Изобретение относится к станкостроению и может быть использовано в металлорежущих станках, преимущественно токарной группы с ЧПУ, станках типа обрабатывающий центр с автоматической сменой инструмента и инструментальных шпинделей.
Цель изобретения - расширение технологических возможностей держателя за счет изменения угла наклона шпинделя к базовой поверхности корпуса держателя.
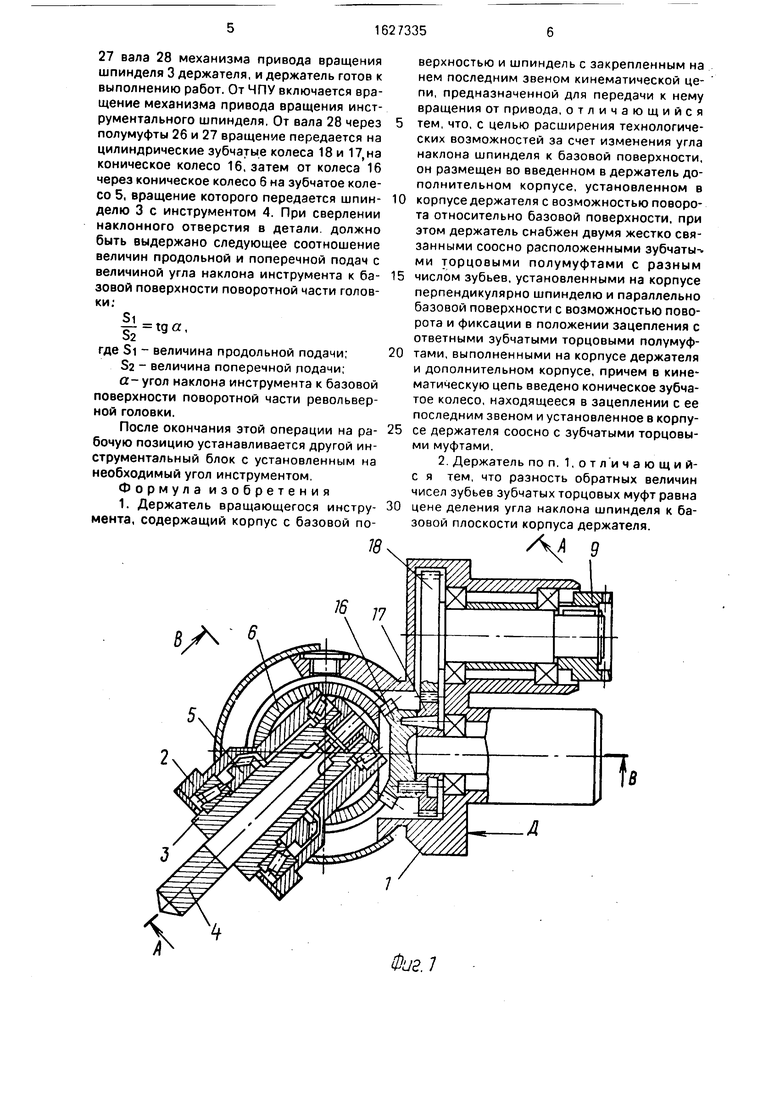
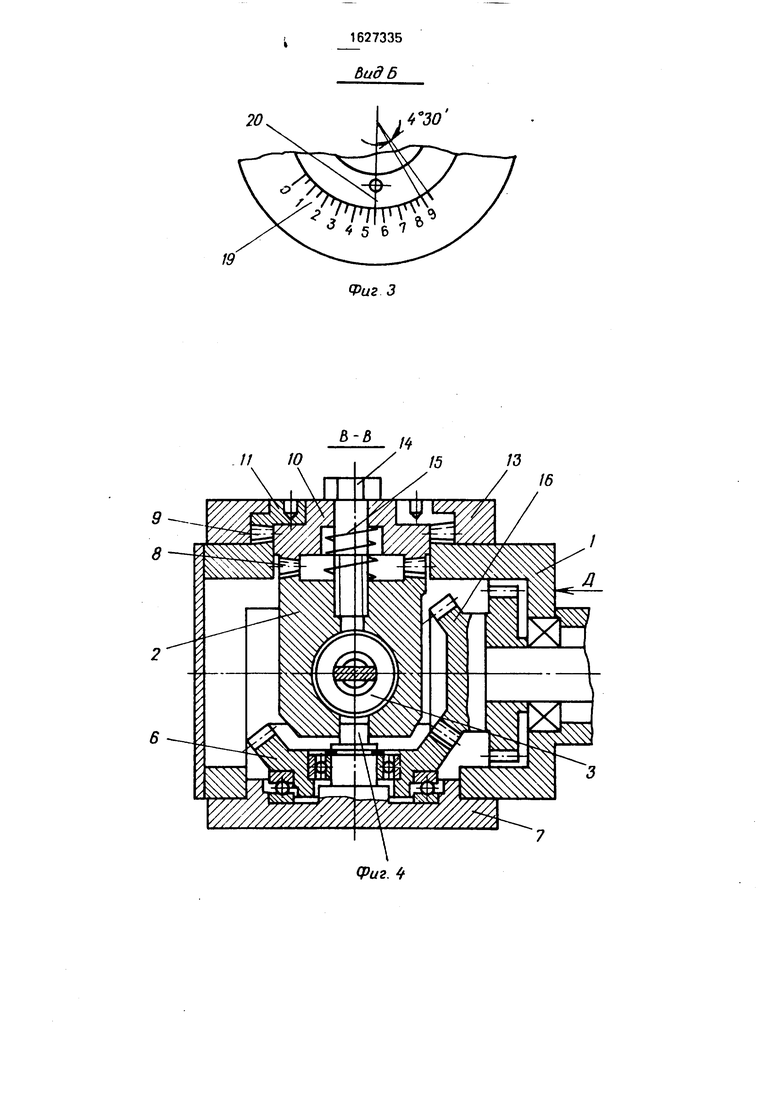
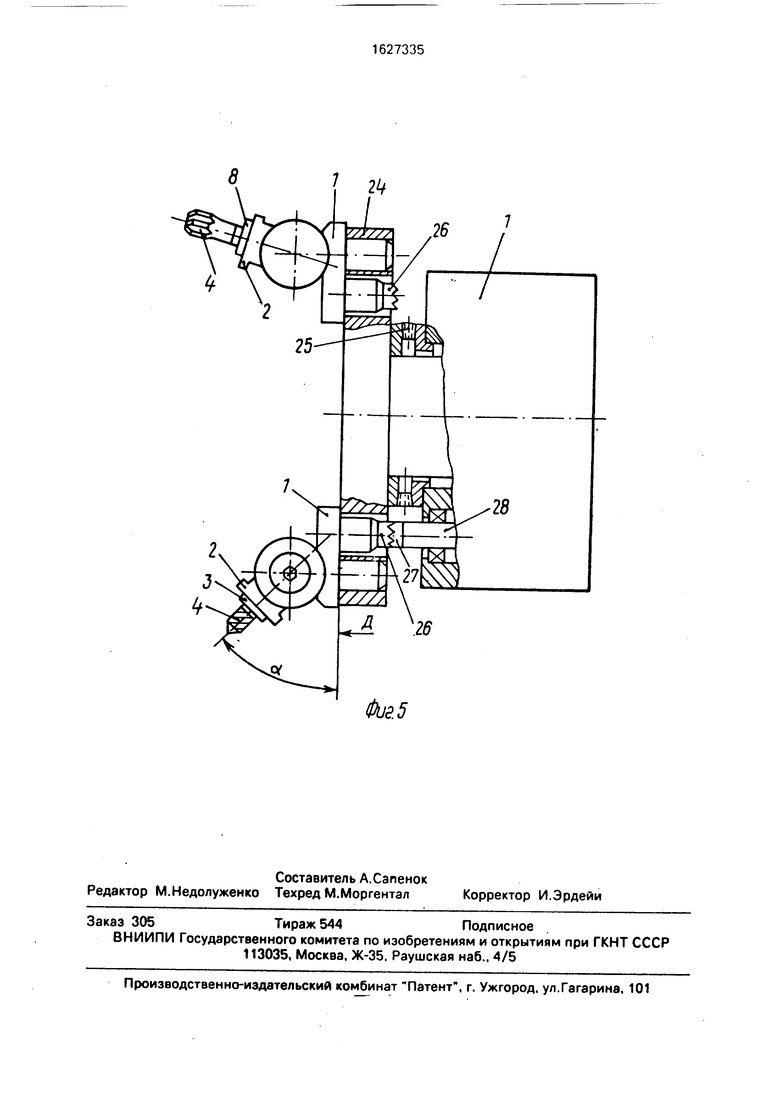
На фиг. 1 показан держатель, общий вид, разрез по оси шпинделя; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - пример установки держателей в револьверной головке.
Держатель содержит корпус 1 с базовой поверхностью Д, внутри которого установлен дополнительный корпус 2, в котором на подшипниках расположен шпиндель 3. Во внутреннем конусе шпинделя 3 установлен режущий инструмент 4. На шпинделе 3 жестко закреплено коническое зубчатое колесо 5, находящееся в зацеплении с коническим колесом 6, расположенным во фланце 7, жестко закрепленном на корпусе 1 держателя.
Дополнительный корпус 2 соединен с корпусом 1 через зубчатые торцовые муфты 8 и 9. имеющие разное число зубьев. Одна полумуфта муфты 8 расположена на дополнительном корпусе 2, а вторая полумуфта 10 этой муфты жестко соединена с полумуфтой 11 муфты 9. Вторая полумуфта муфты 9 выполнена на корпусе 1. Винты 12 через фланец 13 и винт 14 создают натяг в зубчатых муфтах 8 и 9. Пружина 15, установленная на винте 14, предназначена для вывода из зацепления зубьев муфт 8 и 9. Коническое колесо 6 соединено с коническим колесом 16, жестко соединенным с цилиндрическим зубчатым колесом 17. Зубчатое колесо 17 соединено с цилиндрическим зубчатым колесом 18. На фланце 13 расположена шкала 19, а на полумуфте 11 нанесена риска 20, предназначенные для установки необходимого углового положения шпинделя 3. Для этой же цели на фланце 7 расположена шкала 21, а на корпусе 1 держателя нанесена риска 22. Фланец 7 имеет ось 23. на которой расположен дополнительный корпус 2.
Муфты 8 и 9 для более точного деления имеют минимальную разницу чисел зубьев. Например, если число зубьев муфты 8 Zi 72,
а муфты 9 7.2 80, то цена деления X - - - - - OQ Q части полнЬго центрального угла или
1
720
360 0,5° или 30.
Установка шпинделя 3 на необходимый
угол наклона к базовой поверхности, например 45,5°, осуществляется следующим образом.
На несколько оборотов поворачивают
винты 12 и 14. Зубья торцовых муфт 8 и 9 под действием пружины 15 выходят из зацепления, Корпус 2 вручную поворачивают на угол 45,5° по шкале 21, которая представляет из себя обычную круговую шкалу с ценой
деления, например 0°30 Это положение предварительное. Корпус 2 со шпинделем поворачивается вокруг оси 23 фланца 7 и винта 14, при этом коническое зубчатое колесо 5 обкатывается по коническому зубчатому колесу 6, с которым оно находится в постоянном зацеплении (через конструктивный паз в корпусе 2). Затем вращением полумуфты 10, а вместе с ней и жестко связанной полумуфты 11 устанавливается по
шкале 19 число Б,5. На шкале 19 малые штрихи соответствуют значению ЗО1 или 0,5°, а цифры на шкале 19 означают последнюю целую цифру устанавливаемого угла. Поэтому положение, показанное на фиг. 3,
соответствует требуемым 45,5°. Центральный угол между соседними штрихами шкалы 19 равен центральному углу между соседними зубьями муфты 9. Так, например,
-7ОГ,-360
при Z2 80, центральный угол равен
oU
4,5° или 4°30 . В установленном положении впадины зубьев муфт 8 и 9 стали напротив выступов с погрешностью, равной сумме погрешностей установки шкалы 21 по
риске 22 и шкалы 19 по риске 20. Острозубая форма зубьев муфт допускает такое несовпадение. При силовой затяжке винтов 12 и 14 острозубые муфты 8 и 9 обеспечивают достаточно точную фиксацию корпуса 2 со
шпинделем 3 и инструментом 4 в заданном положении с точностью установки угла наклона шпинделя до 10 угловых секунд. Кроме того, муфты обеспечивают достаточно высокую жесткость при нагрузке во время
резания.
Для начала работы держатель, установленный в револьверный головке, выводится на рабочую позицию. Для чего поворотная часть 24 револьверной головки приводится
в осевое перемещение механизмом револьверной головки по команде ЧПУ (не показан). Базирующая муфта 25 размыкается, и поворотная часть 24 устанавливается в необходимую позицию. Затем соединяется муфта 25, также полумуфта 26 и полумуфта
27 вала 28 механизма привода вращения шпинделя 3 держателя, и держатель готов к выполнению работ. От ЧПУ включается вращение механизма привода вращения инструментального шпинделя. От вала 28 через полумуфты 26 и 27 вращение передается на цилиндрические зубчатые колеса 18 и 17, на коническое колесо 16, затем от колеса 16 через коническое колесо 6 на зубчатое колесо 5, вращение которого передается шпинделю 3 с инструментом 4. При сверлении наклонного отверстия в детали, должно быть выдержано следующее соотношение величин продольной и поперечной подач с величиной угла наклона инструмента к базовой поверхности поворотной части головки:
.
где Si - величина продольной подачи;
Sa - величина поперечной подачи;
а- угол наклона инструмента к базовой поверхности поворотной части револьверной головки.
После окончания этой операции на ра- бочую позицию устанавливается другой инструментальный блок с установленным на необходимый угол инструментом.
Формула изобретения
1. Держатель вращающегося инструмента, содержащий корпус с базовой пою
0
5
0
5
о
верхностью и шпиндель с закрепленным на нем последним звеном кинематической цепи, предназначенной для передачи к нему вращения от привода, отличающийся тем, что, с целью расширения технологических возможностей за счет изменения угла наклона шпинделя к базовой поверхности, он размещен во введенном в держатель дополнительном корпусе, установленном в корпусе держателя с возможностью поворота относительно базовой поверхности, при этом держатель снабжен двумя жестко связанными соосно расположенными зубчаты- ми торцовыми полумуфтами с разным числом зубьев, установленными на корпусе перпендикулярно шпинделю и параллельно базовой поверхности с возможностью поворота и фиксации в положении зацепления с ответными зубчатыми торцовыми полумуфтами, выполненными на корпусе держателя и дополнительном корпусе, причем в кинематическую цепь введено коническое зубчатое колесо, находящееся в зацеплении с ее последним звеном и установленное в корпусе держателя соосно с зубчатыми торцовыми муфтами.
2. Держатель поп. 1,отличающий- с я тем, что разность обратных величин чисел зубьев зубчатых торцовых муфт равна цене деления угла наклона шпинделя к базовой плоскости корпуса держателя.
Фиг Л
627335 Вид 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверная головка | 1990 |
|
SU1787698A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Револьверная головка | 1984 |
|
SU1196155A1 |
| Револьверная головка | 1989 |
|
SU1764848A1 |
| Револьверная головка | 1989 |
|
SU1757782A1 |
| Револьверная головка | 1989 |
|
SU1763098A1 |
| МНОГОПОЗИЦИОННАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2071870C1 |
| Револьверная головка | 1991 |
|
SU1814991A1 |
| Револьверная головка | 1989 |
|
SU1683881A1 |
| Револьверная головка | 1988 |
|
SU1593785A1 |
Изобретение относится к станкостроению и может быть использовано в металлорежущих станках преимущественно токарной группы с ЧПУ, станках типа обрабатывающий центр с автоматической сменой инструмента и инструментальных шпинделей. Целью изобретения является расширение технологических возможностей держателя за счет изменения угла наклона шпинделя к базовой поверхности корпуса. Держатель вращающегося инструмента содержит корпус 1 с базовой поверхностью и дополнительный корпус 2, в котором установлен шпиндель 3. Корпус 2 установлен в корпусе 1 на оси 23 с возможностью поворота и фиксации в требуемом положении посредством зубчатых торцовых муфт 8 и 9. Муфты 8 и 9 имеют минимальную разницу в числе зубьев. Полумуфты 10 и 11 этих муфт жестко связаны между собой и установлены на корпусе с возможностью поворота и фиксации в зацепленном положении с ответными полумуфтами, выполненными на корпусах 1 и 2. На шпинделе закреплено коническое колесо 5, находящееся в зацеплении с коническим колесом 6, кинематически связанным с приводом вращения шпинделя. При повороте корпуса 2 со шпинделем 3 колесо 5 обкатывается по колесу 6. Установка шпинделя на требуемый угол осуществляется по шкалам, выполненным на фланцах 7 и 13, и рискам, нанесенным на корпусе 2 и полумуфте 11.1 з.п.ф-лы, 5 ил. 2 А-А Ё 0 ю VI со со ел
20
Фиг 3
В11
МО
13
16
Фиг. 4
Физ.5
| Держатель вращающегося инструмента модульный конструкции типа DWR фирмы Baruffaldl | |||
| - Станки и инструмент, 1987, № 10, с.38, рис | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
