(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ СЛОИСТОГО СТЕКЛА | 1997 |
|
RU2128629C1 |
| Способ изготовления оптических стержневидных элементов | 1978 |
|
SU753798A1 |
| КОЛОНКА ДЛЯ ХРОМАТОГРАФИИ | 1990 |
|
RU2018823C1 |
| ГРАФЕНОВЫЙ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ СТЕКЛОРЕЗА | 2014 |
|
RU2562080C1 |
| Соединительное устройство для составной хроматографической колонки | 1983 |
|
SU1116390A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМ | 1986 |
|
RU1398637C |
| Способ резки стеклянных трубок | 1980 |
|
SU966048A1 |
| Устройство для резки стеклянных трубок или стержней | 1983 |
|
SU1139718A1 |
| Станок для фацетирования листов стекла | 1989 |
|
SU1722788A1 |
| ЛАМПА С ФИТИЛЬНОЙ ГОРЕЛКОЙ | 2004 |
|
RU2281431C2 |
Изобретение относится к стекольному производству, а именно к хрома- тографическому анализу сложных объектов в аналитической химии, для которых недопустим контакт с металлами. Цель изобретения - упрощение конструкции колонки и повышение надежности работы.Поставленная цельдостигается тем, что в способе изготовления хро- матографической колонки из стекла, при котором проводят шлифование торцов отрезка стеклянной трубки и прикрепление к ней соединительных элементов. Торцы шлифуют до перпендикулярности среза оси трубки, оплавляют кромки торцов с последующим охлаждением, а затем производят соосное вклеивание трубки в соединительную муфту. Зазор между корпусом колонки и соединительной муфтой равен 0,05-0,3 мм, а глубина вклеивания - не менее 10 мм. 1 табл.
Изобретение относится к промышленности строительства, к стекольному производству, а конкретно к хромато- графическому анализу сложных объектов в аналитической химии, для которых недопустим-контакт с металлами, (в таких случаях стеклянные колонки незаменимы, но они имеют ограничения по рабочему давлению, так как часто разрушаются на участке торцового уплотнения) .
Цель изобретения - упрощение конструкции колонки и повышение надежности ее работы.
Способ реализуют следующим образом.
Трубку внешним диаметром 7,7 мм и внутренним диаметром 2,2 мм разрезают на алмазном круге. Торцы трубки шлифуют до строгой перпендикулярности относительно оси трубки на алмазном круге с пластиковой головкой. После этого осторожно оплавляют кромки на газовой горелке. После охлаждения торцов трубки проводят смазывание герметиком УГ-9 или УГ-11 внутренней полости соединительной муфты и вклеивание концов трубки. Вводят трубку в соединительную муфту, для полной соосности муфты и трубки внутрь канала трубки и муфты вводят направляющий шток. После затвердевания герметика шток вынимают. Для ускорения процесса затвердевания герметика колонку помещают в термостат и выдерживают 10-20 мин при 100°С.
Полярные герметики позволяют проводить прочное приклеивание стекла к любому материалу, из которого может быть изготовлена соединительная муфта (нержавеющая сталь, ковар, по- лимеркые материалы). Герметика эти очень долговечны и практически инертны к большинству элементов, которые используются в жидкостной хроматографии.
Шлифовка торцов трубки до строгой перпендикулярности и оплавление кромки торцов позволяет более качественно проводить вклеивание, т.е. колонка более надежна в работе.
Зазор между корпусом трубки и соединительной муфтой не должен быть более 0,3 мм. В противом случае резко падает надежность вклеивания и в конечном итоге работоспособность и надежность колонки, особенно при высоких давлениях. Зазор менее 0,05 мм также не обеспечивает высокой надеж-; ности колонки в работе ввиду того, что зазор очень мал, герметика в та- ком зазоре очень мало, Его недостаточно для высоконадежной работы колонки. Кроме того, зазор очень мал, поэтому при резких перепадах температуры, когда коэффициенты линейного расширения стекла и материала соединительной муфты сильно различаются, может произойти скол корпуса колонки. Изготовить зазор менее 0,05 мм технологически очень сложно.
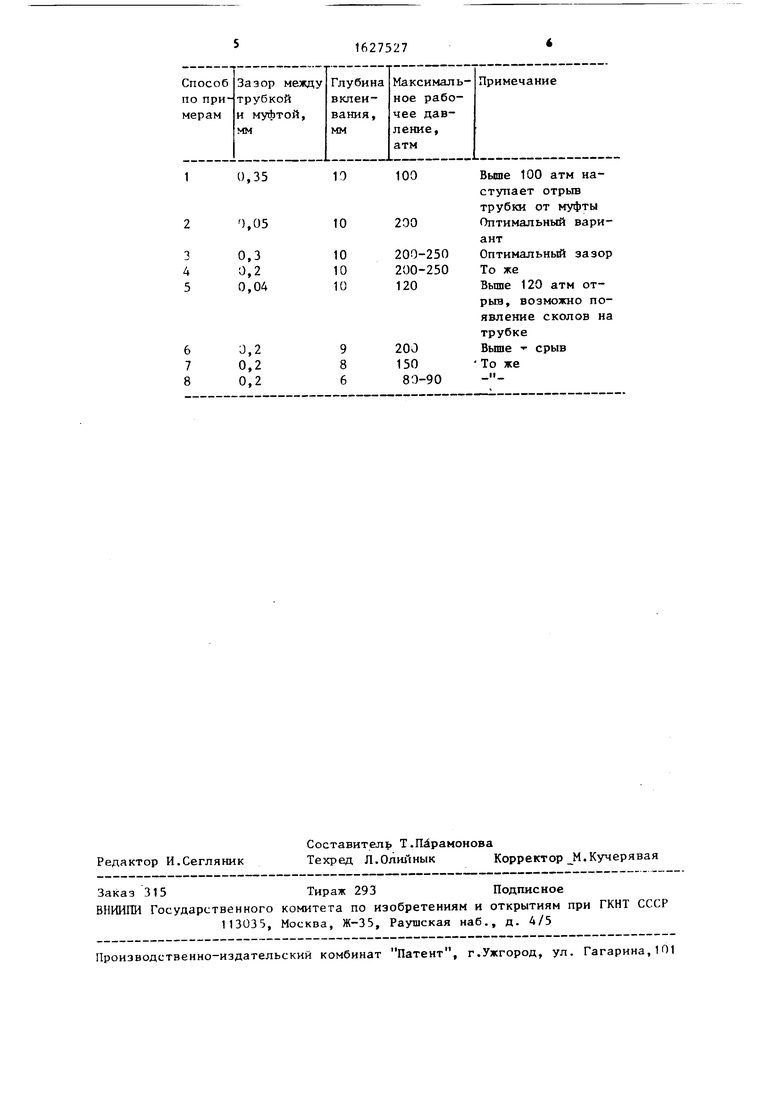
Глубина вклеивания должна быть не менее 10 мм. Чем меньше эта глубина, тем меньше необходимо приложить усилия для отрыва корпуса колонки от соединительной муфты. Это значит, что снижается надежность колонки. Максимальное рабочее давление, при котором работает колонка (при соблюдении всех условий изготовления), - 200 - 250 атм. В таблице представлены данные по испытанию таких колонок.
Из таблицы видно, что при соблюдении всех условий изготовления получаются колонки, работающие в жидкостной хроматографии при давлениях до 200-250 атм с высокой надежностью. Даже при таких высоких давлениях и больших усилиях при затягивании колонки не происходит скола стеклянной трубки или ее разрыва, так как усилие при затяжке и уплотнении передается не на стекло, а на соединительную муфту,
Формула изобретения
Способ изготовления хроматографи- ческой колонки из стекла путем обрезки и шлифования торцов трубчатой заготовки и прикрепления к ней соединительных муфт, отличающий- с я тем, что, с целью упрощения конструкции колонки и повышения надежности ее в работе, торец заготовки сошлифовывают, обеспечивая перпендикулярность его поверхности оси трубки, оплавляют кромки, после чего смазывают герметикой соединяемые поверхности заготовки и соединительной муфты, разница в посадочных размерах которых составляет 0,05-0,3 мм, и вставляют заготовку в муфту на глубину не менее 10 мм.
0,35
10
f),05
0,3 0,2 0,04
10
10
10 10
250 250
Выше 100 атм наступает отрыв трубки от муфты Оптимальный вариант
Оптимальный зазор То же
Выше 120 атм отрыв, возможно появление сколов на трубке Выше « срыв То же
| Патент США № 4289620, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
