(5А) СПОСОБ РЕЗКИ СТЕКЛЯННЫХ ТРУБОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибрования стеклянных трубчатых оболочек | 1985 |
|
SU1316981A1 |
| Способ изготовления стеклянных колб | 1984 |
|
SU1203031A1 |
| Способ припайки стеклянной трубки к стеклянной детали | 1985 |
|
SU1286545A1 |
| Способ соединения стеклянных трубок разного диаметра | 1980 |
|
SU903314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНОГО БЛОКА ИЗ СТЁКОЛ РАЗНЫХ СОСТАВОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2772026C1 |
| Способ изготовления стеклянных прецизионных трубок | 1988 |
|
SU1574548A1 |
| Способ развертывания торца стеклянной трубки | 1979 |
|
SU863515A1 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОТРЕЗАНИЯ И ОТДЕЛКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1926 |
|
SU7468A1 |
| Способ изготовления стеклянных елочных украшений | 1983 |
|
SU1110758A1 |
| Способ резки стекла | 1983 |
|
SU1100247A1 |
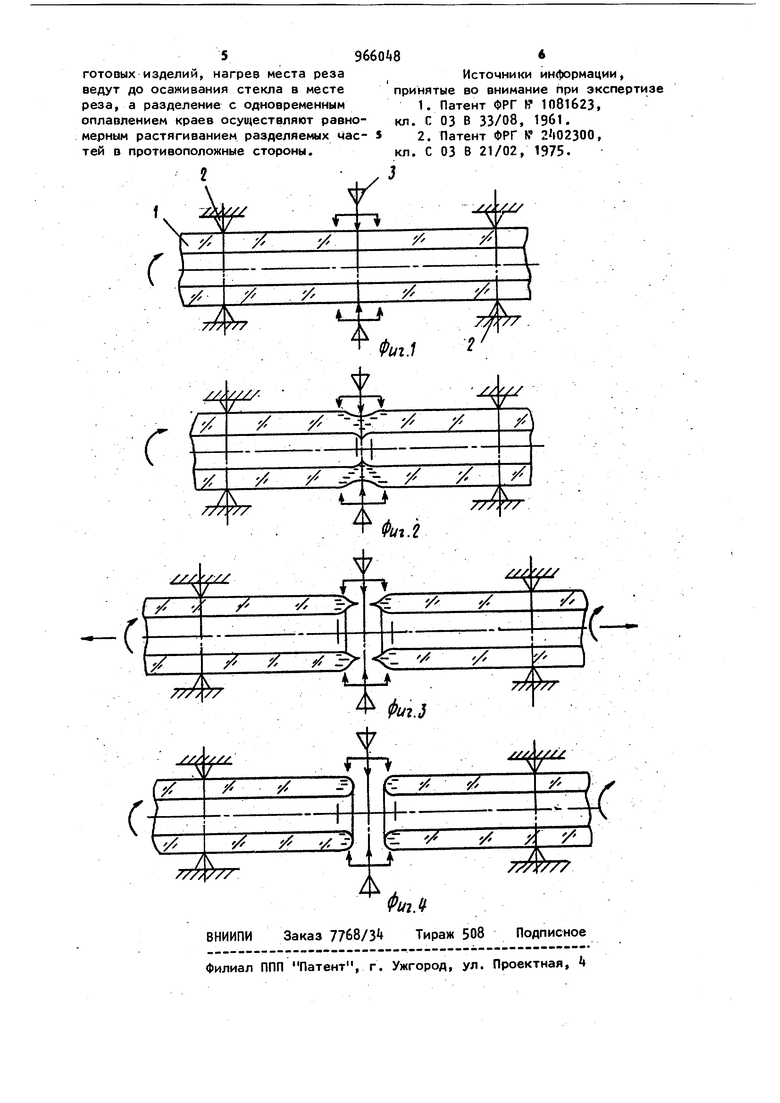
Изобретение относится к промышленности строительства и стройматериалов, к стекольному приборостроению, в частности к производству изде лий, вырабатываемьнх непосредственно из стеклотрубки, и может быть использовано при разделении стекгЮтрубки на заготовки различной длины. Известен способ резки стеклянной трубки, непрерывно вытягиваемой вместе с приспособлением для нагрева трубы. Во время непрерывного движения трубы с помощью горелки размягчают и окончательно разделяют и оплавляют концы трубы с помощью прилегающих к трубе электродов 1. Однако известный способ дает недостаточное качество получаемых труб. Наиболее близким к изобретению по технической сущности и дocтигae Юмy результату является способ резки стек лянных трубок, включающий вращение трубки, нагрев места реза в пламени горелки до размягчения стекла, разделение и оплавление краев. Этот способ включает вращение изделия в замкнутом устройстве , непрерывн1)|й нагрев места отреза в пламени горелки до относительно высокой вязкости нагреваемого стекла, последующее разделение изделия на две части за счет оттягивания отделяемой части с помощью инструмента в направлении к уизу от места нагрева с оплавлением краев 2. Недостатком данного способа является неравнооплавленность краев на торцах разделенных заготовок, из которых последующей стеклообработкой нельзя получить доа одинаковых изделия. Происходит это из-за излишнего нагрева стекла в месте отреза, что приводит к осаживанию стекла во всей зоне нагрева и к появлению излишков размягченной стекломассы.на торцах разделяемых заготовок. Кроме того,при разделении трубки на две части в этом способе пользуются только односторонним оттягиванием отделяемой части, что не позволяет равномерно распределить размягченные участки стекломассы на торцах разделяемых заготовок в месте нагрева, так как размягченное стекло стягивает ся в сторону оттягивания. Цель изобретения - повышение качества готовых изделий. Поставленная цель достигается тем что согласно способу резки стеклянных трубок, включающему вращение трубки, нагрев места реза в пламени горелки до размягчения стекла, разделение и оплавление краев, нагрев места реза ведут до осаживания стекла в месте реза, и разделение с одновременным , оплавлением краев осуществляют равномерным растягиванием разделяемых частей в противоположные стороны. Сущность способа выясняется при рассмотрении схемы последовательного осуществления предлагаемого способа. На фиг. 1 показана установка стеклотрубки относительно источника нагре ва; на фиг, 2 - момент осаждения стен ки трубки в центре зоны нагрева; на фиг. 3 - разделение трубки в результа те растягивания обеих частей трубки в противоположные от места нагрева стороны; на фиг. - слабое закругление и утолщение краев за счет их оплавления на торцах разделенных заготовок, находящихся рядом по месту нагрева, а результате действия сил поверхностного натяжения. Стеклотрубку 1 устанавливают .в пат ронах 2 зажимного устройства. Включают вращение последнего. К трубке к месту отреза подводят раскрывающуюся кольцевую горелку 3Под воздействием пламени горелки 3 по периметру трубки 1 образует-t ся зона нагрева. При дальнейшем нагревании в зоне нагрева стенка трубки начинает осаживаться относительно центра зоны, вследствие размягчения стекломассы. Как только осаживание размягченной стекломассы по центру зоны нагрева произойдет по всей толщине стенки и на, всем периметре трубки, начинают равномерное растягивание обеих частей трубки в противоположные от места нагрева стороны. За счет этого происходит равномерное распределение размягченных участков стекломассы на торцах получаемых заготовок. В /момент разделения трубки на торцах получаемых заготовок образуется, стеклянная нить, которая оплавляется и под действием сил поверхностного натяжения превращается в каплю, образуя незначительные одинаковые утолщения. Разделение закончено. В результате получают две заготовки с торцами, имеющими одинаковые равнооплавленные края. Нагрев места отреза до осаживания стенки трубки только в центре зоны нагрева ликвидирует чрезмерный нагрев стекла в месте отреза, что позволяет избежать излишков размягченной стекломассы на всей ширине зоны нагрева, а это вместе с разделением трубки за счет равномерного растягивания обеих ее частей в противоположные от места нагрева стороны, позволяющего равномерно распределять размягченные участки стекломассы на торцах заготовок в месте нагрева и приводит к получению равнооплавленных краев на торцах разделенных заготовок. В качестве источника нагрева используют раскрывающуюся кольцевую горелку с шириной щели 0,3-0, мм с использованием газовоздушной смеси (пропан + кислород). Предложенный способ позволяет заменить на более совершенный непрогрессивный способ резки стеклодрота отрезными дисками, сопровождающийся выделением большего количества стеклянной пыли, налипанием частиц материала диска на торцы разделяемых заготовок с образованием сколов и посечек; улучшить условия труда работающих; уменьшить трудозатраты на отрезной операции и последующей оплавке краев за счет их совмещения; повысить качертво последующей стеклообработки торцов заготовок за счет исключения дефектов, вносимых резкой отрезными дисками; обеспечить различное назначение заготовок, вследствие полученной равнооплавленности краев. Формула изобретения Способ резки стеклянных трубок, включающий вращение трубки, нагрев места реза в пламени горелки до размягчения стекла, разделение и оплавение краев, отличающийся тем, что, с целью повышения качества
59660i 86
готовых изделий, нагрев места резаИсточники информации,
ведут до осаживания стекла в местепринятые во внимание при экспертизе реза, а разделение с одновременным 1. Патент ФРГ Ь 1081623,
оплавлением краев осуществляют равно-кл. С 03 В 33/08, 1961. мерным растягиванием разделяемых час- 5 2. Патент ФРгк 2i02300,
тей в противоположные стороны.кл. С 03 В 21/02, 1975.
с
