Изобретение относится к технологии и оборудованию для производства липкой ленты для ловли мух
Цель изобретения - повышение герметичности изделий и экономия материалов.
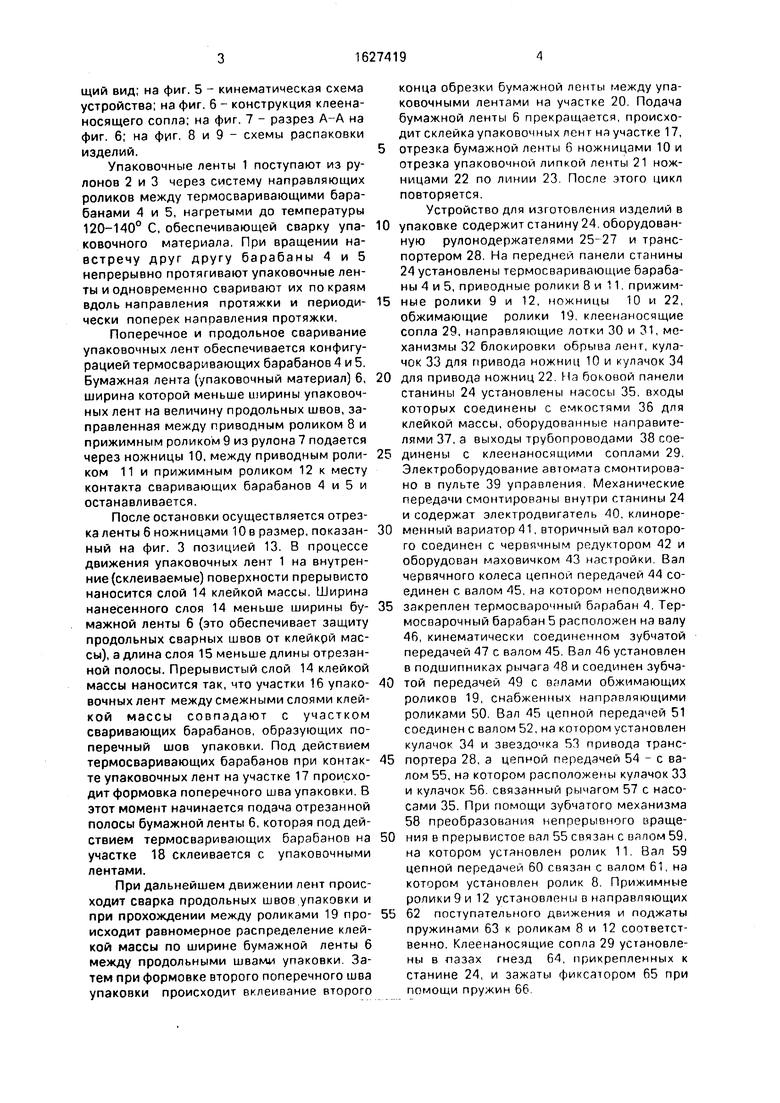
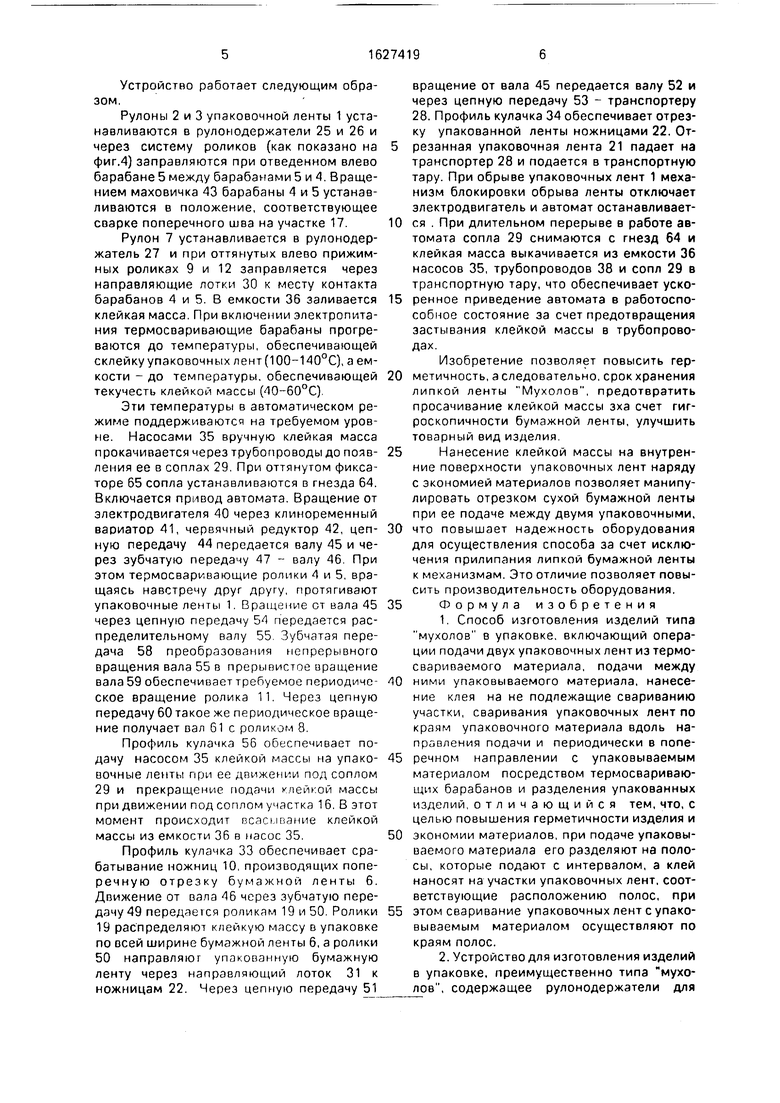
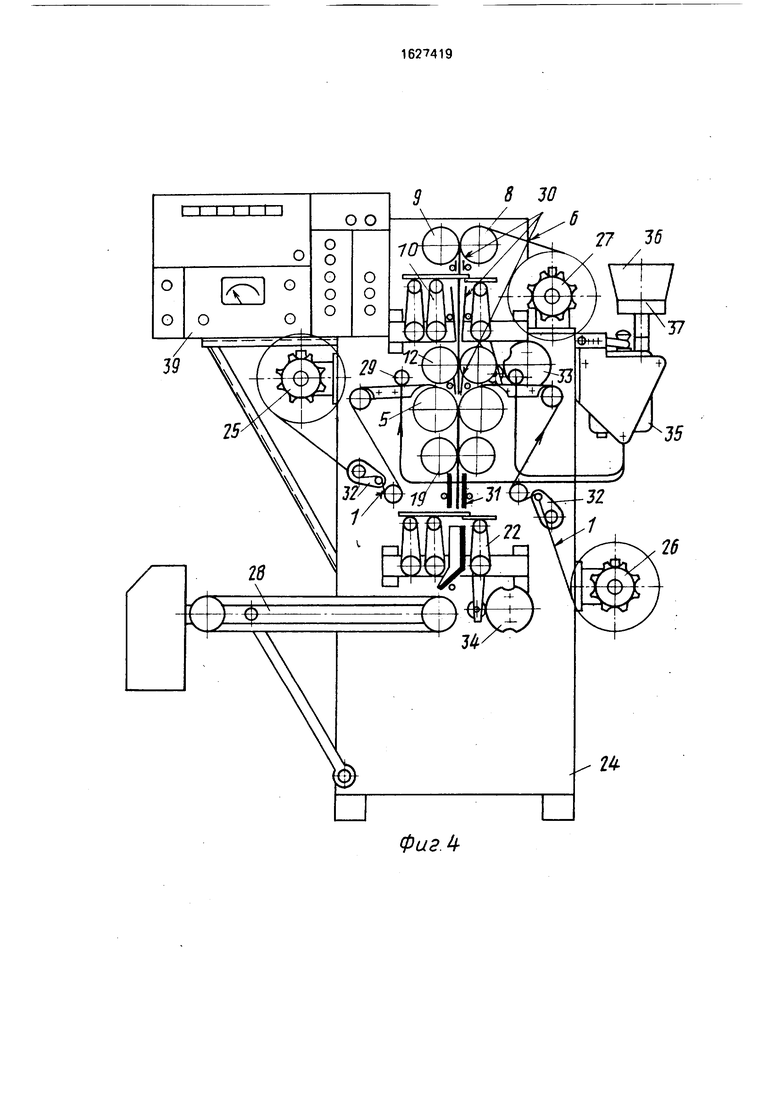
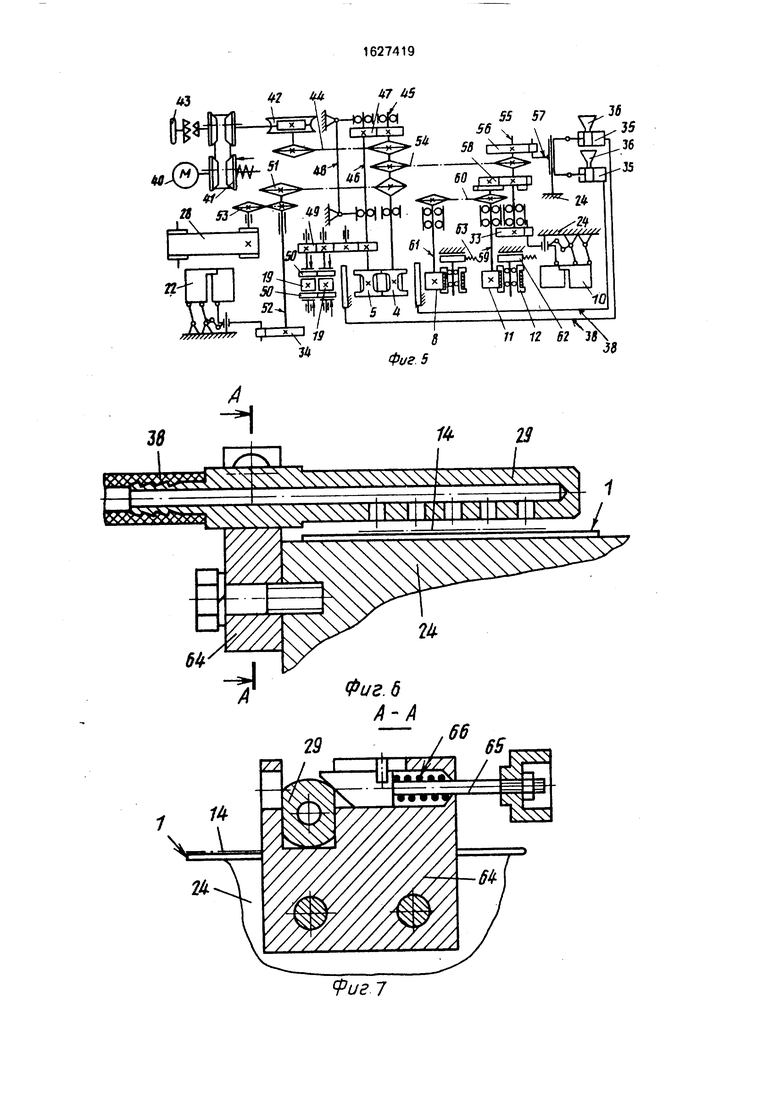
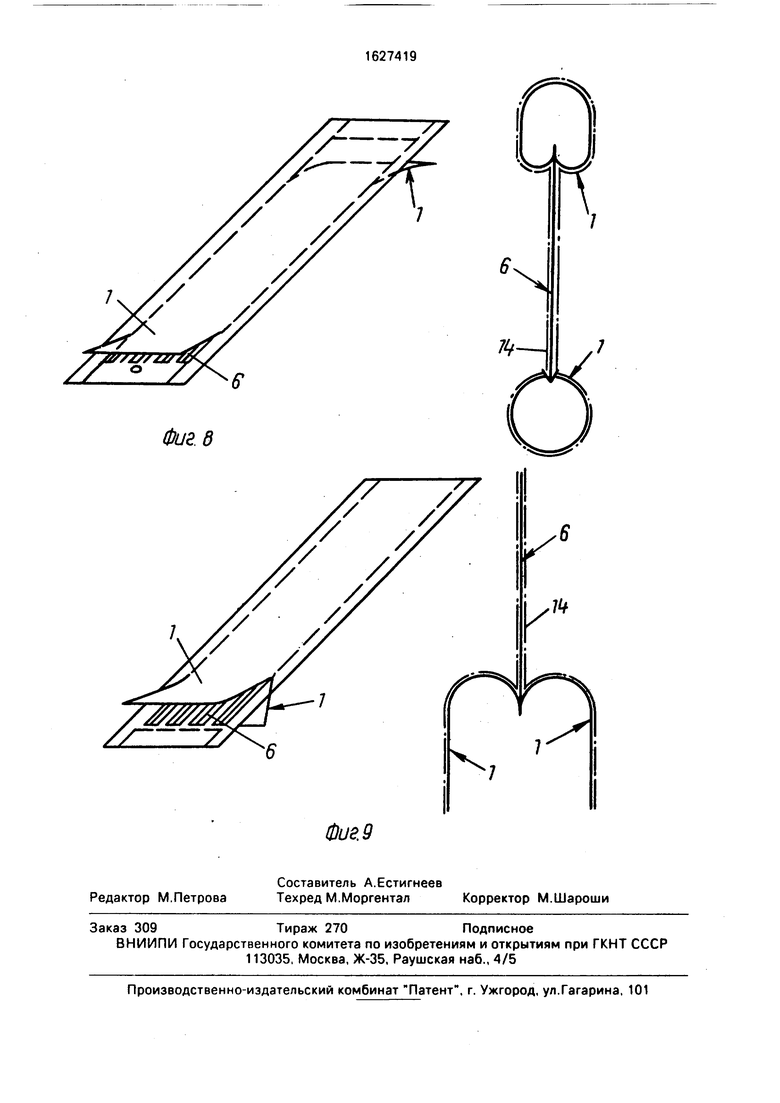
На фиг. 1 изображена схема технологического процесса изготовления изделий в упаковке типа мухолов операции протяжки упаковочных лент между термосваривающими барабанами; операции отрезки готового изделия и упаковываемого материала: на фиг. 2 - то же, операции подачи упаковываемого материала и нанесения клея, на фиг. 3 - изделия, запечатанные в упаковке, продольный разрез, на фиг. 4 - устройство для изготовления изделий в упаковке, общий вид; на фиг. 5 - кинематическая схема устройства; на фиг. 6 - конструкция клеена- носящего сопла; на фиг. 7 - разрез А-А на фиг. 6; на фиг. 8 и 9 - схемы распаковки изделий.
Упаковочные ленты 1 поступают из рулонов 2 и 3 через систему направляющих роликов между термосваривающими барабанами 4 и 5, нагретыми до температуры 120-140° С, обеспечивающей сварку упаковочного материала, При вращении навстречу друг другу барабаны 4 и 5 непрерывно протягивают упаковочные ленты и одновременно сваривают их по краям вдоль направления протяжки и периодически поперек направления протяжки.
Поперечное и продольное сваривание упаковочных лент обеспечивается конфигурацией термосваривающих барабанов 4 и 5. Бумажная лента (упаковочный материал) 6, ширина которой меньше ширины упаковочных лент на величину продольных швов, заправленная между приводным роликом 8 и прижимным роликом 9 из рулона 7 подается через ножницы 10, между приводным роликом 11 и прижимным роликом 12 к месту контакта сваривающих барабанов 4 и 5 и останавливается.
После остановки осуществляется отрезка ленты 6 ножницами 10 в размер, показанный на фиг. 3 позицией 13. В процессе движения упаковочных лент 1 на внутренние (склеиваемые) поверхности прерывисто наносится слой 14 клейкой массы. Ширина нанесенного слоя 14 меньше ширины бумажной ленты 6 (это обеспечивает защиту продольных сварных швов от клейкрй массы), а длина слоя 15 меньше длины отрезанной полосы. Прерывистый слой 14 клейкой массы наносится так, что участки 16 упаковочных лент между смежными слоями клейкой массы совпадают с участком сваривающих барабанов, образующих поперечный шов упаковки. Под действием термосваривающих барабанов при контакте упаковочных лент на участке 17 происходит формовка поперечного шва упаковки. В этот момент начинается подача отрезанной полосы бумажной ленты 6, которая под действием термосваривающих барабанов на участке 18 склеивается с упаковочными лентами.
При дальнейшем движении лент происходит сварка продольных швов упаковки и при прохождении между роликами 19 происходит равномерное распределение клейкой массы по ширине бумажной ленты б между продольными швами упаковки. Затем при формовке второго поперечного шва упаковки происходит вклеивание второго
конца обрезки бумажной ленты между упаковочными лентами на участке 20. Подача бумажной ленты 6 прекращается, происходит склейка упаковочных лент на участке 17,
отрезка бумажной ленты 6 ножницами 10 и отрезка упаковочной липкой ленты 21 ножницами 22 по линии 23. После этого цикл повторяется.
Устройство для изготовления изделий в
0 упаковке содержит станину 24. оборудованную рулонодержателями 25-27 и транспортером 28. На передней панели станины 24 установлены термосваривающие барабаны 4 и 5, приводные ролики 8 и 11. прижим5 ные ролики 9 и 12, ножницы 10 и 22, обжимающие ролики 19, клеенаносящие сопла 29, направляющие лотки 30 и 31, механизмы 32 блокировки обрыва лент, кулачок 33 для привода ножниц 10 и кулачок 34
0 для привода ножниц 22. На боковой панели станины 24 установлены насосы 35, входы которых соединены с емкостями 36 для клейкой массы, оборудованные направите- лями 37, а выходы трубопроводами 38 сое5 динены с клеенаносящими соплами 29. Электроборудование автомата смонтировано в пульте 39 управления, Механические передачи смонтированы внутри станины 24 и содержат электродвигатель 40, клиноре0 менный вариатор 41, вторичный вал которого соединен с червячным редуктором 42 и оборудован маховичком 43 настройки. Вал червячного колеса цепной передачей 44 соединен с валом 45, на котором неподвижно
5 закреплен термосварочный барабан 4. Термосварочный барабан 5 расположен на валу 46, кинематически соединенном зубчатой передачей 47 с валом 45. Вал 46 установлен в подшипниках рычага 48 и соединен зубча0 той передачей 49 с вгтами обжимающих роликов 19, снабженных направляющими роликами 50. Вал 45 цепной передачей 51 соединен с валом 52, на котором установлен кулачок 34 и звездочка 53 привода транс5 портера 28, а цепной передачей 54 - с валом 55, на котором расположены кулачок 33 и кулачок 56. связанный рычагом 57 с насосами 35. При помощи зубчатого механизма 58 преобразования непрерывного враще0 ния в прерывистое вал 55 связан с вялом 59, на котором установлен ролик 11. Вал 59 цепной передачей 60 связан с валом 61, на котором установлен ролик 8. Прижимные ролики 9 и 12 установлены в направляющих
5 62 поступательного движения и поджаты пружинами 63 к роликам 8 и 12 соответственно. Клеенаносящие сопла 29 установлены в пазах гнезд 64, прикрепленных к станине 24, и зажаты фиксатором 65 при помощи пружин 66
Устройство работает следующим образом,
Рулоны 2 и 3 упаковочной ленты 1 устанавливаются в рулонодержатели 25 и 26 и через систему роликов (как показано на фиг.4) заправляются при отведенном влево барабане 5 между барабанами 5 и 4. Вращением маховичка 43 барабаны 4 и 5 устанавливаются в положение, соответствующее сварке поперечного шва на участке 17.
Рулон 7 устанавливается в рулонодер- жатель 27 и при оттянутых влево прижимных роликах 9 и 12 заправляется через направляющие лотки 30 к месту контакта барабанов 4 и 5. В емкости 36 заливается клейкая масса. При включении электропитания термосваривающие барабаны прогреваются до температуры, обеспечивающей склейку упаковочных лент(ЮО-140°С), а емкости - до температуры, обеспечивающей текучесть клейкой массы (40-60°С).
Эти температуры в автоматическом режиме поддерживаются на требуемом уровне. Насосами 35 вручную клейкая масса прокачивается через трубопроводы до появления ее в соплах 29. При оттянутом фиксаторе 65 сопла устанавливаются в гнезда 64. Включается привод автомата. Вращение от электродвигателя 40 через клиноременный вариатор 41, червячный редуктор 42, цепную передачу 44 передается валу 45 и через зубчатую передачу 47 - валу 46. При этом термосваривающие ролики 4 и 5, вращаясь навстречу друг другу, протягивают упаковочные ленты 1. Вращение от вала 45 через цепную передачу 54 передается распределительному валу 55. Зубчатая передача 58 преобразования непрерывного вращения вала 55 в прерывистое вращение вала 59 обеспечивает требуемое периодическое вращение ролика 11. Через цепную передачу 60 такое же периодическое вращение получает вал 61 с роликом 8.
Профиль кулачка 56 обеспечивает подачу насосом 35 клейкой массы на упаковочные ленты при ее движении под соплом 29 и прекращение подачи клейкой массы при движении под соплом участка 16. В этот момент происходит всасывание клейкой массы из емкости 36 в насос 35.
Профиль кулачка 33 обеспечивает срабатывание ножниц 10, производящих поперечную отрезку бумажной ленты 6. Движение от вала 46 через зубчатую передачу 49 передается роликам 19 и 50. Ролики 19 распределяют клейкую массу в упаковке по всей ширине бумажной ленты 6, а ролики 50 направляют упакованную бумажную ленту через направляющий лоток 31 к ножницам 22. Через цепную передачу 51
вращение от вала 45 передается валу 52 и через цепную передачу 53 - транспортеру 28. Профиль кулачка 34 обеспечивает отрезку упакованной ленты ножницами 22. Отрезанная упаковочная лента 21 падает на транспортер 28 и подается в транспортную тару. При обрыве упаковочных лент 1 механизм блокировки обрыва ленты отключает электродвигатель и автомат останавливает0 ся . При длительном перерыве в работе автомата сопла 29 снимаются с гнезд 64 и клейкая масса выкачивается из емкости 36 насосов 35, трубопроводов 38 и сопл 29 в транспортную тару, что обеспечивает уско5 ренное приведение автомата в работоспособное состояние за счет предотвращения застывания клейкой массы в трубопроводах.
Изобретение позволяет повысить гер0 метичность, а следовательно, срок хранения липкой ленты Мухолов, предотвратить просачивание клейкой массы зха счет гигроскопичности бумажной ленты, улучшить товарный вид изделия.
5 Нанесение клейкой массы на внутренние поверхности упаковочных лент наряду с экономией материалов позволяет манипулировать отрезком сухой бумажной ленты при ее подаче между двумя упаковочными,
0 что повышает надежность оборудования для осуществления способа за счет исключения прилипания липкой бумажной ленты к механизмам. Это отличие позволяет повысить производительность оборудования.
5Формула изобретения
1.Способ изготовления изделий типа мухолов в упаковке, включающий операции подачи двух упаковочных лент из термо- свариваемого материала, подачи между
0 ними упаковываемого материала, нанесение клея на не подлежащие свариванию участки, сваривания упаковочных лент по краям упаковочного материала вдоль направления подачи и периодически в попе5 речном направлении с упаковываемым материалом посредством термосвариваю- щих барабанов и разделения упакованных изделий, отличающийся тем, что, с целью повышения герметичности изделия и
0 экономии материалов, при подаче упаковываемого материала его разделяют на полосы, которые подают с интервалом, а клей наносят на участки упаковочных лент, соответствующие расположению полос, при
5 этом сваривание упаковочных лент с упаковываемым материалом осуществляют по краям полос.
2.Устройство для изготовления изделий в упаковке, преимущественно типа мухолов, содержащее рулонодержатели для
упаковочных лент и упаковываемого материала, кинематически связанные с приводом термосваривающие барабаны, механизм подачи и разделения упаковываемого материала, включающий направляющие ролики, и механизм разделения упакованных изделий, отличающееся тем, что, с целью повышения герметичности изделий и экономии материалов, оно имеет механизм нанесения клея на внутренние поверхности упаковочных лент, связанный посредством кулачковой передачи с термо- сваривающими барабанами, при этом направляющие ролики механизма подачи и разделения упаковываемого материала установлены с возможностью прерывистого вращения и кинематически связаны с тер- мосваривающими барабанами для совмещения края полосы упаковываемого
материала с соответствующим участком формовки поперечного шва термосварива- ющих барабанов.
3. Устройство по п,2, о т л и ч а ю щ е е- с я тем, что рабочие органы механизма
нанесения клея выполнны в виде клеенано- сящих сопл, соединенных с подающими насосами посредством гибких трубопроводов и имеющих лыски для соединения с закрепленными на станине гнездами посредством
фиксаторов.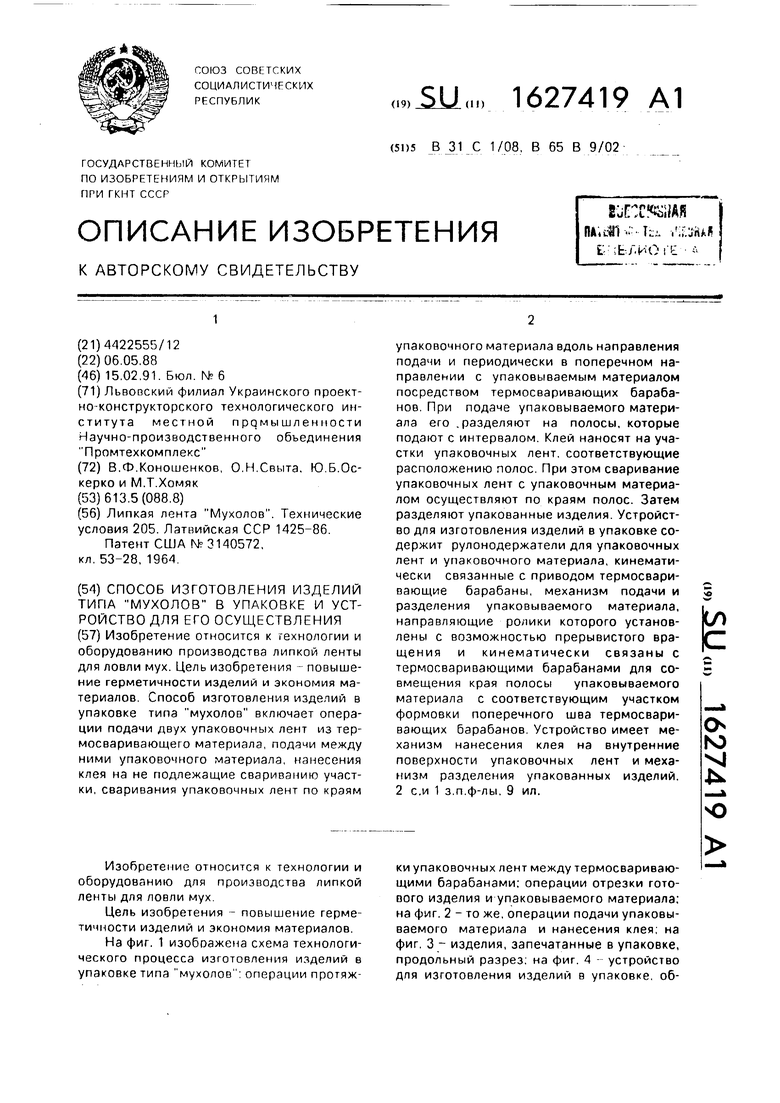
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ШТУЧНЫХ ПРЕДМЕТОВ | 1973 |
|
SU385827A1 |
| УПАКОВОЧНЫЙ АВТОМАТ | 1998 |
|
RU2191722C2 |
| Устройство для упаковки штучных предметов | 1974 |
|
SU512956A1 |
| Устройство для упаковки изделий в термопластичный материал | 1982 |
|
SU1024372A1 |
| Устройство для упаковки плоских изделий | 1975 |
|
SU536092A1 |
| АВТОМАТ ДЛЯ УПАКОВКИ И ИЗГОТОВЛЕНИЯ ПАКЕТОВ "МАЛЮТКА" | 2000 |
|
RU2200690C2 |
| Устройство для упаковывания изделий | 1989 |
|
SU1703557A1 |
| УСТРОЙСТВО ДЛЯ | 1971 |
|
SU300383A1 |
| УПАКОВОЧНАЯ МАШИНА | 2006 |
|
RU2318708C1 |
| Устройство для упаковки штучных изделий | 1978 |
|
SU701868A1 |
Изобретение относится к технологии и оборудованию производства липкой ленты для ловли мух. Цель изобретения - повышение герметичности изделий и экономия материалов. Способ изготовления изделий в упаковке типа мухолов включает операции подачи двух упаковочных лент из тер- мосваривающего материала, подачи между ними упаковочного материала, нанесения клея на не подлежащие свариванию участки, сваривания упаковочных лент по краям упаковочного материала вдоль направления подачи и периодически в поперечном направлении с упаковываемым материалом посредством термосваривающих барабанов. При подаче упаковываемого материала его .разделяют на полосы, которые подают с интервалом. Клей наносят на участки упаковочных лент, соответствующие расположению полос. При этом сваривание упаковочных лент с упаковочным материалом осуществляют по краям полос. Затем разделяют упакованные изделия. Устройство для изготовления изделий в упаковке содержит рулонодержатели для упаковочных лент и упаковочного материала, кинематически связанные с приводом термосвари- вающие барабаны, механизм подачи и разделения упаковываемого материала, направляющие ролики которого установлены с возможностью прерывистого вращения и кинематически связаны с термосваривающими барабанами для совмещения края полосы упаковываемого материала с соответствующим участком формовки поперечного шва термосваривающих барабанов. Устройство имеет механизм нанесения клея на внутренние поверхности упаковочных лент и механизм разделения упакованных изделий. 2 с.и 1 з.п.ф-лы. 9 ил. чмг Ё сь Ю § Ю
Нлеи
10
Фиг.1
10
Илей
12
Фиг. I
/J
18
Фс/е.З
S с:
ОТ
5
r сч
(О
3 АЈ
| Липкая лента Мухолов | |||
| Автоматическая акустическая блокировка | 1921 |
|
SU205A1 |
| Устройство электрической тяги для сельскохозяйственных машин-орудий для обработки поля | 1919 |
|
SU1425A1 |
| Патент США №3140572, кл | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
