Настоящее изобретение относится к машиностроению, к литейному производству, а именно к способам изготовления поршней двигателей внутреннего сгорания, в том числе с нирезистовым кольцом и керамической вставкой при литье с кристаллизацией под давлением, и устройствам для изготовления поршней двигателей внутреннего сгорания.
Наиболее близкими к заявляемому техническому решению являются способ изготовления поршней двигателей внутреннего сгорания (патент РФ №2324574) и устройство для изготовления поршней двигателей внутреннего сгорания (патент РФ №2250152).
Известный способ изготовления поршней внутреннего сгорания, состоящих из алюминиевого корпуса с боковыми отверстиями, алитированной нирезистовой вставки, включает установку нирезистовой вставки в форму, ее фиксацию выступами, расположенными на внутренней боковой поверхности вставки формы, закрытие формы путем смыкания подвижных полуформ в горизонтальной плоскости, заливку металла в форму ручным способом, закрытие формы по разъему I, прессование пуансоном при пониженном давлением с закрытием формы по разъему II, с осуществлением перепуска излишка залитого металла в дополнительный объем пресс-остатка, создаваемый за счет опускания плунжера, прошивку боковых отверстий в корпусе отливки, подпрессовку отливки плунжером, интенсивное охлаждение формы и выдержку отливки под давлением.
Недостатками известного способа являются:
- нестабильность размеров пресс-остатка, нестабильность свойств металла поршня, а также опасность в обслуживании из-за прострелов в разъем формы по причине нестабильности дозы металла, заливаемого в форму ручным способом;
- большая трудоемкость в обслуживании и неудобства в работе из-за ограниченного пространства между неподвижной матрицей и пуансоном при заливке металла в форму;
- нестабильное качество отливки вследствие попадания в расплав при заливке окисных плен, неметаллических включений, колебания температуры заливаемого металла;
- низкая производительность способа, определяемая применением ручной ковшевой заливки.
Известное устройство для изготовления поршней двигателей внутреннего сгорания содержит подвижную плиту, неподвижную плиту с нижней обоймой и плунжером выталкивателя, матрицей с рабочей полостью, подвижными полуформами с боковыми стержнями, оформляющими отверстия под поршневые пальцы, закрепленную на подвижной плите верхнюю обойму с пуансоном, установленную на закрепленных в верхней обойме центрирующих штырях промежуточную обойму, в которой закреплена направляющая втулка пуансона, установленный в промежуточной обойме и удерживающий направляющую втулку вкладыш, установленные в неподвижной обойме захваты, фиксирующие промежуточную обойму с нижней обоймой в сомкнутом положении. При этом боковые стержни установлены в подвижных полуформах с возможностью осевого перемещения от гидроцилиндров, а замком для подвижных полуформ является вкладыш промежуточной обоймы.
Однако в известном устройстве имеются следующие недостатки:
- попадание металла между подвижными полуформами препятствует плотному закрытию формы, что приводит к прострелу металла в разъем формы;
- ограниченное пространство между неподвижной обоймой и пуансоном при расположении в нижней обойме захватов, фиксирующих промежуточную и нижнюю обоймы в сомкнутом положении по разъему, что создает опасность и неудобства при обслуживании.
Заявляемое техническое решение направлено на повышение качества изготавливаемого поршня, повышение безопасности при обслуживании и повышение производительности труда.
Для этого в способе изготовления поршней двигателей внутреннего сгорания, состоящих из алюминиевого корпуса с боковыми отверстиями, алитированной нирезистовой вставки, включающем установку нирезистовой вставки в форму на выступы, расположенные на внутренней боковой поверхности вставки формы, заливку в форму жидкого металла, закрытие формы по разъему I, прессование пуансоном, закрытие формы по разъему II, прошивку боковых отверстий в корпусе, нижнюю подпрессовку, интенсивное охлаждение формы и выдержку отливки под давлением, после установки нирезистовой вставки на выступы осуществляют ее фиксацию посредством ползунов при их ходе к оси формы с помощью гидроцилиндров, заливку в форму жидкого металла под низким давлением производят после закрытия формы по разъему I из раздаточной печи через металлопровод и литниковую систему с затвором, закрытие которого предотвращает выдавливание жидкого металла из формы, закрытие формы по разъему II осуществляют при номинальном давлении пресса, а после заливки жидкого металла в форму перед прессованием пуансоном для образования уплотнительного кольца вокруг пуансона производят интенсивное охлаждение формы.
В устройстве для изготовления поршней двигателей внутреннего сгорания, включающем верхнюю обойму с установленными в ней пуансонами и центрирующими штырями, на которых установлена с возможностью вертикального перемещения, ограниченного упорами верхней обоймы, промежуточная обойма с закрепленной в ней направляющей втулкой пуансона и удерживающим направляющую втулку вкладышем, и поворотные захваты, фиксирующие в сомкнутом положении промежуточную обойму и нижнюю обойму, содержащую вставку с формообразующей полостью с установленными в ней нирезистовыми кольцами, стержни, оформляющие отверстия под поршневые пальцы и плунжер выталкивания, при этом стержни, оформляющие отверстия под поршневые пальцы, установлены в ползунах, размещенных в нижней обойме, в которой также расположен металлопровод для подачи жидкого металла из раздаточной печи в полость формы, а в формообразующей вставке нижней обоймы выполнены литники и питатели для подвода металла в полость формы и установлен приводимый в движение посредством гидроцилиндра затвор, перекрывающий литники во избежание выдавливания жидкого металла из полости формы во время прессования пуансоном, а поворотные захваты, центрирующие втулки и замки для фиксации ползунов установлены в промежуточной обойме.
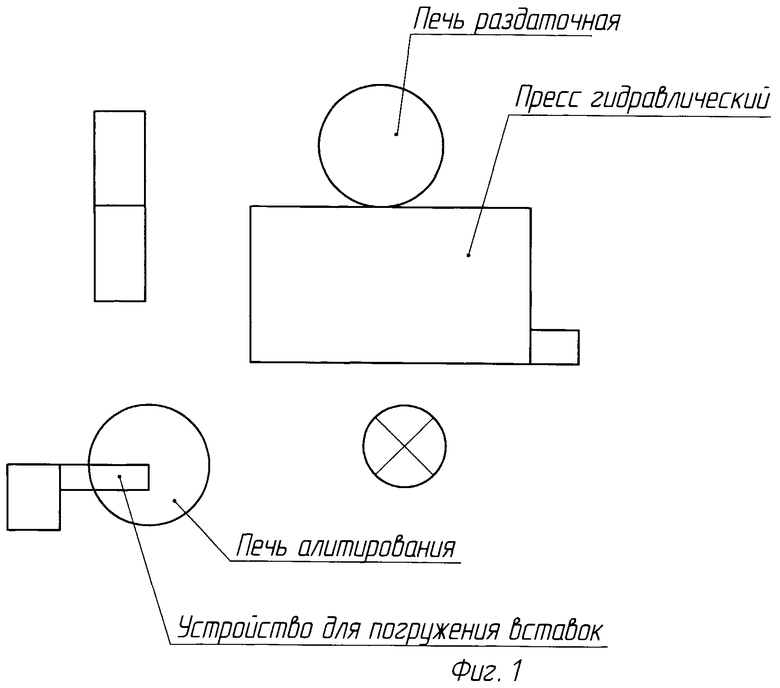
На фиг.1 показана планировка рабочего места литейщика;
на фиг.2 - разрез А-А на фиг.3;
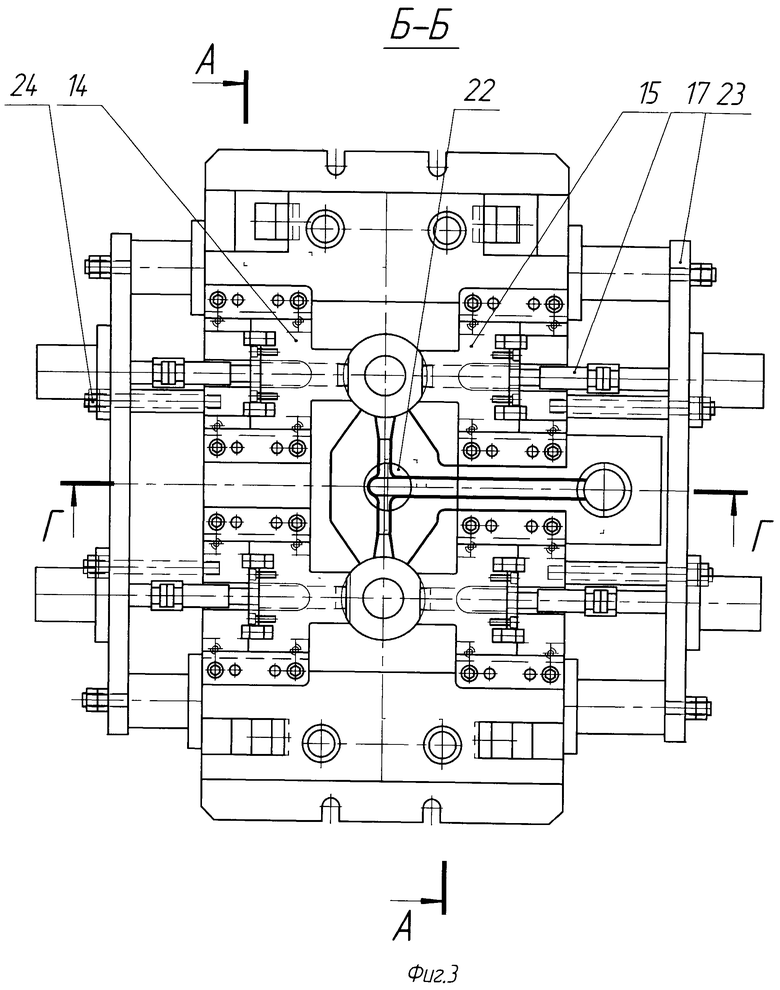
на фиг.3 - разрез Б-Б на фиг.2;
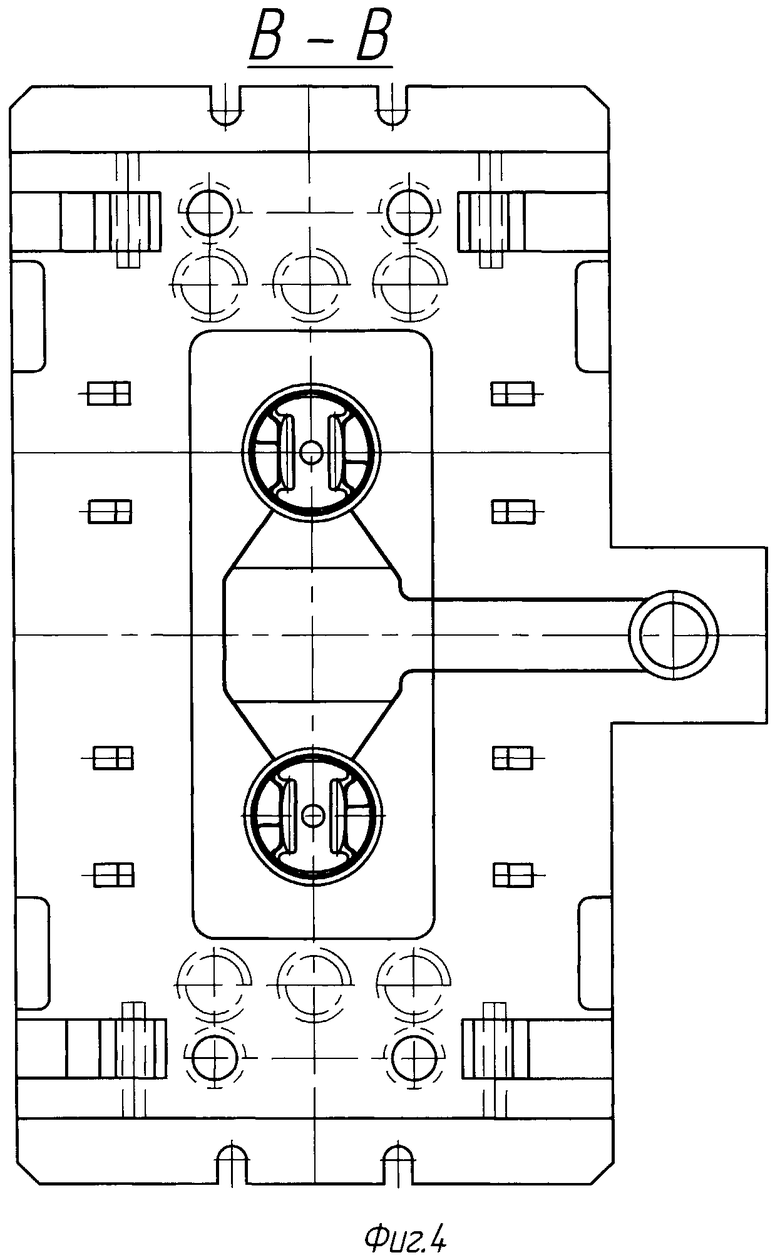
на фиг.4 - разрез В-В на фиг.2;
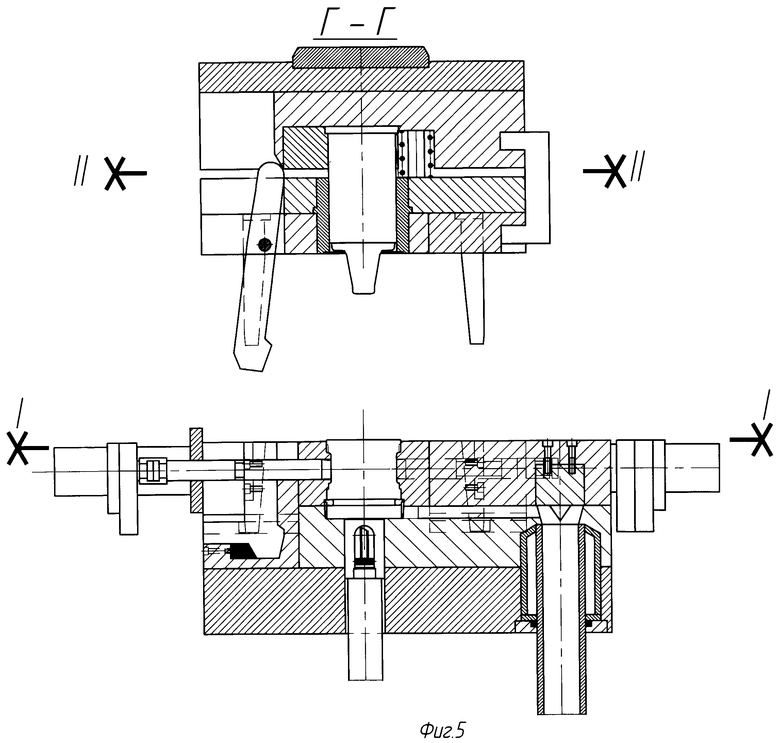
на фиг.5 - разрез Г-Г на фиг.3, исходное состояние;
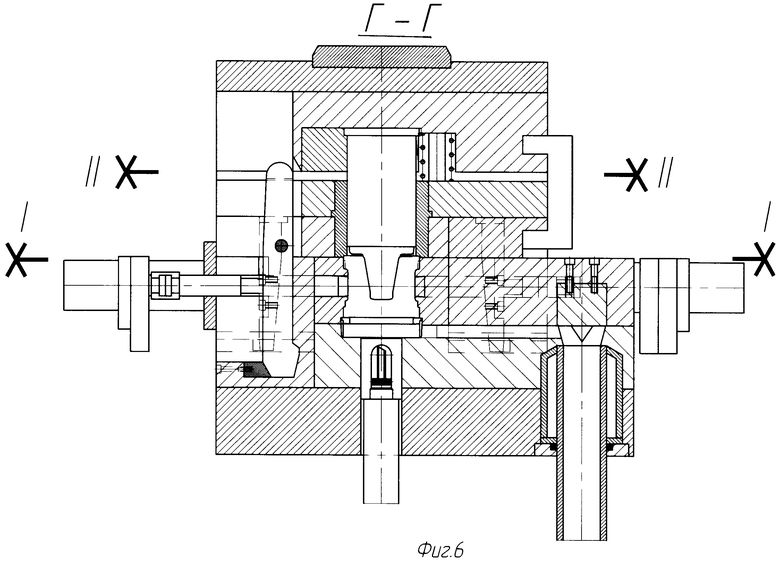
на фиг.6 - разрез Г-Г на фиг.3, форма закрыта по разъему I;
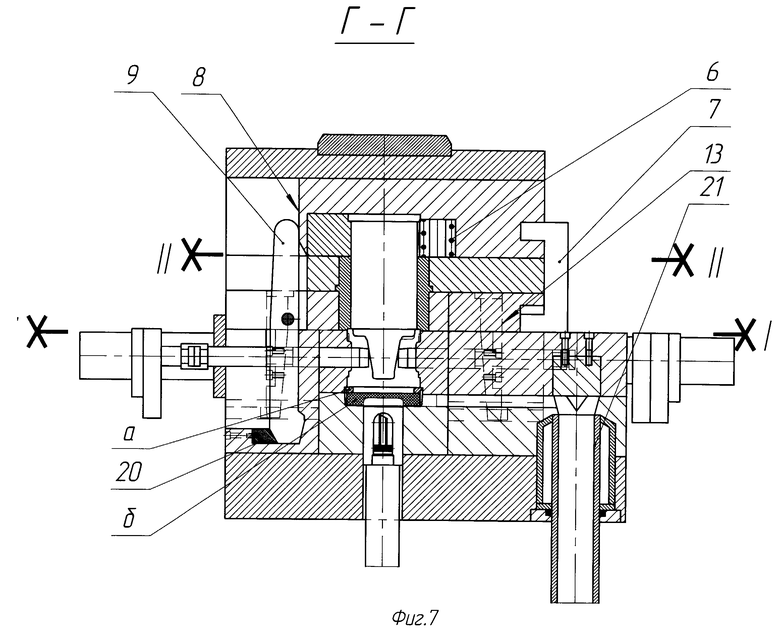
на фиг.7 - разрез Г-Г на фиг.3, форма закрыта по разъему I и по разъему II.
Устройство для изготовления двигателей внутреннего сгорания содержит верхнюю обойму 1, промежуточную обойму 2 и нижнюю обойму 3.
В верхней обойме 1 установлены пуансоны 4, центрирующие штыри 5, пружины 6 и ограничитель 7 раскрытия по разъему II. Кроме этого, в верхней обойме 1 имеются пазы 8, с помощью которых прихваты 9 фиксируют промежуточную обойму 2 с нижней обоймой 3 в сомкнутом состоянии при закрытии формы по разъему I.
В промежуточной обойме 2 установлены поворотные захваты 9, центрирующие втулки 10, вкладыш 11 с установленными направляющими втулками 12 пуансонов 4, оформляющими верхний торец юбки отливки. Вкладыш 11 фиксирует направляющие втулки 12 и оформляет отливку по наружному диаметру в зоне подвода питателя.
В промежуточной обойме 2 также установлены замки 13 для фиксации ползунов 14 и 15 в закрытой по разъему I форме.
Нижняя обойма 3 содержит центрирующие втулки 16 и ползуны 14 и 15, оформляющие в отливках наружные поверхности в зоне отверстий под поршневые пальцы. В ползунах 14 и 15 установлены стержни 17, оформляющие в поршне отверстия под поршневые пальцы. В нижней обойме 3 установлена формообразующая вставка 18, в которую устанавливают нирезистовые кольца, оформляющая наружный диаметр отливки, а по оси гнезд установлены плунжера 19 выталкивания. Кроме этого, в обойме 3 размещены сухари 20, которые при закрытой по разъему I форме фиксируют поворотные захваты 9 в положении соединения промежуточной и нижней обойм 2 и 3. Также в нижней обойме 3 расположен металлопровод 21 для подачи жидкого металла из раздаточной печи в полость формы, а во вставке 18 выполнены литники и питатели для подвода металла в полость формы и установлен затвор 22, перекрывающий литники во избежание выдавливания жидкого металла из полости формы во время прессования пуансоном 4. Затвор 22 приводят в движение гидроцилиндром привода затвора. Ползуны 14 и 15 связаны с установленными на нижней обойме 3 гидроцилиндрами посредством плиты гидроцилиндров 23 и тяг 24. Стержни 17 приводят в движение за счет гидроцилиндров, установленных на плите гидроцилиндров 23.
До начала цикла в устройстве для осуществления способа изготовления поршней двигателей внутреннего сгорания верхняя обойма 1 и промежуточная обойма 2 находятся в верхнем крайнем положении, раскрыты по разъему II пружинами 6 на величину, определяемую ограничителем хода 7. Ползуны 14 и 15 размещены в крайних положениях слева и справа соответственно. Стержни 17 находятся в выведенном состоянии в крайних положениях до упора в ползунах 14 и 15, плунжер 19 - в положении «заподлицо» с дном поршня, оформляемым формообразующей вставкой 18.
Заранее подготовленное: очищенное и обезжиренное - нирезистовое кольцо «а», опускают в тигель с расплавом и выдерживают в нем, сообщая кольцу колебательные движения.
Способ изготовления поршней двигателей внутреннего сгорания в устройстве осуществляется следующим образом.
В гнездо вставки 18 нижней полуформы 3 устанавливают извлеченное из тигля алитированное нирезистовое кольцо «а» и производят его фиксацию выступами, расположенными на внутренней боковой поверхности вставки 18. Закрывают полость нижней полуформы, сводя в горизонтальной плоскости к оси формы ползуны 14 и 15 со стержнями 17 гидроцилиндрами, установленными на нижней обойме 3 через плиту гидроцилиндров 23 и тяги 24. При этом производится окончательная фиксация в форме нирезистового кольца. Далее, под воздействием пресса происходит закрытие формы по разъему I, осуществляемое при пониженном давлении пресса, составляющем 0,2 от номинального. При этом центрирующие штыри 5 движутся в центрирующих втулках 16 нижней обоймы. При смыкании вставки 18 нижней обоймы 3 с вкладышем 11 промежуточной обоймы 2 происходит фиксация смыкания формы по разъему I, поворотные захваты 9, направляемые сухарями 20, заходят в пазы нижней обоймы 3, выбирая зазор по разъему I. При этом разъем I предварительно запирается от произвольного раскрытия, а ползуны 14 и 15 запираются замками 13.
Затем из раздаточной печи по металлопроводу 21 производят заливку жидкого металла в полость закрытой по разъему I формы под низким давлением. При этом воздух из полости формы выходит через вентиляционные каналы по наружному диаметру пуансона 4 и в разъем I формы. Металл поступает в литниковую систему, выполненную во вставке 18 нижней обоймы 3, и заполняет формообразующую полость формы. После заполнения полости формы металлом производят интенсивное охлаждение формы в течение 8…10 сек при приложенном низком давлении для создания уплотнительного кольца вокруг пуансона 4.
Далее происходит закрытие литников вставки 18 посредством поворота затвора 22, что препятствует выдавливанию жидкого металла из полости формы, а в раздаточной печи снижается давление воздуха.
Затем включается верхнее прессование корпуса поршня с нирезистовым кольцом путем создания номинального давления в гидроцилиндре прессования пресса. Пуансон 4, перемещаясь во втулке 12, оказывает давление на жидкий металл в полости формы и вытесняет его вверх, компенсируя усадку в юбке поршня. При этом центрирующие штыри 5 движутся в центрирующих втулках 10 промежуточной обоймы. В жидкой фазе металла в форме создается давление, способствующее компенсации усадки металла при кристаллизации. При этом поворотные захваты 9 заходят в пазы 8 верхней обоймы 1, тем самым выполняя окончательную фиксацию поворотными захватами 9 нижней обоймы 3. Расчетный избыток дозы залитого в форму металла, полученный за счет исходного положения пуансона 4, создает избыточное давление в форме. Происходит закрытие формы по разъему II.
Далее происходит прошивка боковых отверстий в корпусе, в результате которой гидроцилиндры, установленные на плите гидроцилиндров 23, вводят в полость формы стержни 17, оформляющие отверстия под поршневые пальцы. Подается номинальное давление к гидроцилиндру выталкивания пресса, производится подпрессовка отливки плунжером выталкивателя 19 снизу.
Производят выдержку отливки под давлением, продолжая интенсивное охлаждение формы. По завершении этапа выдержки давление в гидроцилиндрах прессования и выталкивания сбрасывают, в результате чего стержни 17 гидроцилиндрами выводят из отливки, пресс раскрывается, выводя пуансон 4 из полости формы. Отливка при этом удерживается втулкой 12. За счет усилия пружин 6 форма открывается по разъему II до ограничения, накладываемого ограничителем хода 7, при этом поворотные захваты 9 выходят из контакта с пазами 8, при дальнейшем раскрытии пресса поворотные захваты по сухарям выходят из пазов нижней обоймы и по разъему I отпускают нижнюю обойму 3. После полного раскрытия формы ползуны 14 и 15 со стержнями 17 отводят в исходное положение. Плунжер 19 выталкивателя выталкивает отливку из формы. Форма раскрыта. Форму чистят, охлаждают, смазывают.
При наличии в поршне двигателя внутреннего сгорания дополнительной керамической вставки способ осуществляют следующим образом.
До начала цикла в устройстве для осуществления способа изготовления поршней двигателей внутреннего сгорания верхняя обойма 1 и промежуточная обойма 2 находятся в верхнем крайнем положении. Ползуны 14 и 15 размещены в крайних положениях слева и справа соответственно. Стержни 17 находятся в выведенном состоянии в крайних положениях до упора в ползунах 14 и 15, плунжер 19 - в положении «заподлицо» с дном поршня, оформляемым вкладышем 18.
Заранее подготовленное: очищенное и обезжиренное - нирезистовое кольцо «а», опускают в тигель с расплавом и выдерживают в нем, сообщая кольцу колебательные движения.
Предварительно нагретую керамическую вставку «б» устанавливают в гнезде на дне формообразующей полости вкладыша 18, открытого по разъему устройства для изготовления поршней. В это же гнездо устанавливают извлеченное из тигля алитированное нирезистовое кольцо «а», фиксируя керамическую вставку «б». Закрывают полость нижней полуформы, сводя ползуны 14 и 16 со стержнями 17. При этом производится фиксация в форме нирезистового кольца «а». Остальные операции аналогичны предыдущему варианту.
После полного раскрытия формы ползуны 14, 15 и стержни 17 возвращаются в исходное положение. Плунжер 19 выталкивателя выталкивает отливку из формы. Форма раскрыта. Форму чистят, охлаждают, смазывают.
Заявляемое техническое решение в сравнении с существующими способом и устройством для изготовления поршней двигателей внутреннего сгорания обеспечивает следующие преимущества:
- повышение качества изготавливаемого поршня за счет получения стабильных размеров поршня, обеспечиваемого точностью дозирования заливаемого металла;
- повышение качества изготавливаемого поршня за счет повышения механических свойств и микроструктуры материала поршня, повышения прочности соединения нирезистового кольца с алюминиевым корпусом, обеспечиваемых стабильностью процесса;
- повышения безопасности работы, удобство обслуживания устройства за счет замены ручной ковшевой заливки металла заливкой под низким давлением через металлопровод;
- повышение производительности труда за счет использования металлопровода и многогнездных форм;
- обеспечение плотного закрытия формы, обусловленного уменьшением поверхности стыка ползунов формы и вероятности попадания металла между ползунами при смыкании формы в горизонтальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Способ производства поршней для двигателей внутреннего сгорания с нирезистовым кольцом | 2024 |
|
RU2828524C1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов с нирезистовой вставкой | 2020 |
|
RU2773555C2 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2338624C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С ПОДНУТРЕНИЯМИ ВО ВНУТРЕННЕЙ ПОЛОСТИ | 2006 |
|
RU2316410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2205089C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2110360C1 |
Изобретение относится к изготовлению поршней с нирезистовым кольцом методом литья с кристаллизацией подавлением. Устройство для изготовления поршней содержит верхнюю обойму 1 с пуансонами 4, промежуточную обойму 2, нижнюю обойму 3, в которой размещена вставка 4 с формообразующей полостью и плунжер выталкивания. Стержни, оформляющие отверстия под поршневые пальцы, установлены в ползунах, размещенных в нижней обойме. Нирезистовое кольцо устанавливают в форму, фиксируют его при ходе ползунов к оси формы. Форму закрывают по разъему I, заливают в форму жидкий металл под низким давлением из раздаточной печи через металлопровод и литниковую систему с затвором, предотвращающим выдавливание жидкого металла из формы. Производят интенсивное охлаждение формы при приложенном низком давлении для образования уплотнения вокруг пуансона. Осуществляют прессование пуансоном при номинальном давлении. Закрывают форму по разъему II и осуществляют прошивку боковых отверстий в корпусе, нижнюю подпрессовку, интенсивное охлаждение формы и выдержку отливки под давлением. Возможна установка в форму дополнительной керамической вставки. Обеспечивается повышение качества поршня и повышение производительности труда и безопасности работы. 2 н.п. ф-лы, 7 ил.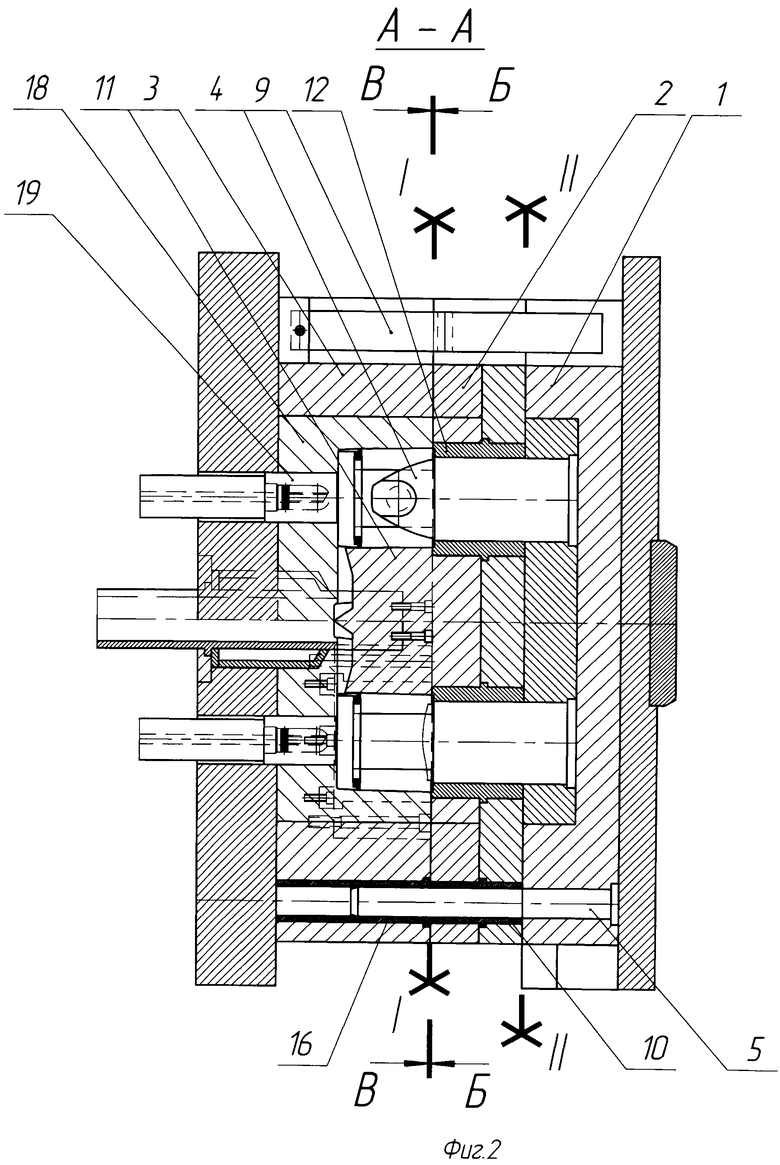
1. Способ изготовления поршня двигателя внутреннего сгорания, состоящего из алюминиевого корпуса с боковыми отверстиями и алитированного нирезистового кольца, включающий установку нирезистового кольца в форму на выступы, расположенные на внутренней боковой поверхности вставки формы, заливку в форму жидкого металла, закрытие формы по разъему I, прессование пуансоном, закрытие формы по разъему II, прошивку боковых отверстий в корпусе, нижнюю подпрессовку, интенсивное охлаждение формы и выдержку отливки под давлением, отличающийся тем, что после установки нирезистового кольца на выступы осуществляют ее фиксацию посредством ползунов при их ходе к оси формы с помощью гидроцилиндров, заливку в форму жидкого металла производят под низким давлением после закрытия формы по разъему I из раздаточной печи через металлопровод и литниковую систему с затвором, закрытие которого предотвращает выдавливание жидкого металла из формы, закрытие формы по разъему II осуществляют при номинальном давлении пресса, а после заливки жидкого металла в форму, перед прессованием пуансоном, для образования уплотнительного кольца вокруг пуансона производят интенсивное охлаждение формы.
2. Устройство для изготовления поршня двигателя внутреннего сгорания, состоящего из алюминиевого корпуса с боковыми отверстиями и алитированного нирезистового кольца, содержащее верхнюю обойму с установленным в ней пуансоном и центрирующими штырями, на которых установлена с возможностью вертикального перемещения, ограниченного упорами верхней обоймы, промежуточная обойма с закрепленной в ней направляющей втулкой пуансона и удерживающим направляющую втулку вкладышем, и поворотные захваты, фиксирующие в сомкнутом положении промежуточную обойму и нижнюю обойму, содержащую вставку с формообразующей полостью и установленным в ней нирезистовым кольцом, стержни, оформляющие отверстия под поршневые пальцы, и плунжер выталкивания, отличающееся тем, что стержни, оформляющие отверстия под поршневые пальцы, установлены в ползунах, размещенных в нижней обойме, в которой также расположен металлопровод для подачи жидкого металла из раздаточной печи в полость формы, а в формообразующей вставке нижней обоймы выполнены литники и питатели для подвода металла в полость формы и установлен приводимый в движение посредством гидроцилиндра затвор, перекрывающий литники во избежание выдавливания жидкого металла из полости формы во время прессования пуансоном, а поворотные захваты, центрирующие втулки и замки для фиксации ползунов установлены в промежуточной обойме.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Машина для литья поршней | 1980 |
|
SU879871A1 |
| US 4651631 А, 24.03.1987. | |||

