(21)4030935/31-08
(22)26.02.86
(46) 15.02.88. Бюл. № 6
(71)Челябинский политехнический институт им. Ленинского комсомола
(72)С. Г. Лакирев, С. В. Сергеев, В. В. Сергеев, В. С. Шипицын
и В. Н. Фризен
(53)621.952-229.316.6(088.8)
(56)Авторское свидетельство СССР № 1042904, кл. В 23 В 39/16, 1981.
(54)УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ВЗАИМОСВЯЗАННЫХ ОТВЕРСТИЙ
(57)Изобретение относится к области станкостроения и может быть использовано на сверлильных, агрегатных станках и автоматических линиях в условиях гибких автоматизированных систем для одновременной обработки групп координированных отверстий в составных деталях, а также может быть использовано для одновременной обработки одиночных отверстий в группе одинаковых деталей. Целью изобретения являетСИ повышение точности обработки взаимосвязанных отверстий в составных деталях, закоординированных относительно различных базовых поверхностей каждой летали. Для этого каждый шпиндельный узел 9 совместно с узлом направления инструмента 29 имеет возможность индивидуа.пьного поворота по окружности относительно центральной оси 6 головки и возможность индивидуальной самоустановки узлов направления инструмента 29 по базовым поверхностям детали и последующей общей фиксации, причем каждая пара иишндельцый узел 9 узел направления инструмента 29 дополнительно связаны цилиндрическими скалками 15 и подпружинены относительно друг друга. Каждый шпиндельный узел 9 головки состоит из цилиндрической втулки 10 с противоположно расположенными проушиной 1 1 и выступом 12, шпинделя 13 и фи1 ур- ной крышки 14 с отверстиями под скалки 15, которые контактируют с отверстиями, выполненными в узле направления. Шпиндельные узлы 9 посредством npoyiuHH II втулок и
s
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Скальчатый кондуктор | 1989 |
|
SU1673306A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Способ обработки отверстий | 1983 |
|
SU1175624A1 |
| Многошпиндельный вертикальный станок | 1983 |
|
SU1093399A2 |
| Кондуктор для сверления отверстий | 1979 |
|
SU837602A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| Устройство для сверления отверстий | 1976 |
|
SU631267A1 |
| Устройство для установки и закрепления в шпиндельной головке скалок кондукторных плит | 1982 |
|
SU1114496A1 |
| Силовая головка | 1984 |
|
SU1194595A1 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |


А J
9 го
оо
оо
4
СО
35
подшипников размещены на центральной оси 6 корпуса головки, выступы размещены в радиальных круговых пазах корпуса 5 и соединены с общим фиксатором. Кондуктор выполнен в виде фигурного корпуса 22, в котором посредством цилиндрической опорной втулки 23 с гайкой 24 и крышки 25 с цилиндрическим выступом размещены секто1
Изобретение относится к станкостроению и может быть использовано на сверлильных, агрегатных станках и автоматических линиях в условиях гибких автоматизированных систем для одновременной обработки группы координированных отверстий в составных деталях, а также для одновременной обработки одиночных отверстий в группе одинаковых деталей.
Цель изобретения - повышение точности обработки взаимосвязанных отверстий в составных деталях, закоординированных относительно различных базовых поверхностей каждой детали.
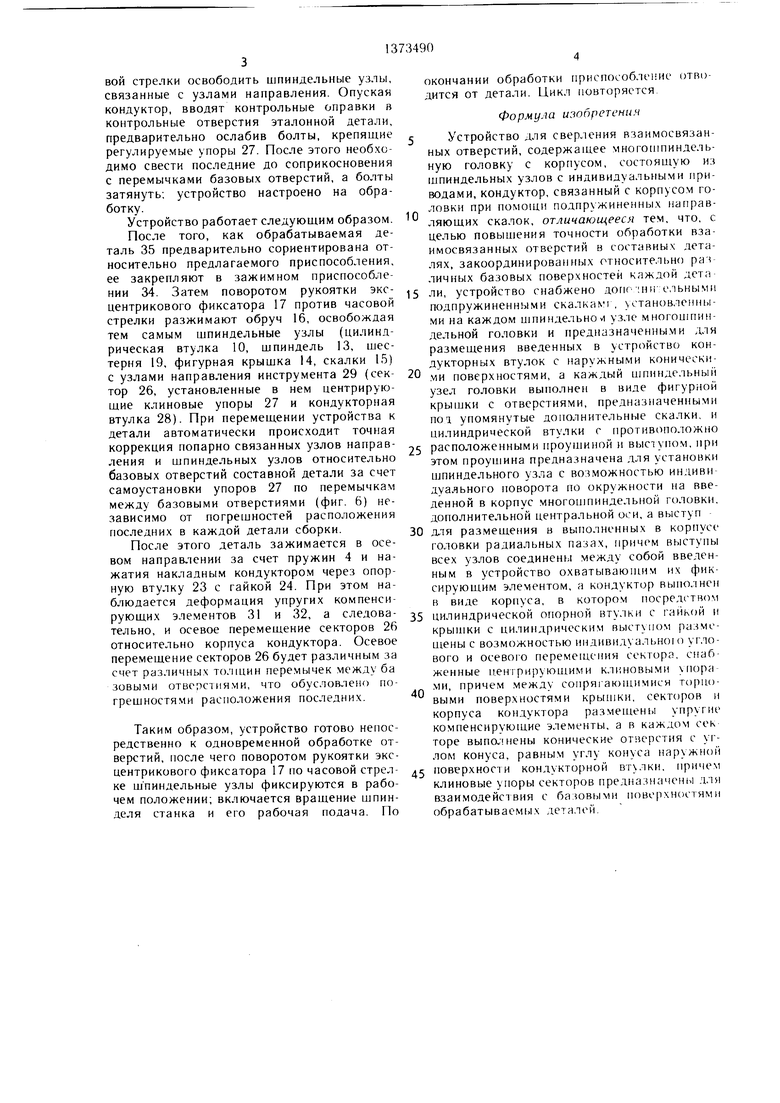
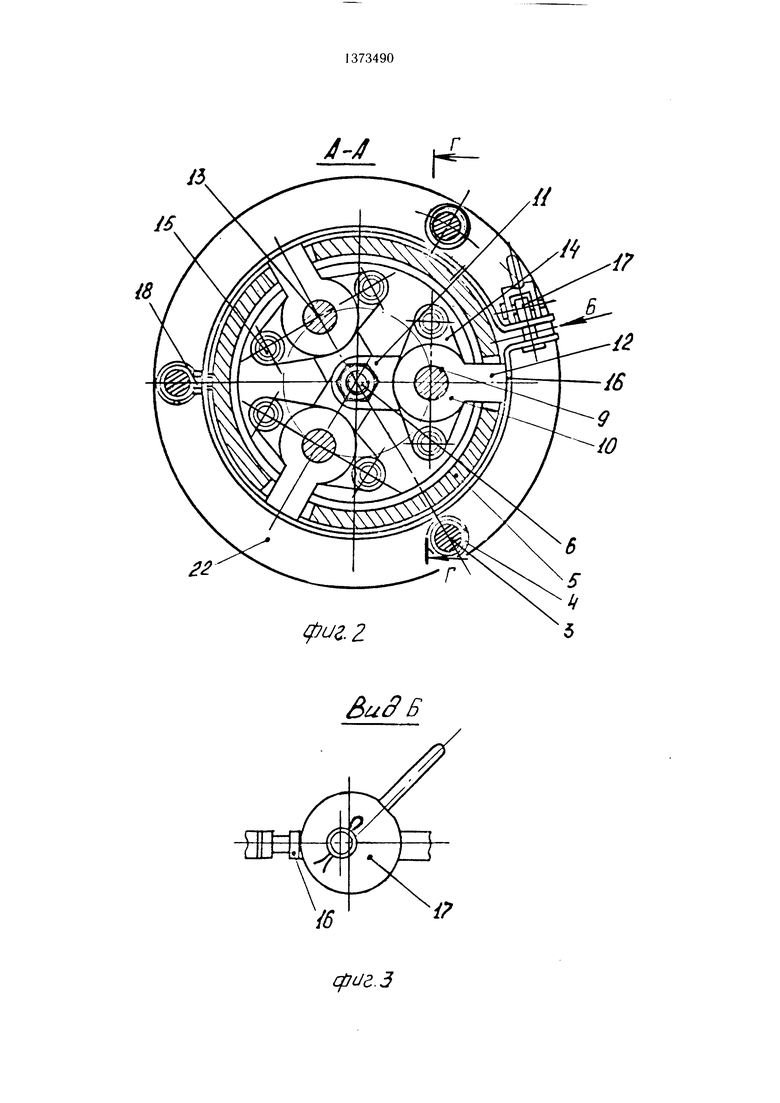
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Д на фиг. 2, с изображением эксцентрикового фиксатора шпинделей; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 2, с изображением индивидуальной связи шпиндельного узла с узлом направления инструмента; на фиг. 6 - разрез Г-Г на фиг. 4, с изображением самоустановки узла направления инструмента на базовые отверстия обрабатываемой детали.
Устройство состоит из многошпиндельной головки 1 и кондуктора 2, соединенных подвижно между собой направляющими 3 и подпружиненных друг относительно друга пружинами 4. Многошпиндельная головка (фиг. 1 и 2) выполнена в виде корпуса 5, в котором с возможностью поворота вокруг центральной оси 6 посредством подшипников 7 и 8 размещены шпиндельные узлы 9. Шпиндельный узел 9 состоит из цилиндрической втулки 10 с противоположно расположенными проушиной 11 и выступом 12, шпинделя 13 и фигурной крышки 14 (фиг. 1, 2, 4 и 5) с отверстиями под скалки 15. Проушиной 11 втулка 10 (фиг. 1, 2 и 3) установлена на центральной оси 6, а своим выступом 12 размешена в радиальных круговых пазах корпуса 5. Выступы 12 втулок 10 подвижно соединены с обручем 16 и эксцентриковым фиксатором 17. В свою очередь обруч 16 соединен от проворота с корпусом 5 посредством болта 18. На концах шпинделей 13 (фиг. I) установлены шесры 26, снабженные центрирующими клиновыми упорами 27 н кондукторными втулками 28, причем между сопрягающими поверхностями крыщки, секторов и корпуса заключены упругие компенсирующие элементы 31 н 32, а в буртах кондукторных втулок выполнены отверстия под скалки 15. 6 ил.
терни 19, образующие кинематические соединения с зубчатым венцом 20 внутреннего зацепления, установленным в подщипнико- вом узле 21 корпуса 5.
Кондуктор (фиг. 1 и 4) выполнен в виде
фигурного корпуса 22, в котором посредством цилиндрической опорной втулки 23 с гайкой 24 и крышки 25 с цилиндрическим выступом размещены с возможностью поворота вокруг опорной втулки 23 сектора 26. На внутреннем радиусе каждого из секторов 26 выполнен вертикальный бурт, сопрягающийся с цилиндрическим выступом крышки 25. На внешнем радиусе секторов 26 выполнен горизонтальный бурт, ко5 торый размещен в сегментных выточках корпуса 22. В каждом секторе 26 прорезаны сквозные пазы под самоцентрирующие клиновые упоры 27, причем в каждом секторе установлено по крайней мере по два регулируемых упора 27 (фиг. 1, 4 и 6).
0 Симметрично относительно упомянутых сквозных пазов под упоры 27 в теле каждого сектора выполнено отверстие (фиг. 1, 4 и 5) под кондукторную втулку 28, в которой центрируется инструмент 29. В бур5 те кондукторной втулки 28 выполнены отверстия (фиг. 1, 2, 4 и 5) под скалки 15, связывающие узел направления инструмента 29 со шпиндельным узлом, а последние подпружинены между собой пружинами 30. Между сопрягающимися поверхностями крышки 25
0 секторов 26, корпуса 22 заключены упругие компенсирующие элементы 31 и 32 (фиг. I, 4 и 5). Цилиндрическая опорная втулка 23 кондуктора (фиг. 1) внутренней поверхность установлена на опорном штыре 33 зажимного приспособления 34, в котором по
5 наружному диаметру закреплена обрабатываемая сборка 35.
Устройство перед началом обработки настраивается непосредственно на станке по эталонной детали. Для этого необходимо в зажимном приспособлении 34 установить эталонную деталь, соориентировав отверстия относительно шпинделей приспособления, а вместо инструментов установить контрольные оправки. Затем поворотом рукоятки эксцентрикового фиксатора 17 против часовой стрелки освободить шпиндельные узлы, связанные с узлами направления. Опуская кондуктор, вводят контрольные оправки в контрольные отверстия эталонной детали, предварительно ослабив болты, крепящие регулируемые упоры 27. После этого необходимо свести последние до соприкосновения с перемычками базовы.х отверстий, а болты затянуть; устройство настроено на обработку.
Устройство работает следующим образом.
После того, как обрабатываемая деталь 35 предварительно сориентирована относительно предлагаемого приспособления, ее закрепляют в зажимном приспособлении 34. Затем поворотом рукоятки эксцентрикового фиксатора 17 против часовой стрелки разжимают обруч 16, освобождая тем самым щпиндельные узлы (цилиндрическая втулка 10, шпиндель 13, шестерня 19, фигурная крышка 14, скалки 15) с узлами направления инструмента 29 (сектор 26, установленные в нем центрирующие клиновые упоры 27 и кондукторная втулка 28). При перемещении устройства к детали автоматически происходит точная коррекция попарно связанных узлов направления и шпиндельных узлов относительно базовых отверстий составной детали за счет самоустановки упоров 27 по перемычкам между базовыми отверстиями (фиг. 6) независимо от погре иностей расположения последних в каждой детали сборки.
После этого деталь зажимается в осевом направлении за счет пружин 4 и нажатия накладным кондуктором через опорную втулку 23 с гайкой 24. При этом наблюдается деформация упругих компенсирующих элементов 31 и 32, а следовательно, и осевое перемещение секторов 26 относительно корпуса кондуктора. Осевое перемещение секторов 26 будет различным за счет различных толщин перемычек между ба зовыми отверстия.ми, что обусловлено по- грещностями расположения последних.
Таким образом, устройство готово непосредственно к одновременной обработке отверстий, после чего поворотом рукоятки эксцентрикового фиксатора 17 по часовой стрелке шпиндельные узлы фиксируются в рабочем положении; включается вращение шпинделя станка и его рабочая подача. По
0
5
0
5
0
5
0
5
окончании обработки приспоеобле1 ие отводится от детали. Цикл повторяется.
Формула изобретения
Устройство для сверления взаимосвязанных отверстий, содержащее многоптиндель- ную головку с корпусом, состоящую из щпиндельных узлов с индивидуальными приводами, кондуктор, связанный с корпусом головки при помощи подпружиненных направляющих скалок, отличающееся тем, что, с целью повышения точности обработки взаимосвязанных отверстий в составных деталях, закоординированных относительно раз личных базовых поверхностей клждой дета ли, устройство снабжено допсчни ельными подпружиненными скалк;ит, установленн1 1- ми на каждом шпиндельной узле многошпиндельной головки и предназначенными для размешения введенных в устройство кондукторных втулок с наружными конически- .ми поверхностями, а каждый п пиндельный узел головки выполнен в виде фигурной крышки с отверстиями, предназначенными по ч упомянутые дополнительные скалки, и цилиндрической втулки с противоположно расположенными проушиной и выступом, при этом проуп1ина предназначена для установки шпиндельного узла с возможностью индивидуального поворота по окружностн на введенной в корпус многощпиндельной головки. дополнительной центральной оси, а выступ для размешения в выполненных в корпусе головки радиальных пазах, причем выступы всех узлов соединены между собой введенным в устройство охватываюп1им их фиксирующим элементом, а кондуктор выполнен в виде корпуса, в котором посредством цилиндрической опорной втулки с ганкой и крышки с цилиндрическим выступом размещены с возможностью индивидуальною углового и осевого перемещения сектора, снабженные центрирующими клиновыми упорами, причем между сопрягак)Н1Имиея торцовыми поверхностями крып1ки, секторов и корпуса кондуктора размещены упругие компенсирующие элементы, а в каждом сек торе выполнены конические отверстия с углом конуса, равным углу конуса наружной поверхнос1и кондукторной втчлки, причем клиновые упоры секторов предназначены для взаимодейс ВИЯ с базовыми поверхностями обрабатываемых деталей.
/6
22
фиг.г
SuffB
cpdd.3
i
в-в
iS
28
tfu.lf
Г Г
4-Л
фиг. 6
