Изобретение относится к оборудованию, применяемому при ремонте деталей типа вала для восстановления изношенных шеек ва,пов полимерными материалами, может быть использовано в машиностроении и является дополнительным к основному авт, св;№ 1147582,,
Цель изобретения - увеличение производительности нанесения полимерного покрытия на шейку вала и экономии полимерного материала путем отрезки литника в самой пресс-форме и закрытия литникового канала, когДа полимер еще находится в вязкотекутцем состоянии.
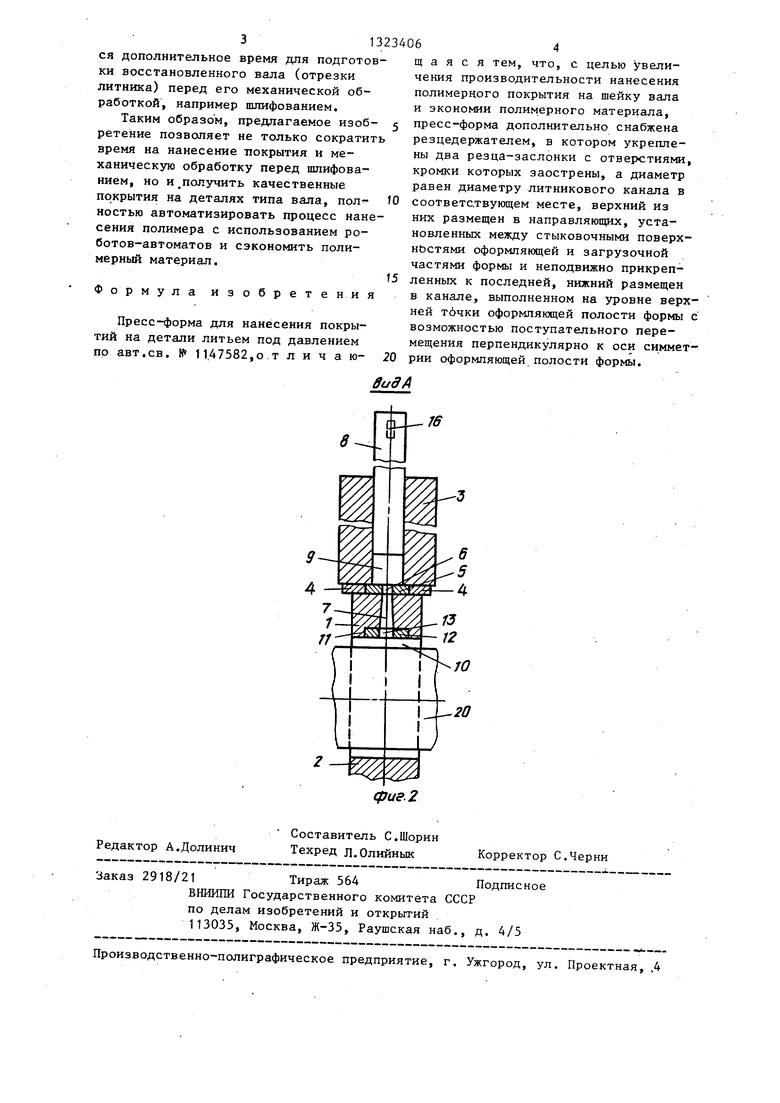
На фиг.1 изображена верхняя часть пресс-формы с резцедержателем, в котором установлены верхний и нижний резцы заслонки; на фиг. 2 - вид А на фиг.1.
Пресс-форма содержит матрицу, состоящую из двух полуформ: верхней 1 и нижней 2. Между стыковочными поверхностями полуформь 1 и загрузочной частью формы 3 размещены направляющие 4j, в которых установлен верхний резец-заслонка 5, имеющий возможность перемещения в направляющих 4, В средней части резца-заслонки 5 выполнено отверстие 6, диаметр которого равен диаметру литника 7 в этом месте, а кромки заострены. Направляющие 4 с резцом-заслонкой 5 прикреплены к загрузочной части фор- .мы 3 с пуансоном 8 и загрузочной полостью 9 и прижимаются к стыковочной поверхности верхней полуформы 1.
,На уровне верхней точки оформпяю- ще.й полости 10 сделан разъем в полуформе 1. В отрезанной верхней части полуформы 1 по всей ее ширине выполнен перпендикулярно оси симметрии оформпяющей полости формы 10 каВерхний 5 и нижний 12 резцы-заслонки своими -концами укреплены в резцедержателе 14, который шарнирно соединен с якорем 15 электромагнита. К пуансону 8 прикреплен выступ 16, который в конце впрыска расплавленного полимера замыкает контакты 17 питания электромагнита. Электромагни через выпрямитель 18 включен в сеть
JQ переменного тока. Начальное положение и ход якоря электромагнита регулируются при помощи упоров 19.
Пресс-форма работает следующим образом.
15 После достижения температуры переработки полимера матрицей 1, шейкой вала 20 и загрузочной частью формы 3 резцедержатель с двумя резцами-заслонками (верхним 5 и ниж20 ним 12) устанавливают в положение, при котором оси их отверстий 6 и 13 с заостренными кромками совпадают с осью отверстия литникового канала 7. Затем перемещают, например, при по25 мощи гидроцилиндра, пуансон 8 с прикрепленным к нему выступом 16 и вьщавливают расплав полимера из загрузочной камеры 9 в оформляющую полость 10, производя наращива30 ние полимерного покрытия на поверхность шейки вала 20. В конце хода пуансона 8 выступ 16 замыкает контакты 17 и включает электромагнит 21 Магнитное поле, созданное электромаг
нитом, перемещает якорь электромагнита 15 и соединенный с ним шарнирно резцедержатель 14, в котором укреп- лены верхний 5 и нижний 12 резцы-за слонки, отрезающие литник одновре40 менно от полимерного покрытия и от полимерной массы загрузочной камеры с последующим закрытием литникового канала 7 как со стороны оформпяющей полости 10, так и со стороны загрунал 11, в котором размещен нижний ре-45 зочной камеры 9. В остальном работа
зец-заслонка 12, толщина которого рана глубине канала 11 а ширина - его ширине. В средней части нижнего резца-заслонки 12, как и в верхнем, изготовлено отверстие 13 с заостренными кромками с диаметром, равным диаметру литникового канала 7 в этом месте. Нижний резец-заслонка 12, как и верхний 5, имеет возможность перемещаться по каналу 11. Поверхности соприкасания резцов-заслонок с на- пра.вляющими и частями пресс-формы имеют скользящую посадку.
Верхний 5 и нижний 12 резцы-заслонки своими -концами укреплены в резцедержателе 14, который шарнирно соединен с якорем 15 электромагнита. К пуансону 8 прикреплен выступ 16, который в конце впрыска расплавленного полимера замыкает контакты 17 питания электромагнита. Электромагнит через выпрямитель 18 включен в сеть
Q переменного тока. Начальное положение и ход якоря электромагнита регулируются при помощи упоров 19.
Пресс-форма работает следующим образом.
5 После достижения температуры переработки полимера матрицей 1, шейкой вала 20 и загрузочной частью формы 3 резцедержатель с двумя резцами-заслонками (верхним 5 и ниж0 ним 12) устанавливают в положение, при котором оси их отверстий 6 и 13 с заостренными кромками совпадают с осью отверстия литникового канала 7. Затем перемещают, например, при по5 мощи гидроцилиндра, пуансон 8 с прикрепленным к нему выступом 16 и вьщавливают расплав полимера из загрузочной камеры 9 в оформляющую полость 10, производя наращива0 ние полимерного покрытия на поверхность шейки вала 20. В конце хода пуансона 8 выступ 16 замыкает контакты 17 и включает электромагнит 21.. Магнитное поле, созданное электромаг нитом, перемещает якорь электромагнита 15 и соединенный с ним шарнирно резцедержатель 14, в котором укреп- лены верхний 5 и нижний 12 резцы-заслонки, отрезающие литник одновре0 менно от полимерного покрытия и от полимерной массы загрузочной камеры с последующим закрытием литникового канала 7 как со стороны оформпяющей полости 10, так и со стороны загрупредлагаемой пресс-формы не отличается от известной.
, Использование предлагаемой пресс- формы позволяет сократить время нанесения полимерного покрытия на шейку вала до минимума, полностью автоматизировать процесс нанесения с использованием для переноски загрузочной части формы к другой пресс-форме работа-автомата, сэкономить полимерный материал благодаря использованию полимера в загрузочной камере формы без остатка. Кроме того, не требуется дополнительное время для подготовки восстановленного вала (отрезки литника) перед его механической обработкой, например шлифованием.
Таким образом, предлагаемое изоб- ретение позволяет не только сократить время на нанесение покрытия и механическую обработку перед шлифованием, но и получить качественные
щ а я чения
с я тем.
4 что.
с целью увелипроизводительности нанесения полимерного покрытия на шейку вала и экономии полимерного материала, пресс-форма дополнительно снабжена резцедержателем, в котором укрепле ны два резца-заслонки с отверстиям кромки которых заострены, а диамет равен диаметру литникового канала
покрытия на деталях типа вала, пол- tO соответствующем месте, верхний из
костью автоматизировать процесс нанесения полимера с использованием роботов-автоматов и сэкономить полимерный материал.
Формула изобретения
Пресс-форма для нанесения покрытий на детали литьем под давлением по авт.св. № 11.47582,0 т л и ч а ю
406
щ а я чения
с я тем.
4 что.
с целью увелипроизводительности нанесения полимерного покрытия на шейку вала и экономии полимерного материала, пресс-форма дополнительно снабжена резцедержателем, в котором укреплены два резца-заслонки с отверстиями, кромки которых заострены, а диаметр равен диаметру литникового канала в
них размещен в направляющих, установленных между стыковочными поверх- ньстями оформляющей и загрузочной частями формы и неподвижно прикрепленных к последней, нижний размещен в канале, выполненном на уровне верхней тбчки оформляющей полости формы с возможностью поступательного перемещения перпендикулярно к оси симметрии оформляющей полости формы.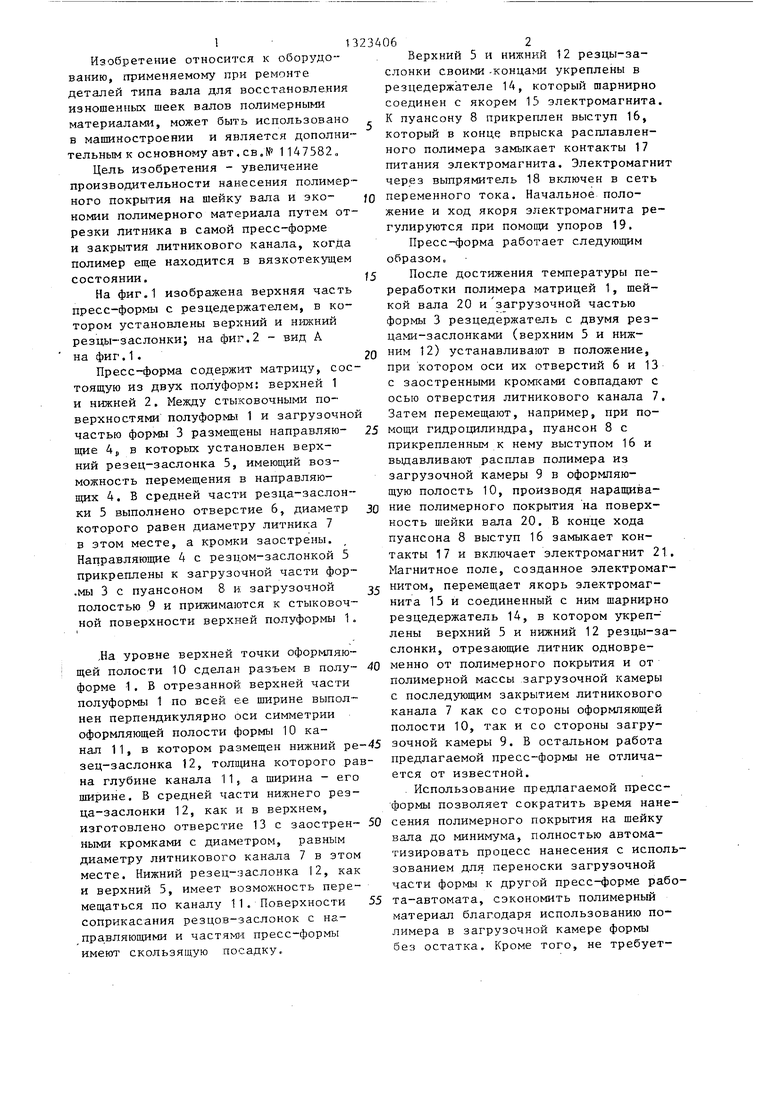
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для нанесения покрытия на детали литьем под давлением | 1983 |
|
SU1147582A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Многогнездная форма для изготовления полимерных изделий | 1984 |
|
SU1207788A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |
| ЛИТЬЕВАЯ ФОРМА | 1988 |
|
RU2017619C1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
Изобретение относится к оборудованию, применяемому для восста- новления изношенных шеек валов и является усовершенствованием пресс-формы по авт.св. № 1147582. Цель изобретения - увеличение производительности нанесения покрытия и экономия материала. Для этой цели во время хода пуансона 8 в загрузочной части формы 3 выступ 16 замыкает контакты 17 электромагнита 21. Электромагнит перемещает якорь 15. На якоре шарнирно закреплен резцедержатель 14. На резцедержателе укреплены резцы 5 и 12, отрезающие литник и закрывающие канал. 1 з.п. ф-лы, 2 ил. 19- W со to со Oiii. О О5 КЗ фиаЛ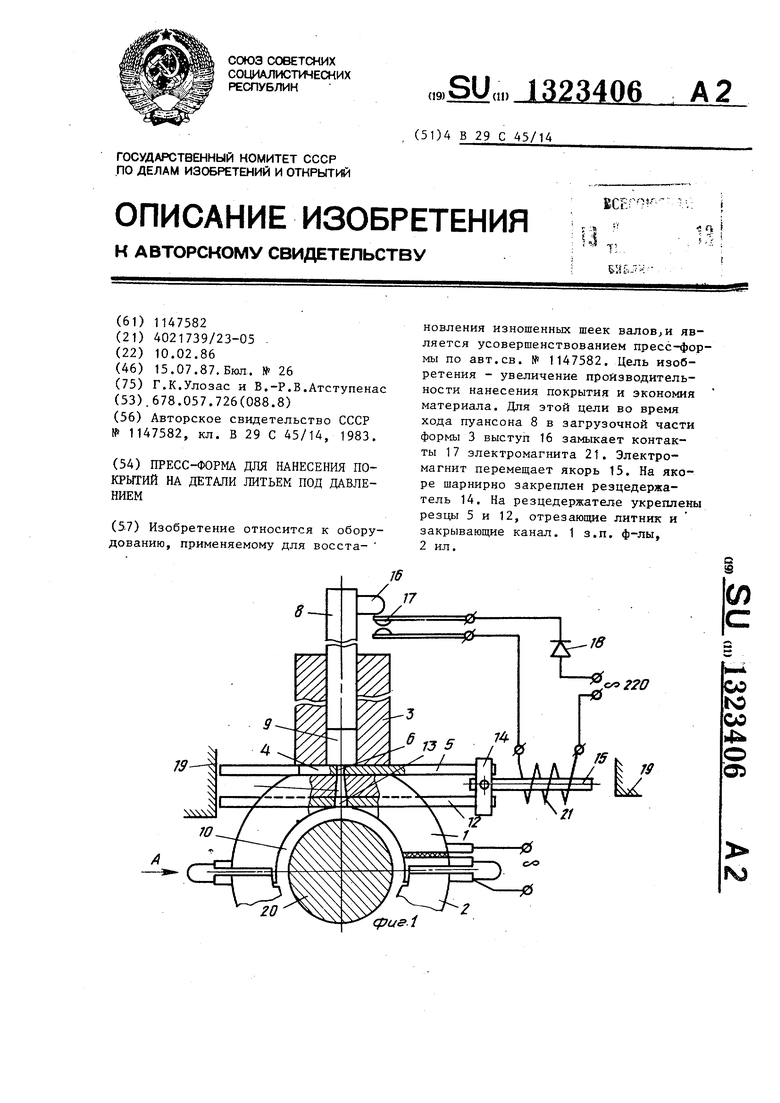
rff
Р едак тор А.Долинич
cpfje.2
Составитель С.Шорин Техред Л.Олийнык
Заказ 2918/21Тираж 564Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, ,4
Корректор С,Черни
| Прессформа для нанесения покрытия на детали литьем под давлением | 1983 |
|
SU1147582A1 |
| Солесос | 1922 |
|
SU29A1 |
