Изобретение относится к машиностроению, в частности к конструкции узлов подачи и удаления листовых деталей после обработки их на металлообрабатывающем оборудовании.
Целью изобретения является повышение надежности и расширение технологических возможностей.
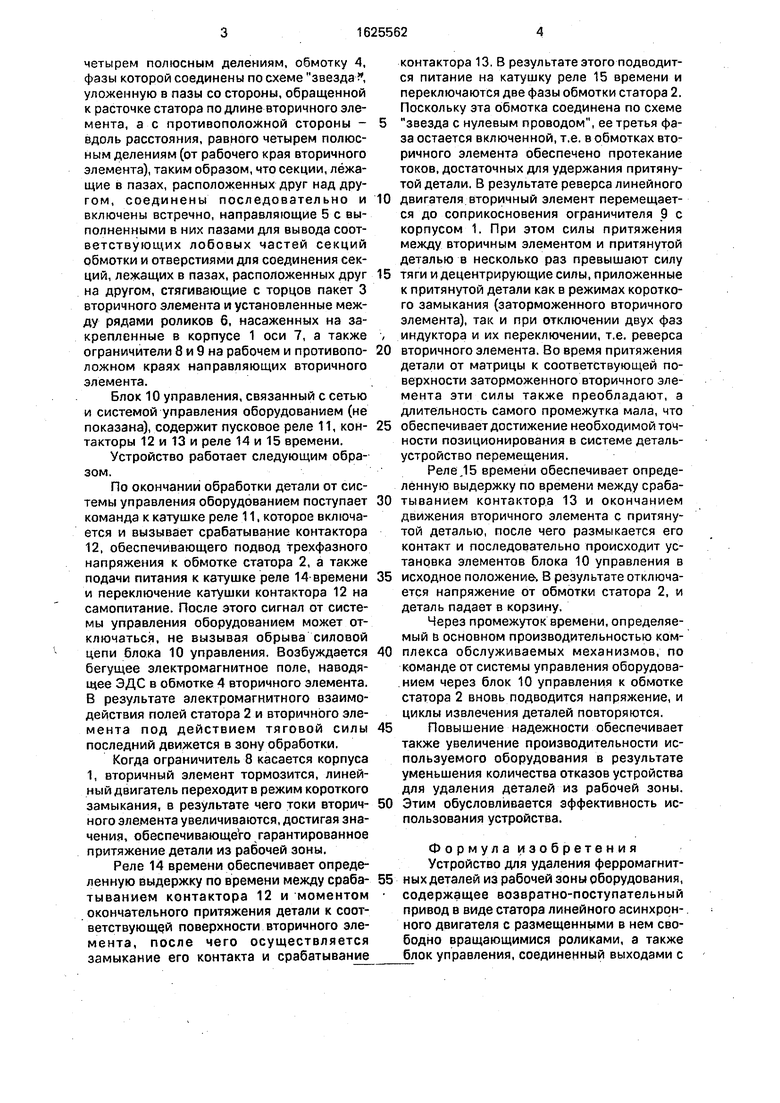
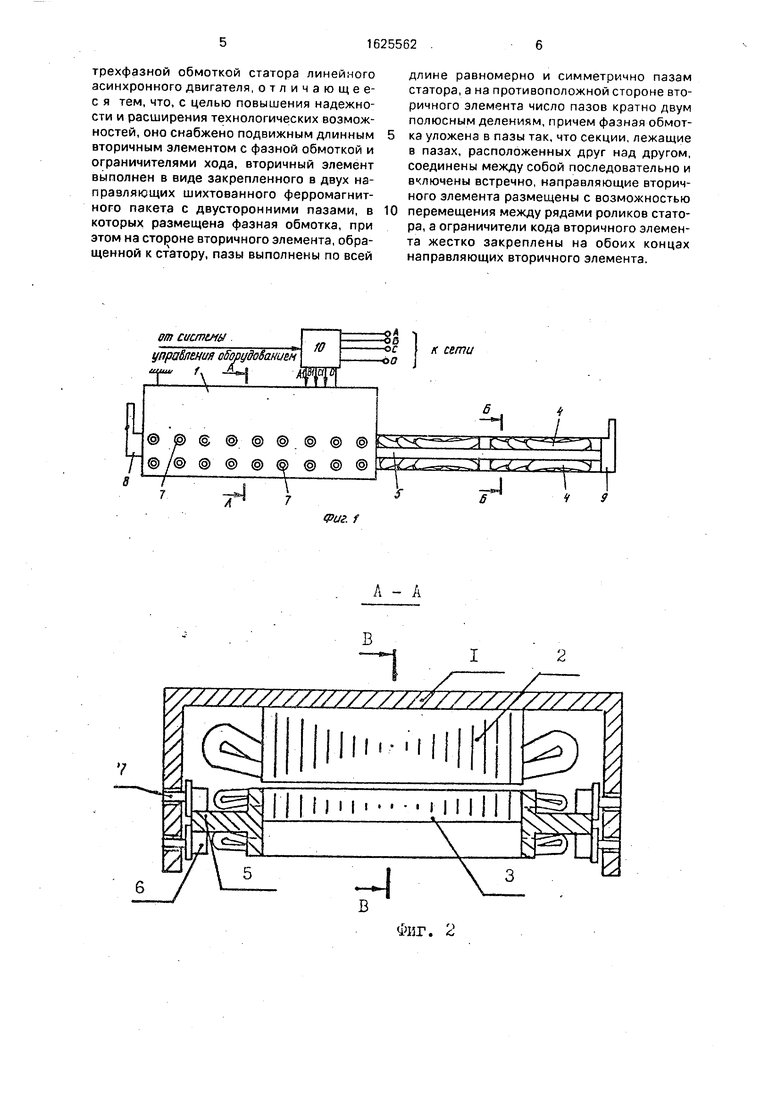
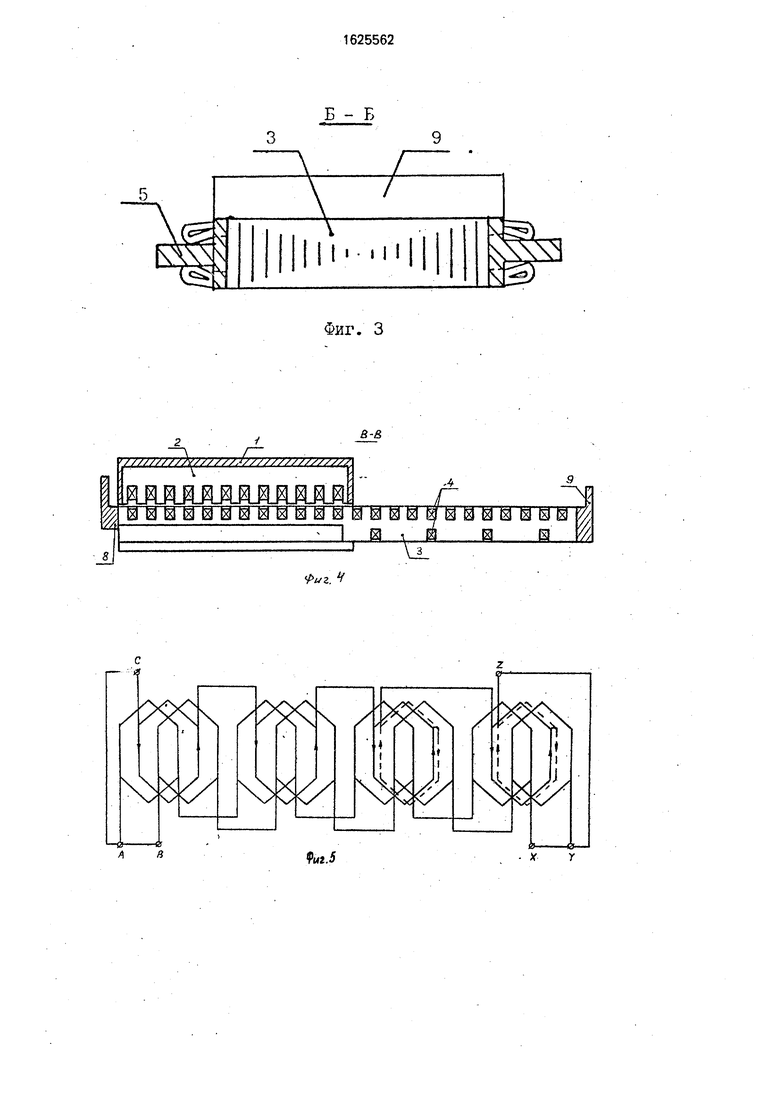
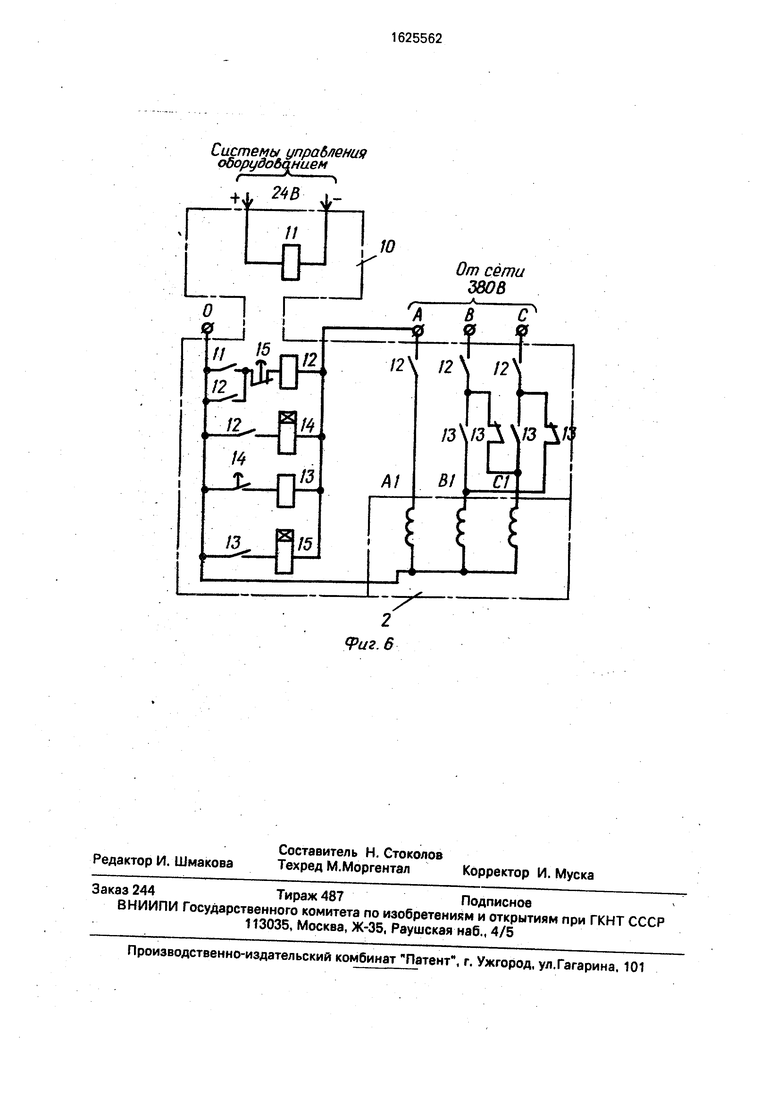
На фиг.1 изображено устройство для удаления деталей из рабочей зоны; на фиг.2- разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.2; на фиг.5 - схема обмотки вторичного элемента
линейного асинхронного двигателя; на фиг.6 - блок управления.
Устройство содержит жестко закрепленный корпус 1, в котором установлен короткий односторонний статор 2 линейного асинхронного двигателя, имеющий трехфазную обмотку, соединенную по схеме звезда с нулевым проводом, длинный вторичный элемент, являющийся ротором линейного двигателя, содержащий шихтованный ферромагнитный пакет 3 с зубцовой зоной со стороны, обращенной к расточке статора по длине вторичного элемента, а с противолож- ной стороны - вдоль расстояния, равного
о
КЗ
ся л о ю
четырем полюсным делениям, обмотку 4, фазы которой соединены по схеме звезда У, уложенную в пазы со стороны, обращенной к расточке статора по длине вторичного элемента, а с противоположной стороны - вдоль расстояния, равного четырем полюсным делениям (от рабочего края вторичного элемента), таким образом, что секции, лежащие в пазах, расположенных друг над другом, соединены последовательно и включены встречно, направляющие 5 с выполненными в них пазами для вывода соответствующих лобовых частей секций обмотки и отверстиями для соединения секций, лежащих в пазах, расположенных друг на другом, стягивающие с торцов пакет 3 вторичного элемента и установленные между рядами роликов 6, насаженных на закрепленные в корпусе 1 оси 7, а также ограничители 8 и 9 на рабочем и противоположном краях направляющих вторичного элемента.
Блок 10 управления, связанный с сетью и системой управления оборудованием (не показана), содержит пусковое реле 11, контакторы 12 и 13 и реле 14 и 15 времени.
Устройство работает следующим образом.
По окончании обработки детали от системы управления оборудованием поступает команда к катушке реле 11, которое включается и вызывает срабатывание контактора 12, обеспечивающего подвод трехфазного напряжения к обмотке статора 2, а также подачи питания к катушке реле 14 времени и переключение катушки контактора 12 на самопитание. После этого сигнал от системы управления оборудованием может отключаться, не вызывая обрыва силовой цепи блока 10 управления. Возбуждается бегущее электромагнитное поле, наводящее ЭДС в обмотке 4 вторичного элемента. В результате электромагнитного взаимодействия полей статора 2 и вторичного эле- мента под действием тяговой силы последний движется в зону обработки.
Когда ограничитель 8 касается корпуса 1, вторичный элемент тормозится, линейный двигатель переходите режим короткого замыкания, в результате чего токи вторичного элемента увеличиваются, достигая значения, обеспечивающего гарантированное притяжение детали из рабочей зоны.
Реле 14 времени обеспечивает определенную выдержку по времени между срабатыванием контактора 12 и моментом окончательного притяжения детали к соот- ветствующе.й поверхности вторичного элемента, после чего осуществляется замыкание его контакта и срабатывание
контактора 13. В результате этого подводится питание на катушку реле 15 времени и переключаются две фазы обмотки статора 2. Поскольку эта обмотка соединена по схеме
звезда с нулевым проводом, ее третья фаза остается включенной, т.е. в обмотках вторичного элемента обеспечено протекание токов, достаточных для удержания притянутой детали. В результате реверса линейного
двигателя вторичный элемент перемещается до соприкосновения ограничителя 9 с корпусом 1. При этом силы притяжения между вторичным элементом и притянутой деталью в несколько раз превышают силу
тяги и децентрирующие силы, приложенные к притянутой детали как в режимах короткого замыкания (заторможенного вторичного элемента), так и при отключении двух фаз индуктора и их переключении, т.е. реверса
вторичного элемента. Во время притяжения детали от матрицы к соответствующей поверхности заторможенного вторичного элемента эти силы также преобладают, а длительность самого промежутка мала, что
обеспечивает достижение необходимой точности позиционирования в системе деталь- устройство перемещения.
Реле,15 времени обеспечивает определенную выдержку по времени между срабатыванием контактора 13 и окончанием движения вторичного элемента с притянутой деталью, после чего размыкается его контакт и последовательно происходит установка элементов блока 10 управления в
исходное положение, В результате отключается напряжение от обмотки статора 2, и деталь падает в корзину.
Через промежуток времени, определяемый в основном производительностью комплекса обслуживаемых механизмов, по команде от системы управления оборудованием через блок 10 управления к обмотке статора 2 вновь подводится напряжение, и циклы извлечения деталей повторяются.
Повышение надежности обеспечивает также увеличение производительности используемого оборудования в результате уменьшения количества отказов устройства для удаления деталей из рабочей зоны.
Этим обусловливается эффективность использования устройства.
Формула изобретения Устройство для удаления ферромагнит- ных деталей из рабочей зоны оборудования, содержащее возвратно-поступательный привод в виде статора линейного асинхронного двигателя с размещенными в нем свободно вращающимися роликами, а также блок управления, соединенный выходами с
трехфазной обмоткой статора линейного асинхронного двигателя, отличающее- с я тем, что, с целью повышения надежности и расширения технологических возможностей, оно снабжено подвижным длинным вторичным элементом с фазной обмоткой и ограничителями хода, вторичный элемент выполнен в виде закрепленного в двух направляющих шихтованного ферромагнитного пакета с двусторонними пазами, в которых размещена фазная обмотка, при этом на стороне вторичного элемента, обращенной к статору, пазы выполнены по всей
0
длине равномерно и симметрично пазам статора, а на противоположной стороне вторичного элемента число пазов кратно двум полюсным делениям, причем фазная обмотка уложена в пазы так, что секции, лежащие в пазах, расположенных друг над другом, соединены между собой последовательно и включены встречно, направляющие вторичного элемента размещены с возможностью перемещения между рядами роликов статора, а ограничители кода вторичного элемента жестко закреплены на обоих концах направляющих вторичного элемента.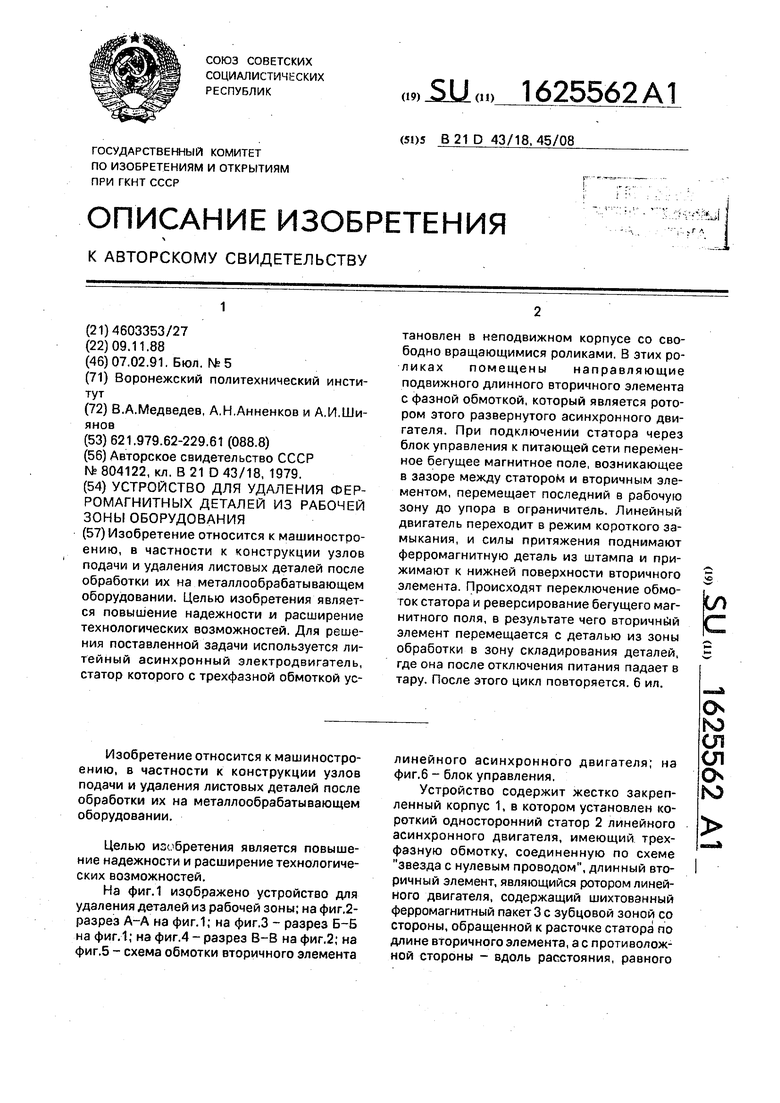
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения от стопы и перемещения ферромагнитных листов в зону обработки | 1988 |
|
SU1637913A1 |
| Электропривод | 1975 |
|
SU597051A1 |
| Электропривод переменного тока | 1988 |
|
SU1621137A1 |
| КРАНОВЫЙ ЭЛЕКТРОПРИВОД МЕХАНИЗМА ПОДЪЕМА ГРУЗА | 2007 |
|
RU2345945C1 |
| ЭЛЕКТРОПРИВОД | 2005 |
|
RU2277746C1 |
| Устройство для отделения верхнего листа от стопы и подачи его в зону обработки | 1988 |
|
SU1588469A1 |
| Устройство для отделения верхнего листа от стопы и подачи его в зону обработки | 1988 |
|
SU1666251A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ВИБРАТОР | 2004 |
|
RU2256514C1 |
| Устройство для автоматического резервирования источника питания трехфазного асинхронного двигателя | 1982 |
|
SU1034121A1 |
| Электропривод | 1990 |
|
SU1746505A1 |
Изобретение относится к машиностроению, в частности к конструкции узлов подачи и удаления листовых деталей после обработки их на металлообрабатывающем оборудовании. Целью изобретения является повышение надежности и расширение технологических возможностей. Для решения поставленной задачи используется литейный асинхронный электродвигатель, статор которого с трехфазной обмоткой установлен в неподвижном корпусе со свободно вращающимися роликами, В этих роликах помещены направляющие подвижного длинного вторичного элемента с фазной обмоткой, который является ротором этого развернутого асинхронного двигателя. При подключении статора через блок управления к питающей сети переменное бегущее магнитное поле, возникающее в зазоре между статором и вторичным элементом, перемещает последний в рабочую зону до упора в ограничитель. Линейный двигатель переходит в режим короткого замыкания, и силы притяжения поднимают ферромагнитную деталь из штампа и прижимают к нижней поверхности вторичного элемента. Происходят переключение обмо- гок статора и реверсирование бегущего магнитного поля, в результате чего вторичный элемент перемещается с деталью из зоны обработки в зону складирования деталей, где она после отключения питания падает в тару. После этого цикл повторяется. 6 ил. сл с
от сиатны
упраЁлем/я оНорудойаниен
Л
У
С } к сети оо
Л - А
2
Фиг. 2
J
W
W
со
Рч
g
СО
Ю
У
N Ј
Mi
О
Системы управления оборудованием
+J, &
От сета 380В
| Устройство для перемещенияфЕРРОМАгНиТНыХ лиСТОВ изНАКОпиТЕля | 1979 |
|
SU804122A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
