Изабретение относится к обувному производству, в частности к способу изготовле- ния стелек для- спортивной обуви, например велотуфель.
Целью изобретения является повышение прочности и формоустойчивости стельки.
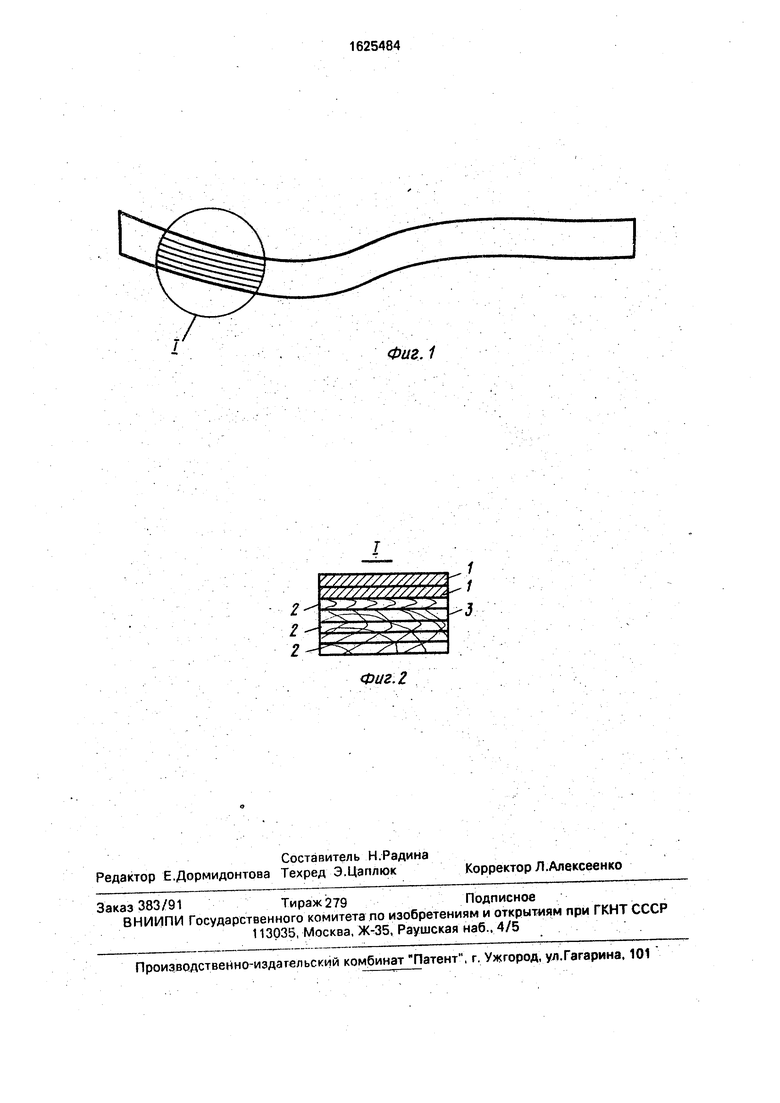
На фиг. 1 показана стелька, вид сбоку; на фиг.2 - зона I на фиг, 1.
Сущность способа изготовления обувной стельки заключается в промазывании клеем листов шпона древесины разных лиственных пород, формировании пакета таким образом, чтобы один или несколько слоев, обращенных к стопе человека, были выполнены из строганого шпона твердой древесины, а остальные слои - из лущеного шпона менее твердой и плотной древесины. Листы шпона укладывают в пакете так, чтобы их волокна были сориентированы параллельно продольной оси стельки, а волокна среднего слоя - перпендикулярно продольной оси стельки.
Мягкий лущеный шпон перед прессованием предварительно прокатывают между валками вдоль волокон до степени уплотнения 10-30 % и размещают преимущественно в зоне растягивающих напряжений, воздействующих на пакет при прессовании стельки, а средний слой уплотняют примерно в два раза меньше, чем остальные слои, например, до степени уплотнения 15 %, что способствует сохранению связи между волокнами древесины.
Благодаря предварительной прокатке лис- , тов лущеного шпона исключено растрескивание внешних слоев стельки по волокнам древесины при ее прессовании, а уменьшенные
О
го ел
Јь 00
N
упругие восстанавливающие деформации внешних слоев незначительно сказываются на распрессовке стельки, особенно в процессе эксплуатации изделия.
Полученный пакет npeccyiof для соеди- нения листов шпона между собой и создания профиля, идентичного профилю следа стопы человека, при этом стелька имеет практически одинаковую толщину во всех точках, вследствие чего все ее участки претерпевают одинаковое изменение параметров при воздействии внешних факторов, таких как увлажнение и сушка.
Пример. Для изготовления стельки велосипедных туфель формируют пакет из двух слоев строганого березового шпона толщиной 0,75 мм и пяти слоев осинового лущеного шпона толщиной 1,8 мм, склеенных фенольно-резорциновой смолой ФРФ-50 путем прессования пакета при 80-100°С в сталь- ной пресс-форме. Продольный лущеный шпон подвергается прокатке между гладкими металлическими валками до толщины 1,25 мм, а поперечный - 1,50 мм. Стельки, изготовленные указанным способом, не имели продоль- ных трещин и других нарушений целостности слоев древесины. Показатели формоустойчи- вости, определяемые величиной абсолютного отклонения от номинального профиля в носочной части стельки, и прочности на от- рыв по клеевому слою представлены в табл.1.
Экспериментально был подобран оптимальный пакет (№ 7, табл.2) с наивысшими показателями предела прочности на растя- жение и изгиб, а также наименьшими пока- зателями отклонения контрольного профиля стельки от заданногоуровня, Показатели прочности стельки при растяжении по среднему слою, при изгибе и показатели
формоустойчивости во времени представлены в табл.2.
Использование предлагаемого способа изготовления стельки, например, в спортивной обуви, обеспечивает повышение эксплуатационных свойств и долговечности изделий за счет увеличения жесткости, формоустойчивости, прочности стельки, а также стабильности размера обуви. Применение лущеного шпона мягких пород древесины в комбинации с твердыми повышает качество обуви путем предотвращения раскалывания стелек при затяжке с помощью гвоздей. Кроме того, применение шпона лиственных пород древесины (березы и осины) служит для более рационального использования древесного сырья и удешевления продукции.
Формула изобретения Способ изготовления деревянной обувной стельки, заключающийся в промазывании клеем листов шпона древесины лиственных пород, формировании из них пакета так, чтобы один или несколько верхних слоев пакета состояли из листов строганого шпона твердой древесины, а последующие за ними слои - из листов лущеного шпона менее твердой древесины с ориентацией волокон параллельно продольной оси стельки, прессовании сформированного пакета для соединения листов между собой и создания профиля, идентичного профилю следа стопы человека, отличающийся тем, что, с целью повышения прочности и формоустойчивости стельки, листы лущеного шпона перед прессованием подвергают прокатке вдоль волокон до степени уплотнения 10-30 %, при этом средний лист в пакете подвергают меньшему уплотнению, чем остальные, а его волокна ориентируют перпендикулярно продольной оси стельки.
Таблица 1
Фиг. 1


| название | год | авторы | номер документа |
|---|---|---|---|
| МАТЕРИАЛ ДЛЯ ВКЛАДНОЙ СТЕЛЬКИ ОБУВИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2254795C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВНОЙ СТЕЛЬКИ ДЛЯ ОБУВИ | 2004 |
|
RU2254794C1 |
| ПОДДОН И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДДОНА | 2012 |
|
RU2531733C2 |
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАРАНДАШНОЙ ДОЩЕЧКИ | 2011 |
|
RU2484976C1 |
| ВКЛАДНАЯ СТЕЛЬКА ДЛЯ ОБУВИ | 1998 |
|
RU2160026C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ СЛОИСТЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВ ИЗ ШПОНА | 2002 |
|
RU2222425C2 |
| ВКЛАДНАЯ СТЕЛЬКА ДЛЯ ОБУВИ | 1998 |
|
RU2129822C1 |
| НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ОБУВНОЙ СТЕЛЬКИ И ОБУВНАЯ СТЕЛЬКА, ИЗГОТОВЛЕННАЯ ИЗ ЭТОГО МАТЕРИАЛА | 2001 |
|
RU2220241C2 |
| Вкладная стелька для обуви | 1989 |
|
SU1674785A1 |
Изобретение относится к обувному производству и может быть использовано при изготовлении стелек, в частности для спортивной обуви. Цель изобретения - повышение прочности и формоустойчивости стельки. Способ изготовления деревянной обувной стельки состоит в промазывании клеем листов шпона древесины лиственных пород, формировании пакета так, чтобы один или несколько верхних слоев пакета состояли из листов строганого шпона твердой древесины, а последующие за ними слои - из листов лущеного шпона менее твердой древесины, при этом волокна слоев ориентированы параллельно продольной оси стельки. Затем полученный пакет прессуют для соединения листов шпона между собой и создания профиля, идентичного профилю следа стопы человека. Перед прессованием листы лущеного шпона подвергают прокатке вдоль волокон до степени уплотнения 10-30 %, а средний лист подвергают меньшему уплотнению, чем остальные, причем волокна этого листа ориентируют перпендикулярно продольной оси стельки. 2 табл., 2 ил. &
f///////////7/77:
J j
xT S -Л
.1 -1
-J
V
Фиг. 2
| Патент США № 4680877 | |||
| кл | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
