Изобретение относится к производству абразивного инструмента.
Целью изобретения является повышение эксплуатационных свойств абразивного инструмента за счет увеличения прочности удержания абразивных зерен, снижения теплонагруженности в процессе шлифования.
Способ заключается в следующем. Берут две металлические пластины, отличающиеся микротвердостью так, что одна из пластин имеет микротвердость, равную 0,75-0,85 микротвердости другой пластины, причем более мягкая пластина должна иметь теплопроводность не менее 70 Вт/м-град. Пластины также отличаются толщиной, которую выбирают из условия:
hi 2h2; h2 (0,3-0,4)d,
где hi - толщина пластины с меньшей микротвердостью;
П2 - толщина пластины с большей микротвердостью;
d - средний размер алмазных зерен.
Между пластинами монослоем располагают алмазные зерна, и собранный элемент устанавливают на корпус инструмента так, чтобы с последним контактировала пластина большей толщины и меньшей микротвердости. После этого сборку прокатывают роликовыми электродами на шовной электросварочной машине. При прохождении тока металлические пластины свариваются между собой и рабочей поверхностью инструмента.
При этом образуется двухслойная евяз- чь. Bf-хний слой которой удовлетворяет условиям, обеспечивающим прочное удержание абразивных частиц, стойкость к изнашиванию и засаливанию рабочей поверхности, а нижний слой обеспечивает интенсивный теплоотвод от режущих зерен. Абразивные частицы, пробивая наружную часть элемента насквозь, выходят из нее и одновременно внедряются во внутреннюю часть элемента. Для прочного удержания зерно должно бь.ть заглублено в связку не менее чем на 0,3-0,4 своего размера.
3 предложенном способе инструмент сохраняет свои функциональные свойства до полного износа верхней части элемента Следовательно, толщина наружной части должна находиться в пределах 0,3 -0,4 среднего размера абразивных частиц. При этом для исключения погружения зерна в нижнюю часть элемента выше заданных пределов мучфотвердость материала этой части должна составлять 0,75-0,85 микротвердости материала верхней части элемента. При меньшей микротвердости материала нижней части элемента происходит значительное углубление в него абразивных зерен, при этом уменьшается величина внступания абразивиь х частиц над поверхностью инструмента, что приводит к потере режущих свойств. При большей микротвердости не происходит достаточного заглубления зерен во внутрен- юю часть элемента, чт о ухудшает удержание зепна в связке и теплоотвод.
Для пнтенсиБИОго геплоотвода нижняя пластина выполняется из материала с высокой теплопроводностью. Существенное увеличение эксплуатационных параметров инструмента, изготовленного по предлагаемому способу, достигается при теплопроводности материапз нижней ппастины не менее 70 Вт/м- град.
Способ апробировался при нанесении абразивного покрытия из алмазного порошка (АС 6 200/160) и металлических пластин (сталь 45, Si 0,1 мм и армко-железо. $2 -- 0,3 мм) на поверхности корпуса из стали 20,
Порошок располагали монослоем между двумя пластинами, которые затем накладывали на поверхность корпуса пластиной Sa 0,3 мм вниз и прокатывали роликовыми электродами на шовной электросварочной машине МШ-3401.
Приняты спедующие параметры процесса: диаметр электрода 200 мм, ширина 10± 0,2 мм, усилие на электроде 4,0 к Ч, ток 6,5-8,0 кА, время импульсов 0,02 с, время паузы 0,04 с, скорость перемещения элегтрода 0,01 м/с.
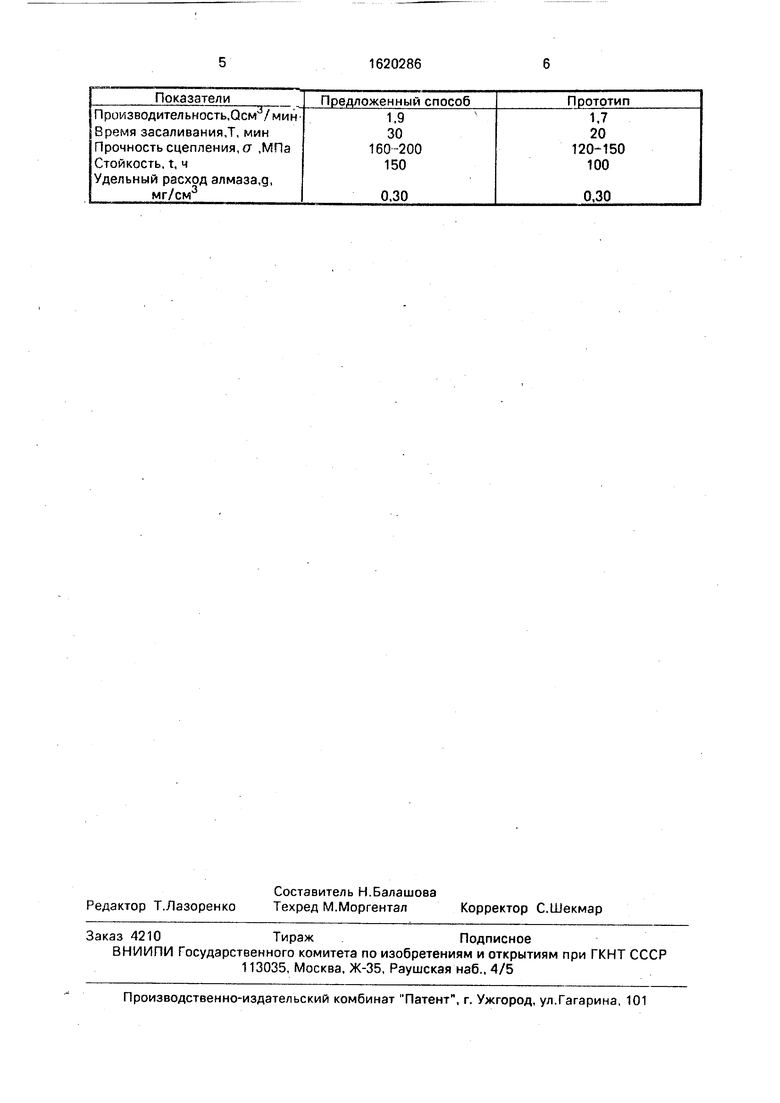
Сравнительные данные предлагаемого способа и способа-прототипа приведены в таблице.
Предлагаемый способ изготовления збрааизного инструмента позволяет повысить срок его службы за счет более прочного удержания абразивных зерен в связке и снижения их теплонапряжениоста в процессе резания,а также увеличить прочность сцепления прокрытия с основой, Все это повышает эксплуатационные свойства абразивных покрытий.
Формула изобретения Способ изготовления абразивного инструмента, при котором алмазные зерна раз- мещают в металлическом элементе, полученную сборку устанавливают на корпус и соединяют с ним электроконтактной приваркой, отличающийся тем, что, с
целью улучшения эксплуатационных характеристик инструмента, металлический элемент Серут в виде двух пластин, между которыми размещают алмазные зерна, при этом в качестве материала одной из пластин
берут материал с микротвердостью 0,75- 0,35 ммкротвердости материала другой пла- стмны и теплопроводностью че менее 70 Вт/м- град, а толщины пластин выбирают из условия:
hi 2ri2;
h2 (0.3-0,4)d,
где hi - толщина пластины с меньшей микротвердостью;
h2 - толщина пластины с большей микротвердостью;
d - средний размер алмазных зерен, причем полученную сборку устанавливают на корпус так, чтобы с последним контактировала пластина большей толщины.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНЫЙ ИНСТРУМЕНТ НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2010 |
|
RU2432248C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ВЫСОКОТВЕРДОГО ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2519173C1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2013 |
|
RU2524295C1 |
| Масса для изготовления алмазного инструмента | 1985 |
|
SU1355470A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| Абразивный инструмент | 1986 |
|
SU1468731A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО АЛМАЗНОГО ЗЕРНА | 2011 |
|
RU2450907C1 |
Изобретение относится к производству абразивного инструмента и позволяет повысить эксплуатационные характеристики инструмента за счет увеличения прочности удержания абразивных зерен и снижения теплонагруженности в процессе шлифования. Способ заключается в том, что алмазные зерна располагают монослоем между двумя пластинами, которые привариваются электроконтактной сваркой к корпусу инструмента. К пластинам предъявляются следующие требования: микротвердость одной пластины должна быть равна 0,75-0,85 микротвердости другой пластины, при этом более мягкая пластина должна иметь теплоемкость не менее 70 Вт/м град; толщины пластин выбирают из условия hi 2 (12; П2 (0,3-0,4)d, где hi -толщина пластины с меньшей твердостью, П2 - толщина пластины с большей твердостью, d - средний диаметр алмазных зерен. Сборку из пластин устанавливают на корпус инструмента для приваривания так, чтобы с последним контактировала пластина большей толщины и меньшей твердости. 1 табл. (Л
| Способ изготовления абразивного инструмента | 1984 |
|
SU1549739A1 |
