Изобретение относится к электротехнике, переработке литьевых компаундов, а именно к изготовлению из полимерных термореактивных материалов, например эпоксидных компаундов, и может найти применение при изготовлении литых измерительных трансформаторов и деталей высоковольтной аппаратуры..
Цель изобретения - снижение трудоемкости при сборке и разборке формы, уп- рощение ее эксплуатации, повышение чества изделий.
На чертеже изображена форма в разрезе.
Форма содержит корпус I с оформляющей полостью 2, загрузочную камеру 3 с установочным центрирующим пояском 4 и коническим литниковым каналом 5. Литниковый канал 5 загрузочной камеры 3 выполнен со смещением его оси относительно оси установочного пояска 4 загрузочной камеры 3.
Стенка канала 5 в зоне оформляющей полости формы снабжена режущей кромкой 6, образованной кольцевым выступом с вершиной, направленной внутрь литникового канала 5. При заливке изделий методом желирования под давлением загрузочная камера 3 может снабжаться крышкой- штуцером 7 и соединяться со штангой 8.
Форма работает следующим образом. На собранный корпус 1 формы устанавливают загрузочную камеру 3, в соответствии с технологическим процессом нагревают их до требуемой температуры и через литниковый канал 5 загрузочной камеры 3 производят заливку компаундом, заполняя при этом литниковый канал 5. Запас компаунда в литниковом канале 5 необходим для компенсации усадки при отверждении отливки. После отверждения отливки, поворотом за
Q
п 5
грузочной камеры 3 вокруг установочного пояска 4 производится срезка литника в зоне оформляющей полости отливки. Срез литника осуществляется за кольцевой режущей кромки 6, центр которой смещен относительно установочного пояска 3 на величину е. Эта величина зависит от сечения литника, материала отливки и в каждом конкретном случае выбирается отдельно.
Изобретение характеризуется расширением функциональных возможностей, так как оно может быть применено как при свободной заливке термореактивных компаундов, так и при их литье под давлением; снижением трудоемкости изготовления изделий вследствие исключения операций, связанных с обработкой вкладыша и установкой его в форму, - улучшением качества поверхности заливочных изделий.
Формула изобретения
Форма для изготовления изделий из полимерных термореактивных материалов, содержащая корпус с оформляющей полостью и расположенную на нем загрузочную камеру с центрирующим кольцевым пояском и коническим литниковым каналом, сужающимся в направлении к оформляющей полости, отличающаяся тем, что, с целью снижения трудоемкости и повышения качества изделий, литниковый канал загрузочной камеры в зоне оформляющей полости выполнен со смещением его оси относительно оси центрирующего кольцевого пояска, а стенка канала снабжена режущей кромкой, выполненной в виде конусного кольцевого выступа с вершиной, направленной внутрь литникового канала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из полимерных термореактивных материалов | 1984 |
|
SU1229057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1981 |
|
SU954241A1 |
| Пресс-форма для нанесения покрытий на детали литьем под давлением | 1986 |
|
SU1323406A2 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| ПРЕСС-ФОРМА МАЛООТХОДНАЯ И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С ЕЕ ПОМОЩЬЮ | 2008 |
|
RU2400360C2 |
| Способ изготовления формообразующих элементов из неметаллических материалов | 1987 |
|
SU1512780A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| Пресс-форма для литья под давлением с прямой литниковой системой | 1984 |
|
SU1296292A1 |
Изобретение относится к переработке полимерных термореактивных материалов путем отливки изделий в формах. Цель изобретения - снижение трудоемкости и повышение качества изделий. Для этого в форме литниковый канал загрузочной камеры в зоне оформляющей полости выполнен со смещением его оси относительно оси центрирующего кольцевого пояска. Стенка канала при этом снабжена режущей кромкой, выполненной в виде конусного кольцевого выступа с вершиной, направленной внутрь литникового канала. 1 ил. (Л сь N5 О СО ел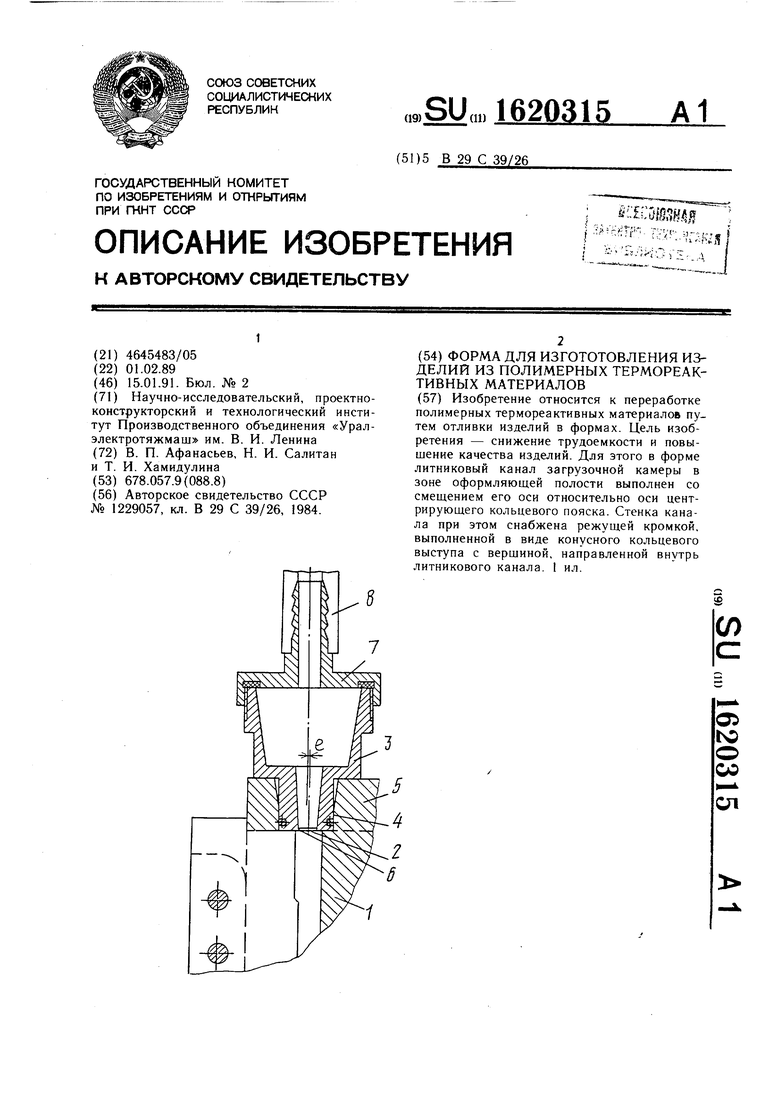
| Форма для изготовления изделий из полимерных термореактивных материалов | 1984 |
|
SU1229057A1 |
| Солесос | 1922 |
|
SU29A1 |
