Изобретение относится к обработке металлов давлением с применением технологических смазок и мояет быть использовано при сухом волочении проволоки.
Целью изобретения является повышение антифрикционных свойств смазки путем нейтрализации абразивных продуктов износа.
Для приготовления смазки используют медный купорос, мыльный порошок и порошкообразный наполнитель, полученный после прохождения мыльного порошка через волоки стана (порошкообразный наполнитель).
Порошкообразный наполнитель получают следующим образом.
В очаге реформации мыльный порошок подвергартся кратковременному
() температурному воздействию до 300-350°С и давлению до 500 МПа. Отработанная смазка (порошкообразный наполнитель) представляет собой . смесь органических веществ (жирных кислот неопределенной молекулярной массы) и до 45% неорганических веществ (оксиды железа, тетраборат натрия, окись кальция и ц.). Данный порошкообразный наполнитель представляет собой усредненную смесь отработанного мыльного порошка со станов грубого (4-10 мм) и среднего (l,2- 4,0) волочения, известкованной и бу- рированной катанки. Для сбора отработанной смазки служат поддоны, установленные на каждом барабане волочильного стана,
О
to
СП
00
о
Состав н физико-химические свойства порошкообразного наполнителя следу иди е:
Органические вещества, % 65-75
Остатки подсмазочного
слоя (бура, известь), % 15-20
Металлическое железо, % 2-5
Закись железа, закись окись железа, окись
железа, %До 1
Влажность, %0-0,35
Плотность, г/см31,07-1,14
Указанный продукт обладает практи- чески нулевой влажностью и высокой гигроскопичностью. Содержание в смазке порошкообразного наполнителя в количестве 25-70 мас,% обеспечивает повышение сыпучести смазки в процессе ее эксплуатации путем снижения влажности мыльного порошка.
Содержание в смазке порошкообразного наполнителя в количестве менее 25 мас.% нежелательно, так как малая общая гигроскопичность смазки приводит к ухудшению захвата смазки движущейся проволокой.
Содержание в смазке порошкообраз- ного наполнителя в количестве более 70 мас.% снижает антифрикционную эффективность смазки за счет увеличения доли неорганических веществ, балластных для процесса волочения, в об- щем объеме смазки.
При добавлении медного купороса в состав смазки он в процессе волочения вступает в реакцию с металлическим железом с образованием сульфата железа, который по сравнению с металлическим железом не обладает абразив- шми свойствами. Кислородсодержащие соединения железа, не вступившие в реакцию с медным купоросом, из-за их ма лого содержания в смеси не оказывают влияния на антифрикционную эффективность предлагаемой смазки. Содержание медного купороса в смеси в количестве 5-10 мас.% обеспечивает полное превращение металлического железа в сульфат железа. Содержание его в смазке в количестве менее 5 мас.% приводит к тому, что часть абразивных продуктов износа не вступает в реакцию и снижает антифрикционную эффективность смазки, а содержание более 10 мас,% не приводит к увеличению антифрикционной эффективности смазки.
Смазку готовят следующим образом.
Порошкообразный наполнитель в смеси с медным купоросом нагревают до 190-210 С и выдерживают при этой температуре в течение 10 мин, смесь охлаждают и совместно с мыльным порошком размалывают в шаровой мельнице.
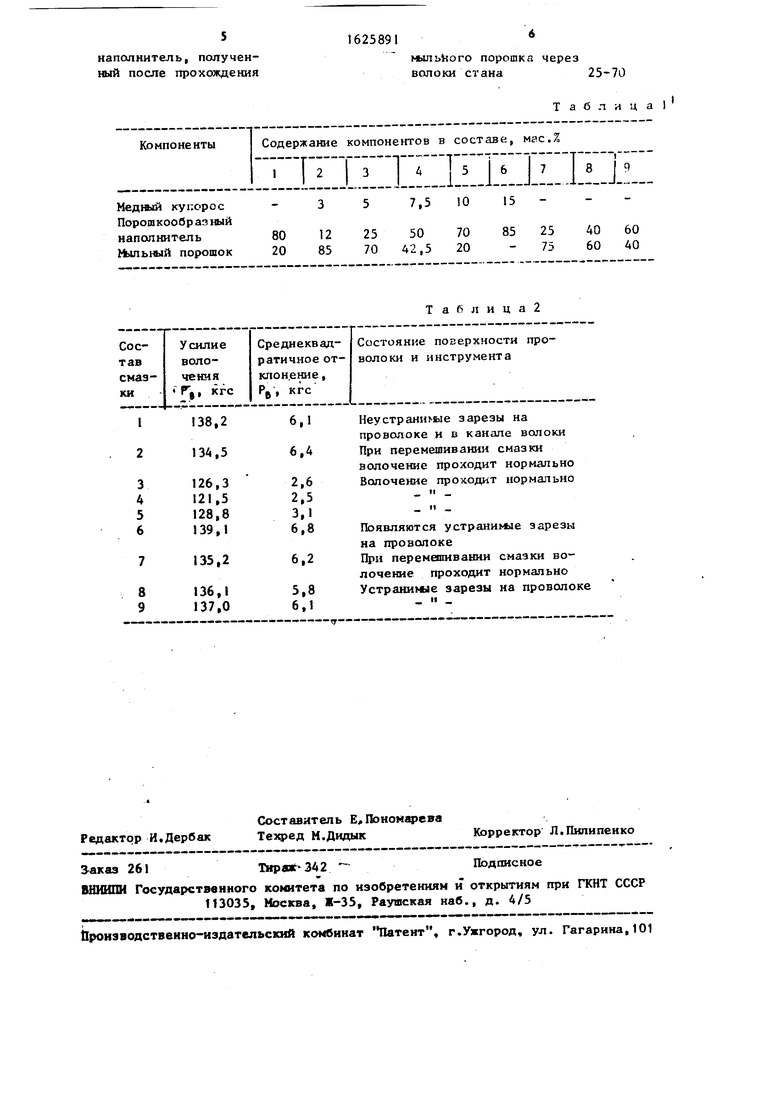
Готовят составы 1-9 смазок (табл.1).
Смазки составов 1-9 испытывают пр волочении металла с помощью сборного волочильного инструмента с напорной и рабочими волоками из сплава ВК-6. Протягивают металл марки ЗКП, степень обжатия 24%, по маршруту с диаметром 4,0 мм на размер 3,5 мм при скорости волочения 250 м/мин. Для характеристики антифрикционной эффективности смазки замеряют величину услия волочения (Pg) и определяют его среднеквадратичное отклонение (APg) . Устройство для замера усилия волочения содержит дозу, закрепленную в волокодержателе, и осциллограф Н 117/1. Чтобы исключить влияние волочильного инструмента на результаты замеров, испытания всех опытных составов смазок ведут на одном комплекте волок. После испытания каждого сотава смазок мыльницы стана очищают от остатков смазки, а проволоку, оставшуюся на барабане, снимают. На каждом составе смазки протягивают около 200 кг проволоки и в течение этого времени записывают усилие волочения .
Результаты испытаний приведены в табл. 2,
Как видно из данных табл. 2, применение предлагаемой смазки обеспечивает снижение усилий волочения до 121-128 кгс.
Формула изобретения
Смазка для сухого волочения металлов, содержащая мыльный порошок и порошкообразный наполнитель, полученный после прохождения мыльного порошка через . волоки, стана, отличающаяся тем, что, с целью повышения антифрикционных свойств, смазка дополнительно содержит медный купорос при следующем соотношении компонентов, мас.%:
Медный купорос5-10
Мыльный порошок20-70
Порошкообр аз ный
наполнитель, полученный после прохождения
млпького порошка через волоки стана25-70
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ СМАЗКИ ДЛЯ ХОЛОДНОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1997 |
|
RU2126818C1 |
| Смазка для холодного волочения металлов | 1990 |
|
SU1772141A1 |
| Смазка для обработки металлов давлением | 1982 |
|
SU1122690A1 |
| СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2005 |
|
RU2281972C1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ | 2001 |
|
RU2188226C1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1992 |
|
RU2032711C1 |
| МЕТАЛЛОПЛАКИРУЮЩАЯ ПРИСАДКА К МЫЛЬНЫМ ПЛАСТИЧНЫМ СМАЗКАМ | 1992 |
|
RU2067609C1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2379333C1 |
| АНТИКОРРОЗИОННАЯ СМАЗКА ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2351637C1 |
| Смазка для холодной обработки металлов давлением | 1984 |
|
SU1171512A1 |
Изобретение относится к смазочным составам, в частности к смазке для сухого волочения металлов. С целью повышения антифрикционных свойств смазка имеет следумдее ношение компонентов, мзг.%: медный купорос 5-10; мыльный п г, шок 20-70; порошкообразный наполнитель, полученный после прохолсдения мыльного порошка через волокна станз, 25-70. Новая смазка обеспечивает снижение усилий волочения до 121-128 кгс, при этом шероховатость поверхности понижается с 2,2-3,8 до 0,8-1,2 мкм. 2 т г.бл. (Л
| Грудев А.П | |||
| и др | |||
| Трение и смазки при обработке металлов давлением | |||
| - М.: Металлургия, 1982, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Смазка для сухого волочения металлов | 1985 |
|
SU1214745A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
