Изобретение относится к стекольной промышленности, в частности к оборудованию для обработки кромки стекла, и может быть использовано в производстве зеркал.
Известен станок для фацетирования плоских стекол, содержащий вращающийся вакуумный копир, сменные подкопирники соответствующего контура и чашечный алмазный круг. Узорчатый или комбинированный фацет шириной до 25-35 мм получают при наклоне шлифовальной головки до 5 .
Недостатком известного оборудования является то, что станок предназначен только для фацетирования фигурных стекол. Стекла прямоугольного формата, широко используемые в производстве зеркал, на- этом оборудовании обрабатывать нельзя.
Цель изобретения - расширение технологических возможностей за счет увеличе- ния номенклатуры обрабатываемых деталей.
Поставленная цель достигается тем, что в станке для фацетирования листов стекла, содержащем раму, расположенные на ней привод с узлом перемещения деталей, средства для их фиксации и ориентации и торцо- выешлифовальныеголовки,
смонтированные на кронштейнах с возможностью поворота в двух вертикальных взаимно перпендикулярных плоскостях, одна из которых расположена поперек узла перемещения, кронштейны смонтированы на раме с возможностью перемещения в направлении, поперечном узлу перемещения деталей, а станок снабжен роликовыми опорными блоками, закрепленными на кронштейнах и предназначенными для взаимодействия с необрабатываемой поверхностью деталей, при этом центральные ролики опорных блоков по меньшей мере двух шлифовальных головок смещены относительно осей соответствующих головок в другой упомянутой вертикальной плоскости.
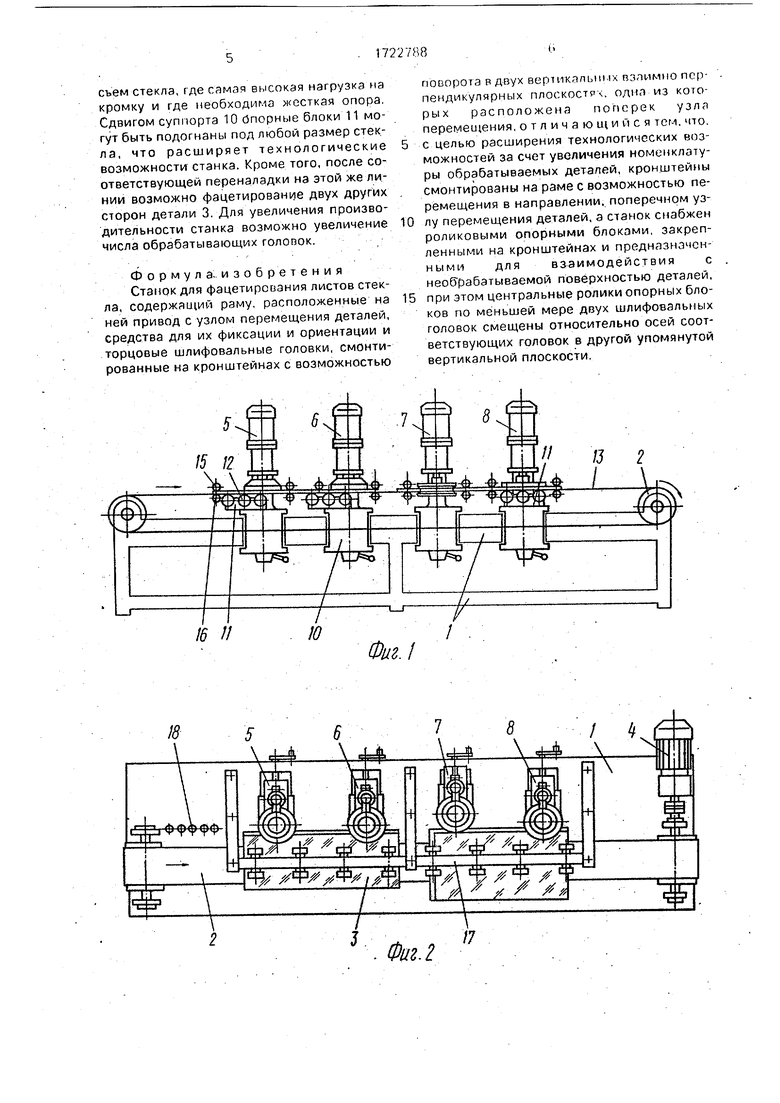
На фиг. 1. представлен станок, вид спереди: на фиг. 2 - то же, вид сверху; на фиг. 3 - подвижная шлифовальная головка; на фиг. А - взаимное положение детали и инструмента,вид спереди; на фиг.5- гоже, вид сверху,
Станок для фацетирования листов стекла содержит раму 1 с узлом 2 перемещения деталей 3 и приводом 4 и шлифовальные головки 5-8, предназначенные соответственно для грубой и тонкой шлифовки фацета, для шлифовки торца и для полировки фацета. Шлифовальные головки установлены на индивидуальных кронштейнах 9, снабженных суппортами 10. Первая 5, вторая 6 и четвертая 8 шлифовальные головки
имеют роликовые опорные блоки 11, смонтированные на кронштейнах 9. При этом на первой 5 и второй 6 шлифовальных головках центральный ролик 12 опорных блоков совмещен с зоной обработки, т.е. смещен в сторону наклона шлифовальной головки на угол/, а на четвертой полировальной головке 8 роликовый блок 11 монтируется без смещения. Для ориентации детали 3 и прижатия ее к ленте 13 узла 2 перемещения на период нанесения фацета 14 станок снабжен средствами фиксации и ориентации в виде верхних прижимных роликов 15 и нижних роликов 16, укрепленных на каркасах
17. При этом верхние ролики 15 контактируют с верхней поверхностью детали 3, нижние ролики 16 - с нижней поверхностью ленты 13. Ориентация кромки детали 3 перед обработкой осуществляется по установочным роликам 18,
Первая, вторая и четвертая шлифовальные головки имеют наклон на угол а. или угол заданного фацета в пределах 5-7°. Третья шлифовальная головка 7, предназначенная
для шлифовки торца, установлена перпендикулярно к плоскости детали 3.
Станок работает следующим образом. Деталь 3, ориентируясь по установочным роликам 18, помещается на движущуюся ленту 13. При входе в зону нанесения фацета 14 деталь прижимается верхними роликами 15 к ленте 13, которая опирается на опорные ролики 16. Деталь 3 прочно фиксируется. Первая шлифовальная головка 5 затем закладывает профиль фацета, в то время как вторая головка 6 производит тонкую шлифовку по уже нанесенному фацету. Затем лист стекла 3 подходит к третьей головке 7, на которой шлифуется торец стекла. Величмна снятия стекла на всех головках регулируется перемещением суппортов 10, а профиль снятия - углом наклона первой, второй и четвертой головок. Первая и вторая головки, предназначенные для грубого и
тонкого фацетирования, имеют также наклон на угол / в плоскости, перпендикулярной плоскости первого наклона. Этот наклон необходим для обеспечения постепенности углубления обрабатывающего инструмента в толщу детали 3, в противном случае возможны сколы стекла; В связи с этим наклоном конструкция роликовых блоков 11, служащих для.исключения вибрации, сдвига, изгиба и др. нежелательных явлений, на первой и второй шлифовальных головках имеет свои особенности. В частности, в этих блоках центральный ролик 12 смещен на край зоны обработки, т.е. на то место, где осуществляется наибольший
съем стекла, где самая высокая нагрузка на кромку и где необходима жесткая опора. Сдвигом суппорта 10 Опорные блоки 11 могут быть подогнаны под любой размер стек- ла, что расширяет технологические возможности станка. Кроме того, после соответствующей переналадки на этой же линии возможно фацетирование двух других сторон детали 3. Для увеличения производительности станка возможно увеличение числа обрабатывающих головок.
.формула-, изобретения
Станок для фацетирсйэния листов стекла, содержащий раму, расположенные на ней привод с узлом перемещения деталей, средства для их фиксации и ориентации и торцовые шлифовальные головки, смонтированные на кронштейнах с возможностью
поворота в двух вертикальных взаимно перпендикулярных плоскостях, одна-из которых расположена поперек узла перемещения, отличающийся тем. что.
с целью расширения технологических возможностей за счет увеличения номенклатуры обрабатываемых деталей, кронштейны смонтированы на раме с возможностью перемещения в направлении., поперечном узлу перемещения деталей, а станок снабжен роликовыми опорными блоками, закрепленными на кронштейнах и предназначенными для взаимодействия с необрабатываемой поверхностью деталей,
при этом центральные ролики опорных блоков по меньшей мере двух шлифовальных головок смещены относительно осей соответствующих головок в другой упомянутой вертикальной плоскости.
Фиг.5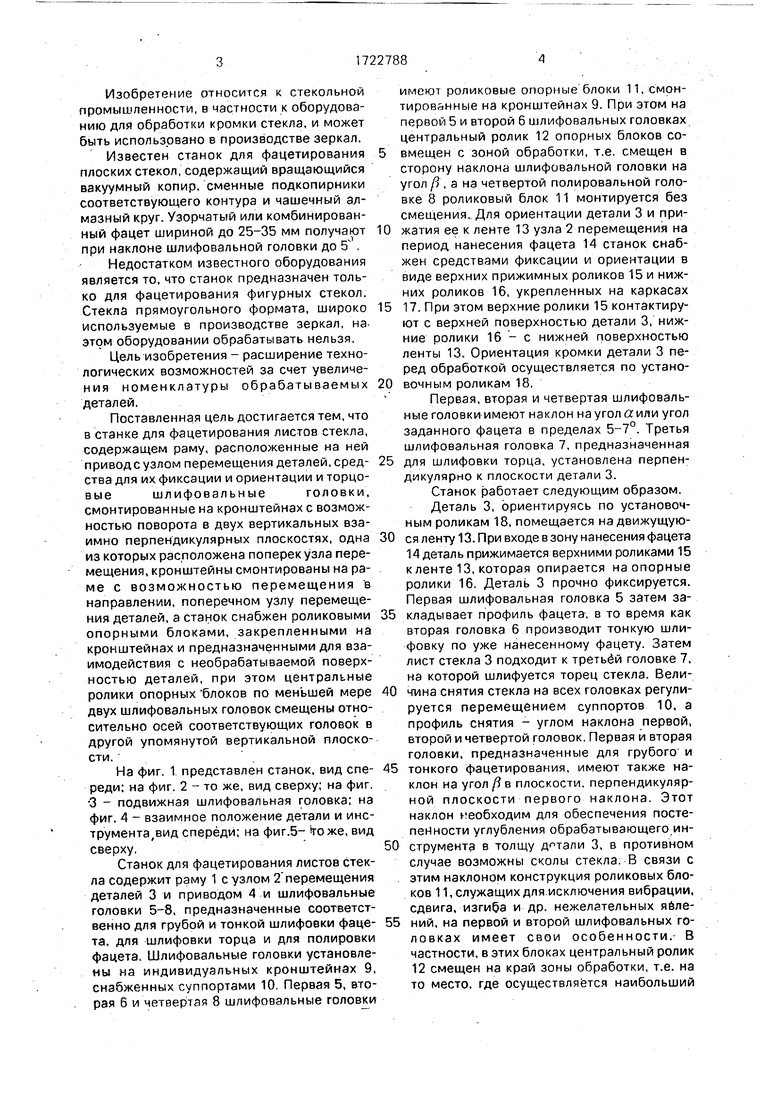
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифовки кромок плоских стекол | 1988 |
|
SU1576285A1 |
| СТАНОК ДЛЯ СОЗДАНИЯ ВОЛНООБРАЗНОГО ФАЦЕТА | 1999 |
|
RU2180282C2 |
| Установка для обработки кромок фигурных стекол | 1975 |
|
SU753608A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ КРОМОК ЛИСТОВЫХ СТЕ'КОЛ | 1970 |
|
SU266620A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО СТЕКЛА | 2012 |
|
RU2488476C1 |
| Станок для последовательного шлифования прямолинейных пазов | 1973 |
|
SU476964A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Установка для двусторонней обработки деталей | 1980 |
|
SU933389A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Карусельный многопозиционный полуавтоматический станок непрерывного действия для обработки фасонных изделий | 1967 |
|
SU296370A1 |

Использование: в стекольной промыш- ленности/для изготовления зеркал. Сущность изобретения: торцовые шлифовальные головки смонтированы на кронштейнах 9, перемещаемых с помощью суппортов 10 поперек узла перемещения детали 3, На кронштейнах закреплены роликовые опорные блоки 11. контактирующие с необрабатываемой поверхностью детали. Шлифовальные головки расположены под углами а и ft во взаимно перпендикулярных плоскостях. Центральные ролики опорных блоков совмещены с зоной обработки в плоскости, расположенной вдоль узла перемещения детали, где осуществляется наибольший съем стекла. 5 ил.
Редактор Л.Веселовская
Составитель В.Рыбин Техред М.Моргентал
Корректор В.Гирняк
| Авторское свидетельство СССР № 1484624, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
