04
ш oo со
CM
o
s
СО
со см
СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки втулок | 1984 |
|
SU1183344A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ И СТЕНД ДЛЯ СБОРКИ-СВАРКИ И МЕХОБРАБОТКИ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ | 2023 |
|
RU2824022C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088380C1 |
| Многошпиндельный вертикальный станок | 1983 |
|
SU1093399A2 |
| Винтоверт | 1982 |
|
SU1030154A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для ориентирования при сборке детали типа втулки с боковым отверстием | 1980 |
|
SU946879A2 |
| Устройство для подачи и установки запрессовкой деталей типа валиков | 1980 |
|
SU903067A1 |
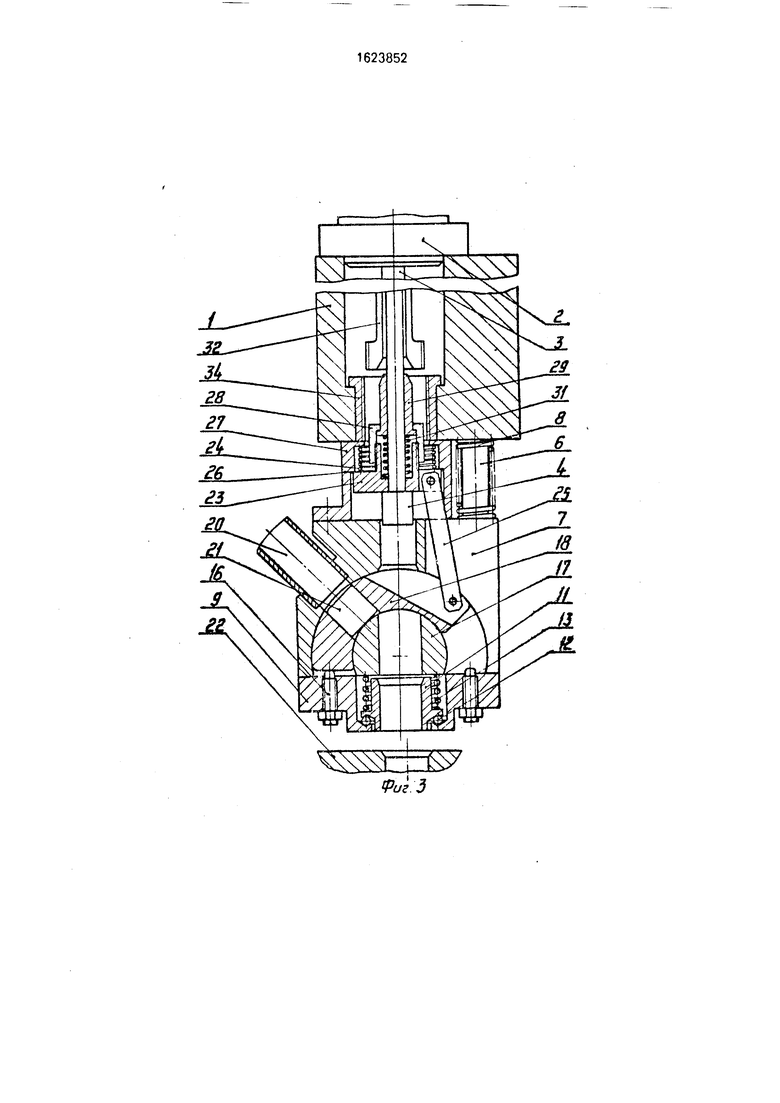
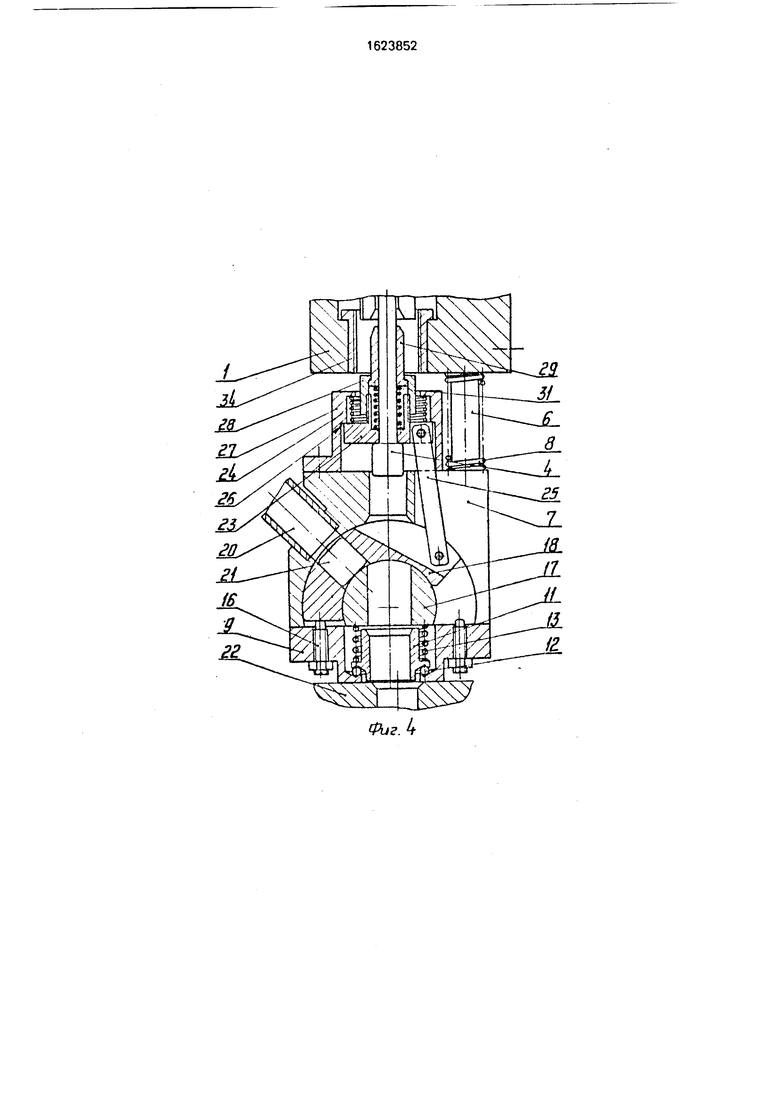
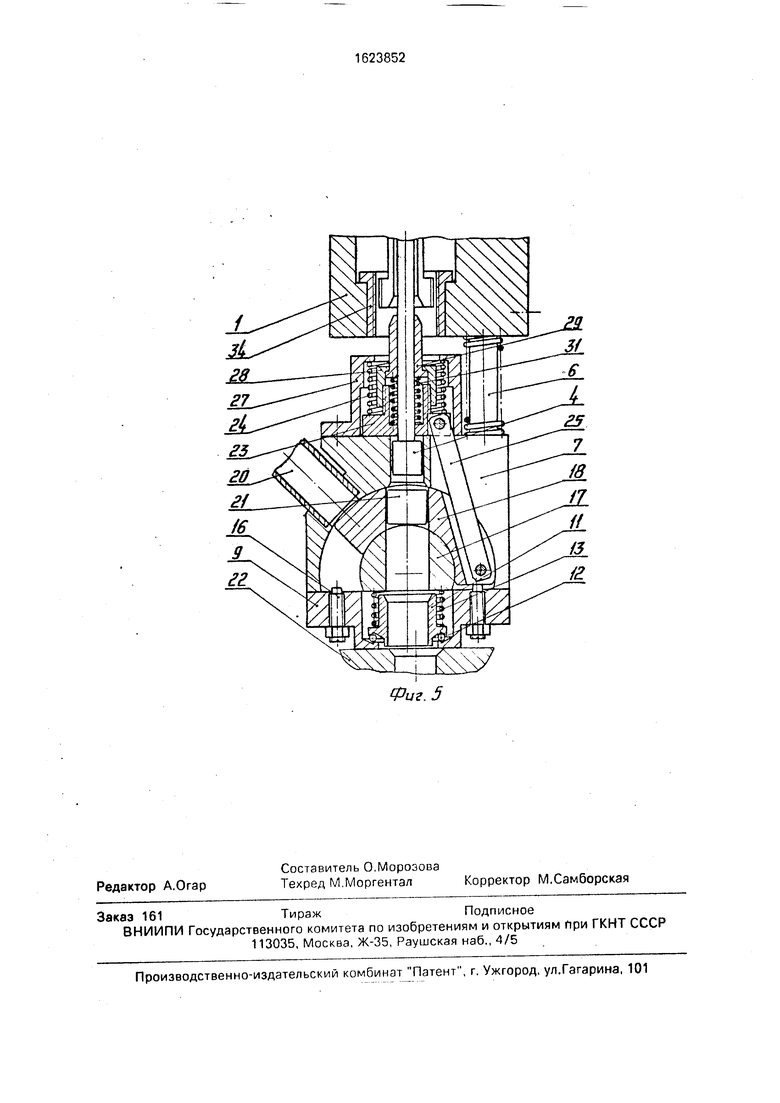
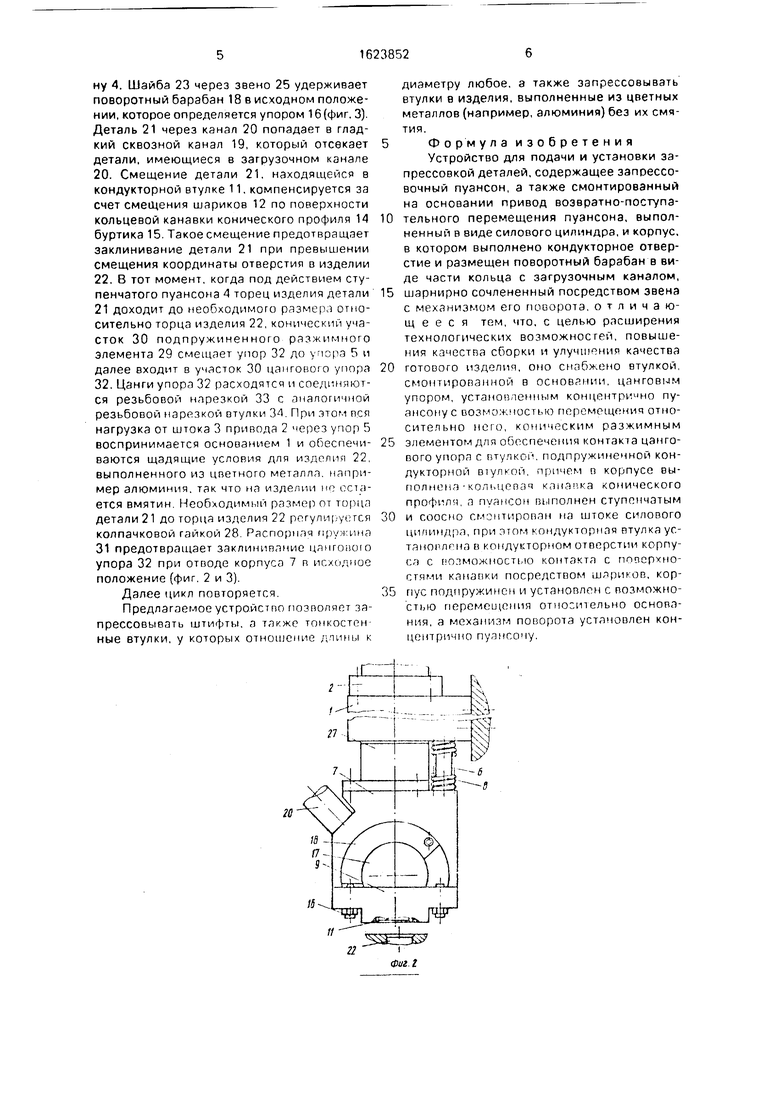
Изобретение относится к ме«аногбо рочному производству в частности к уст ройствам для подачи цилиндрически ДР талей типа валиков и втулок в рлбо ую зону для последующей запрессовки в огперсгие собираемого узла Цель изобретения - расширение технологических розможностеи за счет увеличения типоразмеров собираемых деталей, а также повышение качества сборки за счет исключения влияния точности базирования деталей на точность сборки и улучшение качеств готовою шделия за счет исключения избыточной нагрузки Устройство содержит основание 1 запрессо- оочипй ступенчатый пуансон (П) А с приводом его перемещения корпус 7 с кондукторным отверстием 10, п котором установлена кондукторная гтулка 11 и поворотным барабаном 18 в ююром выполнен канал 19 цангогн in пор 31 г ретьЬовой нарезкой, втулку 34 так,-е с речь юпои ко ничегкии i имнри э юмент 29 Первона чально происходит перемещение корпуса 7 до упора в торец ичдплия 2 Деталь 21 нч- ходитсч в канале 19 При дальнейшем движении П 4 барабан 18 перемещает на позицию сборки деталь 21 после чего П 4 запрессовывает ее в изделие 22 до необходимого размер Одновременно элемент 29 разжимает лепс гтки упора 32 до их взаимодействия с втулкой 34 п результате чего вел нагрузка от привода воспринимается основанием 1 5 ил fe
Фиг. 5
| Устройство для подачи и установки запрессовкой деталей типа валиков | 1980 |
|
SU903067A1 |
