхний захваты, соединенные с вибратором и корпусом, динамометр, пульт управления динамических нагрузок, состоящий из усилителя, согласующего приспособления, звукового генератора, частотомера, пьезодатчика, отличающееся тем, что с целью улучшения качества путем стабилизации геометрической формы и размеров валов и сокращения времени процесса старения, устройство снабжено блоком автоматического регулирования резонансной частоты вала и сканирования частоты,программирующим блоком и регулирующей втулкой, причем корпус выполнен в виде трубы, установленной с возможностью поворота в вертикальной плоскости трубы, электромагнитны возбудитель выполнен по двусторонней дифференциальной схеме, подвижный захват соединен с якорем, а неподвижный - с концом корпуса через регулирующую втулку.
Фие.2
33
3/
Фие.З
| Патент США te 3743820, | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
