Изобретение относится к изготовлению алмазного инструмента, предназначенного для шлифования труднообрабатываемых материалов.
Цель изобретения - повышение производительности и качества шлифования.
Сущность изобретения сводится к тому, что в массу, содержащую алмазные частицы, органическую связку с абразивным наполнителем, в качестве последних введены сферические полые частицы из электрокорунда. Размер вводимых частиц связан с размером алмазных частиц и может быть равен 0,66-1,0 размера последних. Органическую связку вводят в количестве, в 2- 6 раз превышающем количество сферических частиц.
Правильная форма (сфера) частиц наполнителя значительно уменьшает концентрацию напряжений в готовой .массе и повышает ее прочность. Во время работы инструмента частицы наполнителя, выходящие на рабочую поверхность, вскрываются даже при незначительных нагрузках(7-8 г) и не образуют дополнительных площадок трения. Поэтому теплонапряженность процесса шлифования снижается, а внедрение режущих зерен в обрабатываемый материал облегчается (нет дополнительной опоры поверхности инструмента на обрабатываемую деталь, как в случае обычного абразивного наполнителя). Кромки же вскрывшихся частиц образуют дополнительные режущие элементы, которые зачищают обработанную поверхность, понижая ее щероховатость.
Так как введение в качестве наполнителя сферических полых частиц снижает тепловыделение в зоне шлифования, то в составе связки .может быть понижено процентное содержание .металлов, которые вводятся для увеличения теплопроводности абразивной массы. За счет этого может быть повышено содержание в связке поверхностно-активных металлов, таких как олово, висмут и другие, что увеличивает эффект облегчения диспергирования обрабатываемого материала за счет его поверхностной активации. Создается возможность увеличить, если необходимо, в связке количество связующего (термореактивной или термопластичной смолы), что приводит к увеличению прочности удержания зерен в абразивной массе. Соблюдение определенного отношения между объемными долями связки и полых сферических частиц вызвано тем, что при соотнощении меньше 2 количества связки недостаточно для образования прочных связей между абразивными зернами и частицами наполнителя. Это приводит к чрезмерно интенсивному износу круга в процессе работы. При соотношении больше 6 положительный эффект от введения полых частиц сводится на нет из-за их недостаточного количества и чрезмерно большого количества связки. В этом случае возрастает пло
0
5
0
5
0
5
0
5
щадь контакта связки с обрабатываемым материалом, что вызывает увеличение тепловыделения в зоне шлифования и одновременно затрудняет внедрение режущих зерен в обрабатываемый материал, а значит снижается интенсивность съема и повышается теплонапряженность процесса.
Приведенное соотношение объемных долей связки и сферических частиц обеспечивает достижение поставленной цели. Размеры полых сферических частиц также должны быть взяты в определенных пределах. При размере меньше 0,66 в каждом мостике связки между соседними абразивными зернами располагается слишком большое количество полых частиц, что приводит к чрезмерному снижению прочности связки между абразивными зернами, а значит и к снижению прочности удержания в круге. Такой же эффект вызывает введение полых частиц, раз.меры которых превышают размеры абразивных зерен. В этом случае полые частицы могут занять все расстояние между соседними абразивными зернами. Каждые два соседних абразивных зерна разделены одной полой частицей, находящейся в непосредственном контакте с ними или через слишком тонкий слой связки. Прочность такой связки недостаточна для обеспечения необходи.мой прочности удержания режущих зерен в круге.
Положительный эффект достигается полностью, если соотношение .между размерами полых частиц и абразивных зерен взяты в указанных пределах.
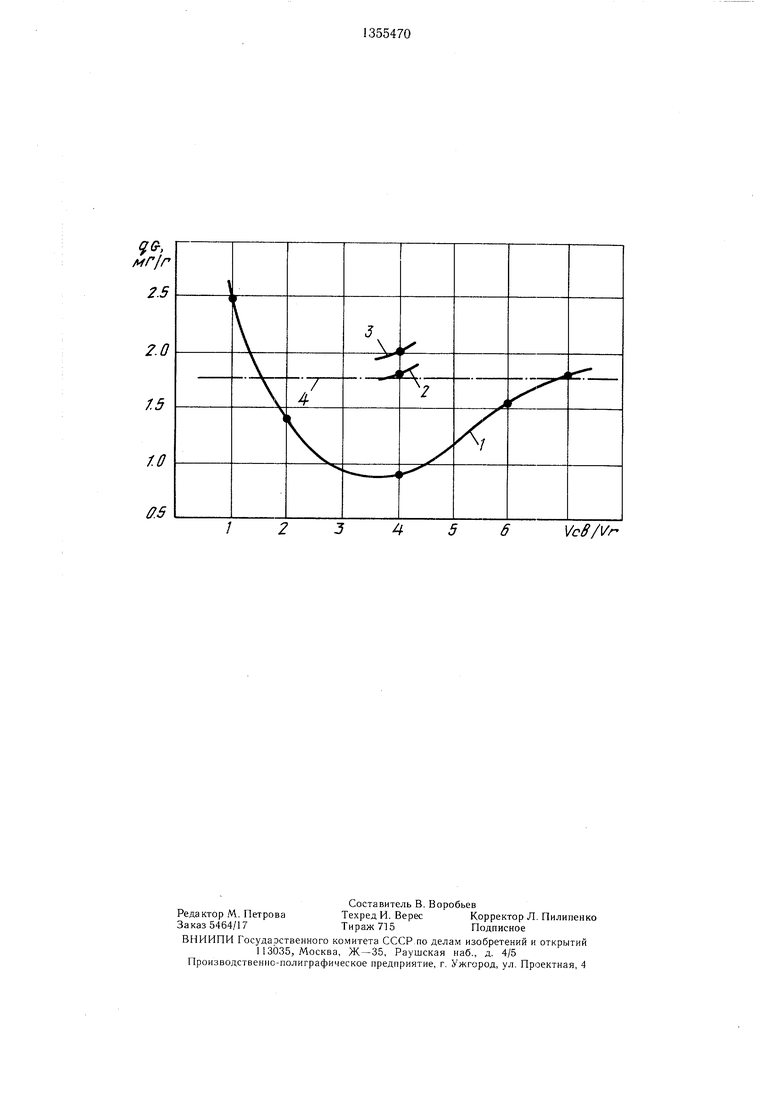
На чертеже изображена зависимость удельного расхода алмазов при плоском шлифовании твердого сплава ВК8 алмазными кругами, изготовленны.ми из предлагаемой массы с различным соотношением объемных долей связки Уев и сферических полых частиц из электрокорунда Уч и различным соотношением размеров полых сферических частиц d l и абразивных зерен Аз.
На чертеже позицией 1 обозначено d,,/d3 0,88;2-d.,/d3 1,1; 3 - d4/d3 0,55.
Изготовлены круги прямого профиля из массы, содержащей алмазные зерна АСР 100/80, связку состава, % : медь 30; олово 20, фенолформальдегидная смола - пульвер- бакелит - 50; и сферические абразивные частицы из электрокорунда пористостью 90-95% при следующих соотношениях компонентов в объемных процентах.
Пример 1. Масса содержит, %:
Алмазные зерна25
Связка37,5
Полые сферические
частицы размером
80 мкм37,5
Усв/У, 1; d4/d3 0,88; Ra 0.83 мкм; q 2,8 мг/г.
Пример 2. Масса содержит, %:
Алмазные зерна25
Связка50
Полые сферические частицы размером 80 мкм25
2; 0,88; Ra 0,3 мкм, q, 1,35 мг/г.
Пример 3. Масса содержит, %:
Алмазные зерна25
Связка60
Полые сферические
частицы размером
80 мкм15
V«/V, 4; d,/dj 0,88, Ra 0,12 мкм; q
0,75 мг/г.
Пример 4. Масса содержит, %:
Алмазные зерна25
Связка64,2
Полые сферические частицы размером
80 мкм10,8
УСВ/УЧ 6; d4/d3 0,88; Ra 0,30 мкм; q 1,5 мг/г.
Пример 5. Масса содержит, %:
Алмазные зерна25
Связка66
Полые сферические
частицы размером
80 мкм9
Усв/Уч 7; dH/da 0,88; Ra 0,50 мкм; q. 1,7 мг/г.
Пример 6. Масса содержит, %:
Алмазные зерна 25
Связка60
Полые сферические
частицы размером
50 мкм15
Усв/У, 4; d4/d3 0,55; Ra 0,52 мкм; qo 1,9 мг/г.
Пример 7. Масса содержит, %:
Алмазные зерна25
Связка60
Полые сферические
частицы размером
100 мкм15
Усв/Уч 4; d4/d3 1,1; Ra 0,68 мкм; qo 1,75 мг/г.
Из приведенного графика видно, что лучшими показателями работоспособности по сравнению с кругами из известной массы обладают все круги, соотношение Усв/Уч которых находится в пределах (2-6), а соотношение размеров полых частиц к размеру зерен - в пределах (0,66-1,0). У кругов с соотношением Усв/Уч 1 резко возрастает удельный расход алмазов из-за низкой прочности удержания зерен алмазов в массе, что объясняется недостаточным количеством связки для образования прочных связей зерен как между собой, так и с частицами наполнителя. Шлифование кругами из массы с соотношением Усв/Уч больше 6, в частности
0
кругом с составом при.меру 5, где Усв/Уч 7, не дает ожидаемого эффекта по сравнению с кругами из известной массы, т.е. удельный расход алмазов и шероховатость обработанной поверхности находятся на том же уровне. Это объсняется увеличением площади контакта поверхности обрабатываемой детали с кругом из-за чрезмерного количества связки, что в свою очередь приводит к повышению теплонапряженности процесса и затрудняет внедрение режущих зерен в обрабатываемый мате/мал. Это подтверждается появлением вибрацРгйч1 снижением производительности шлифование.
У кругов с соотношением размеров по5 сферических частиц и абразивных зерен меньше 0,66 и больше 1,0 (примеры 6 и 7) удельный расход алмазов также выше по сравнению с известным.
Наибольший эффект при шлифовании твердого сплава наблюдается у кругов, из0 готовленных из предлагаемой массы с соотношением объе.мов связки и сферических полых частиц из электрокорунда, находящимся в пределах 3-4 и соотношением размеров частиц и размеров режущих абразивг ных зерен 0,8-0,9.
Сравнительные испытания таких кругов (пример 3) с кругами, изготовленными из известной массы показали, что при указанных условиях шлифования удельный расход алмазов у кругов из предлагаемой
0 массы в 2,5 раза ниже (0,75 против 1,73 мг/г), а шероховатость обработанной поверхности Ra при этом снижается с 0,50 до 0,12 мкм.
Условия шлифования: обрабатываемый материал - твердый сплав ВК8; круг АПП
5 200X3X10X75 АСР 100/80 100%.
Режим шлифования: глубина шлифования 0,025 м.м; поперечная подача 1,0 мм/ход; продольная подача 12 м/мин, скорость круга 30 м/с.
Штрихпунктирная линия на чертеже пока0 зывает уровень удельного расхода алмазов при работе кругом из известной массы в тех же условиях шлифования.
Формула изобретения
Масса для изготовления алмазного инструмента, включающая алмазные частицы, органическую связку, .металлический и абразивный наполнитель, отличающаяся тем, что, с целью повышения производительно0
сти и качества шлифования, в качестве абразивного наполнителя масса содержит полые сферические частицы из электрокорунда размером 0,66-1,0 размера алмазных частиц, при этом отношение объема органической связки к объему сферических частиц находится в пределах 2-6.
as
6
УсВ/Vr
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1991 |
|
SU1815196A1 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| Масса для изготовления алмазного инструмента | 1988 |
|
SU1583274A1 |
| Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой | 2017 |
|
RU2684466C1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 2014 |
|
RU2583217C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ С ПОЛИМЕРНОЙ СВЯЗКОЙ | 2012 |
|
RU2567165C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2002 |
|
RU2239548C2 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА С ВЫСОКИМИ НОМЕРАМИ СТРУКТУРЫ | 2016 |
|
RU2630403C2 |
Изобретение относится к изготовлению алмазного инструмента, предназначенного для шлифования труднообрабатываемого материала. Цель изобретения - повышение производительности и качества шлифования. Абразивная масса, предназначенная для изготовления абразивного инструмента, включает алмазные частицы и армированную абразивным наполнителем органическую связку. В качестве абразивного наполнителя масса содержит электрокорунд в виде сферических частиц, размер которых составляет 0,66-1,0 размера алмазных частиц, при этом органической связки введено по объему в 2-6 раз больше сферических частиц. 1 ил. со ел С71 4::