Фив. 1
Изобретение относится к изготовлению абразивного инструмента.
Цель изобретения - повысить стойкость инструмента.
Я:
Из соотношения , были найдены микро- пг.
твердость наружных слоев 230 кг/мм. Этому значению соответствует
На фиг. 1 изображен предлагаемый никель, полученный из электролита блестя10
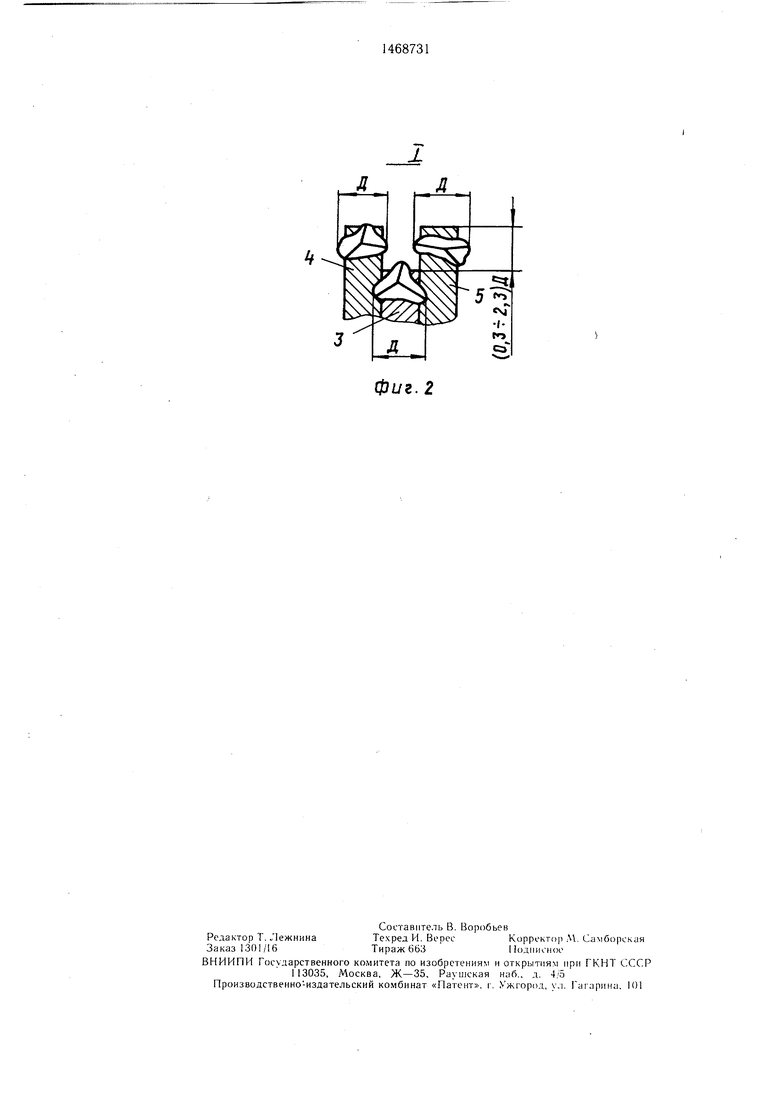
инструмент, общий вид; на фиг. 2 - узел I на фиг. 1.
Абразивный инструмент содержит корпус и закрепленные на нем три абразиво- носных режущих слоя 2, алмазные зерна которого закреплены металлической связкой с использованием гальванического метода осаждения. Средний слой 3 занижен относительно наружных слоев 4 и 5, что обес печивает ведение процесса обработки с отводом щлама в указанное занижение и пред- зания 500 мкм. отвращение разрушения связки.
Материал связки наружных слоев 4 и 5 и среднего слоя 3 выбран из неравенства
Н,
щего никелирования, имеющий микротвердость 450-500 кг/мм. Средний слой выполнен с занижением по отношению к наружным слоям. В первом случае занижение составляло 15 мкм, во втором - 70 мкм, в третьем - 115 мкм. Размер алмазного зерна в каждом слое составлял 50/40 мкм. Испытания проведены при резке лейкосапфи- ра с частотой вращенияшпинделя
18000 об./мин, подаче 3 мм/с, глубине реВ таблице представлены полученные данные.
, где HI - микротвердость связки на- Яг,
20
Повышенную стойкость имеет инструмент имеющий занижение центрального слоя 15- 115 мкм. При глубине резания 500 мкм стойкость инструмента оставалась постоянной - 20 м.
Повышенную стойкость имеет инструмент, имеющий занижение центрального слоя 15- 115 мкм. При глубине резания 500 мкм, стойкость инструмента оставалась постоянной - 20 м.
ружных слоев; HZ - микротвердость связки цeнтpaльнo o слоя. Средний слой 3 по отношению к наружным слоям 4 и 5 выполнен с занижением на величину (0,3-2,3)D,инструменты с занижением менее ю мкм где D - размер используемого алмазного 5 (о,ЗО) имеют более низкую стойкость, а
,инструменты с занижением более 115 мкм
Инструмент работает следующим
разом.
Устанавливается на шпиндель специального станка и вращается с частотой 18- 20 тыс. об./мин. При подаче 2-3 мм/с и о глубине резания 500 мкм наружные слои 4 и 5 врезаются в пластину, с одновременной подачей охлаждающей жидкости (вода). При этом образующиеся частицы разрушенного
материала попадают в занижение, образо-
ванное центральным слоем 3, и выносятся 5 ных, отличающийся тем, что, с целью по- из зоны резания. Таким образом умень- вышения стойкости инструмента, занижение шается воздействие абразивных частиц на связку инструмента, что увеличивает его стойкость и уменьшает размерный износ лезвия. При этом обеспечивается опережающий износ среднего слоя и сохранение уров- 40 ня превышения.
Пример. Для изготовления центрального слоя лезвия инструмента была выбрана медь.
Инструменты с занижением менее 15 мкм ,3/)) имеют более низкую стойкость, а ....струменты с занижением более 115 мкм (,зЬ) выходят из строя вследствие поломки лезвия.
Формула изобретения
Абразивный инструмент, на корпусе которого закреплены три абразивоносных слоя на металлической связке, при этом средний слой выполнен с занижением относительно наружсреднего слоя выполнено на величину (0,3-2,3)D, где D - размер алмазного зерна, причем микротвердость материала связки наружных слоев и среднего слоя
Я,
1, где HI и
имеюшая микротвердость 200-230 кг/мм
определена неравенством у
W;
Ну - микротвердость наружных и внутреннего слоев соответственно.
Я:
Из соотношения , были найдены микро- пг.
твердость наружных слоев 230 кг/мм. Этому значению соответствует
никель, полученный из электролита блестя никель, полученный из электролита блестя10
зания 500 мкм.
щего никелирования, имеющий микротвердость 450-500 кг/мм. Средний слой выполнен с занижением по отношению к наружным слоям. В первом случае занижение составляло 15 мкм, во втором - 70 мкм, в третьем - 115 мкм. Размер алмазного зерна в каждом слое составлял 50/40 мкм. Испытания проведены при резке лейкосапфи- ра с частотой вращенияшпинделя
18000 об./мин, подаче 3 мм/с, глубине реия 500 мкм.
В таблице представлены полученные данные.
Повышенную стойкость имеет инструмент, имеющий занижение центрального слоя 15- 115 мкм. При глубине резания 500 мкм, стойкость инструмента оставалась постоянной - 20 м.
инструменты с занижением менее ю мкм (о,ЗО) имеют более низкую стойкость, а
инструменты с занижением менее ю мкм (о,ЗО) имеют более низкую стойкость, а
инструменты с занижением более 115 мкм
ных, отличающийся тем, что, с целью по- вышения стойкости инструмента, занижение
Инструменты с занижением менее 15 мкм ,3/)) имеют более низкую стойкость, а ....струменты с занижением более 115 мкм (,зЬ) выходят из строя вследствие поломки лезвия.
Формула изобретения
Абразивный инструмент, на корпусе которого закреплены три абразивоносных слоя на металлической связке, при этом средний слой выполнен с занижением относительно наружных, отличающийся тем, что, с целью по- вышения стойкости инструмента, занижение
среднего слоя выполнено на величину (0,3-2,3)D, где D - размер алмазного зерна, причем микротвердость материала связки наружных слоев и среднего слоя
ных, отличающийся тем, что, с целью по- вышения стойкости инструмента, занижение
Я,
1, где HI и
определена неравенством у
W;
Ну - микротвердость наружных и внутреннего слоев соответственно.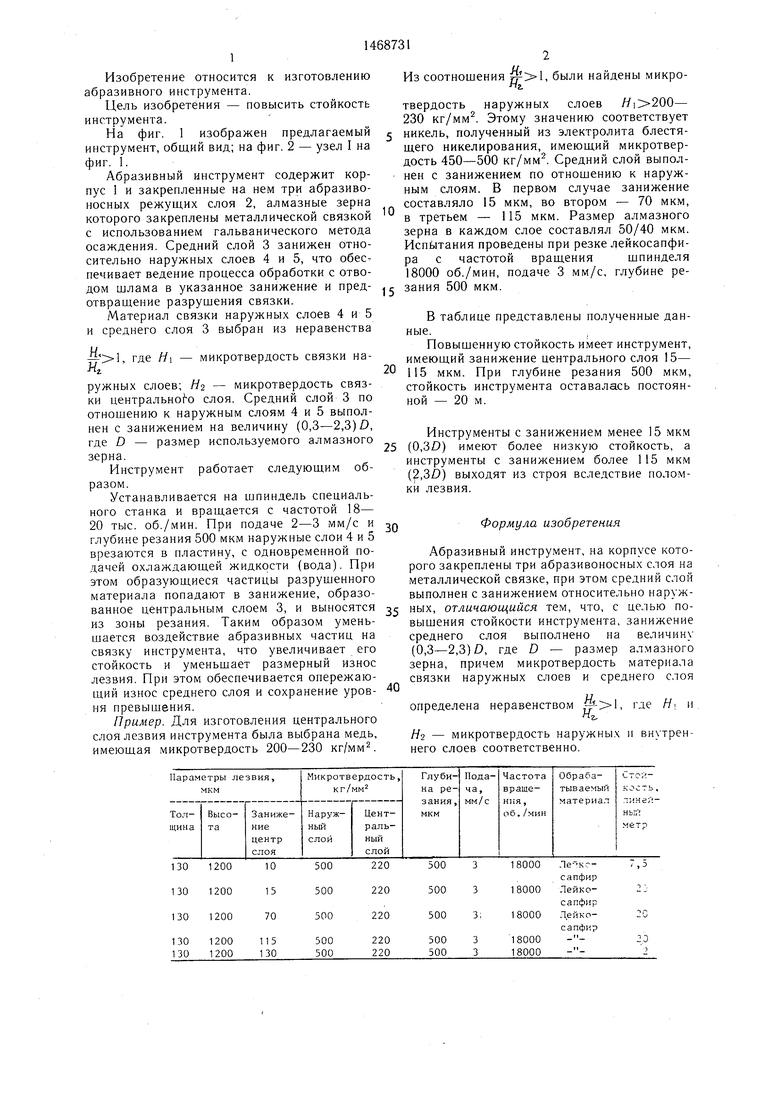
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU891408A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ВЫСОКОТВЕРДОГО ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2519173C1 |
| Способ изготовления абразивного инструмента | 1987 |
|
SU1620286A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU984851A1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ФАСОННОГО ИНСТРУМЕНТА, ПРЕИМУЩЕСТВЕННО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЯНТАРЯ | 1998 |
|
RU2162780C2 |
| СПОСОБ АДДИТИВНОГО ШЛИФОВАНИЯ | 2000 |
|
RU2183546C2 |
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
Изобретение относится к изготовлению абразивного инструмента. Цель изобретения - повысить стойкость инструмента. Средний слой 3 абразивного инструмента занижен относительно наружных слоев 4 и 5. что обеспечивает ведение процесса обработки с отводо.м шлама в занижение и предотвращает разрушение связки. Материал связки наружны.х слоев 4 и 5 и среднего слоя 3 выбран из неравенства (), где //: - микротвердость связки наружных слоев; N2 - микротвердость связки центрального слоя. 2 ил., 1 табл.
фиг. 2
| Отрезной круг | 1984 |
|
SU1230811A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
