10
15
20
25
31627834
- Изобретение относится к контрольно-измерительной технике и может быть использовано при определении качества металлизации отверстий в радиоэлектронной промышленности.
Целью изобретения является повышение достоверности контроля за счет поиска и фиксации действительного центра отверстия.
На фиг. 1 приведена блок-схема предлагаемого устройства на фиг.2 - конструкции измерительной головки. Устройство (фиг.1) содержит последовательно соепиненные генератор 1 тактовых импульсов, схему 2 совпадении, счетчик 3, дешифратор 4, дна KJi 0-ifi Ь и ti, измерительную, головку 7, фотоусилитель 8, аналого- цифровой преобразователь 9, второй вход которого подключен к выходу схему 2 совпадений, и контроллер 10, выходы которого подключены к вторым входам схемы 2 совпадений счетчика 3. Кроне того, устройство содержит формировании, 11, включенный между третьим выходом дешифратора 4 и входом контроллера 10, блок 12 поиска центра отверстия, включенный между выходом измерительной головки 7 и контроллером 10, два блока 13 и 14 управления, подключенные к выходам контроллера 10 и блока 12 поиска центра отверстия, два шаговых двигателя 15 и 16, подключенные к соответствующим блокам 13 и 14 управления, и координатный стол 17, установленный с ЛОЗМОАНОСТЬЮ перемещения шаговыми двигателями 15 и 16 в ортогональных направлениях. Кроме того, на фиг. 1 приведена контролируемая печатная плата 18 с отверстием 19.
R сопав измерительной головки 7 входят (фиг.2) станина 20, оптическая осветительная система 21, пружина 22, связывающая оптическую осветительную систему 21 со станиной 20, фотоприемная система 22 и пружина 23, связывающая фотоприемную систему 22 со станиной 20. Оптическая осветительная система 21 содержит корпус 24, в ко юром размещены центральный осветитель 25, боковые осветители 26 и 27 и конденсор 28. Фотоприемная система 22 содержит корпус 29, в ко30
35
40
45
50
Оптическая осветительная систем 21 и фотоприемная система устанавливаются соосно по разные стороны контролируемой печатной платы 18. Контроллер 10 в соответствии с про граммой с помощью блоков 13 и 14 у равления и шаговых двигателей 15 и 16 перемещает координатный стол 17 с печатной платой 18 для контроля отверстия 19. После окончания пере мещения включается блок 12 поиска центра отверстия, который анапогич но перемещает координатный стол 17 до совпадения центра отверстия 19 с оптической осью измерительной го ловки 7.
По завершении поиска центра кон роллер 10 открывает схему 2 совпад ния и импульсы от генератора 1 так товых импульсов поступают на счетч 3, состояние которого дешифрируетс дешифратором 4. R соответствии с с тоянием дешифратора 4 включаются ключи 5 и 6, включая соответственн центральный или боковые осветители 25-27. Интенсивность светового луч преобразуется фоточувствительным элементом 31 в электрический сигнал и после усиления фотоусилителя 8 и оцифровки аналого-цифровы преобразователем 9 поступает на контроллер 10. По интенсивности св тового сигнала от центрального осв тителя 25 вычисляется толщина мета лизации отверстия 19, а по интенси ности сигнала от боковых осветителей 26 и 27 о наличии дефекта металлизации.
По окончании измерений Лормиро- вагель 11 формирует импульс оконча ния измерений.
Формула изобретени
1 . Устройство контроля качества ме таллизации отверстий печатных плат содержащее измерительную головку, последовательно соединеннее контро лер, оба блок управления и два ша говых двигателя и координатный ст связанный с шаговыми двигателями, отличающееся тем, что, с целью повышения достоверности контроля, оно снабжено блоком потором размещены объектив 30 и фоточув- иска центра отверстия, включенным
0
5
0
5
0
5
0
Оптическая осветительная система 21 и фотоприемная система устанавливаются соосно по разные стороны контролируемой печатной платы 18. Контроллер 10 в соответствии с программой с помощью блоков 13 и 14 управления и шаговых двигателей 15 и 16 перемещает координатный стол 17 с печатной платой 18 для контроля отверстия 19. После окончания перемещения включается блок 12 поиска центра отверстия, который анапогич- но перемещает координатный стол 17 до совпадения центра отверстия 19 с оптической осью измерительной головки 7.
По завершении поиска центра контроллер 10 открывает схему 2 совпадения и импульсы от генератора 1 тактовых импульсов поступают на счетчик 3, состояние которого дешифрируется дешифратором 4. R соответствии с состоянием дешифратора 4 включаются ключи 5 и 6, включая соответственно центральный или боковые осветители 25-27. Интенсивность светового луча преобразуется фоточувствительным элементом 31 в электрический сигнал и после усиления фотоусилителя 8 и оцифровки аналого-цифровым преобразователем 9 поступает на контроллер 10. По интенсивности светового сигнала от центрального осветителя 25 вычисляется толщина металлизации отверстия 19, а по интенсивности сигнала от боковых осветителей 26 и 27 о наличии дефекта металлизации.
По окончании измерений Лормиро- вагель 11 формирует импульс окончания измерений.
Формула изобретения
1 . Устройство контроля качества металлизации отверстий печатных плат, содержащее измерительную головку, последовательно соединеннее контроллер, оба блок управления и два шаговых двигателя и координатный стол, связанный с шаговыми двигателями, отличающееся тем, что, с целью повышения достоверности контроля, оно снабжено блоком поиска центра отверстия, включенным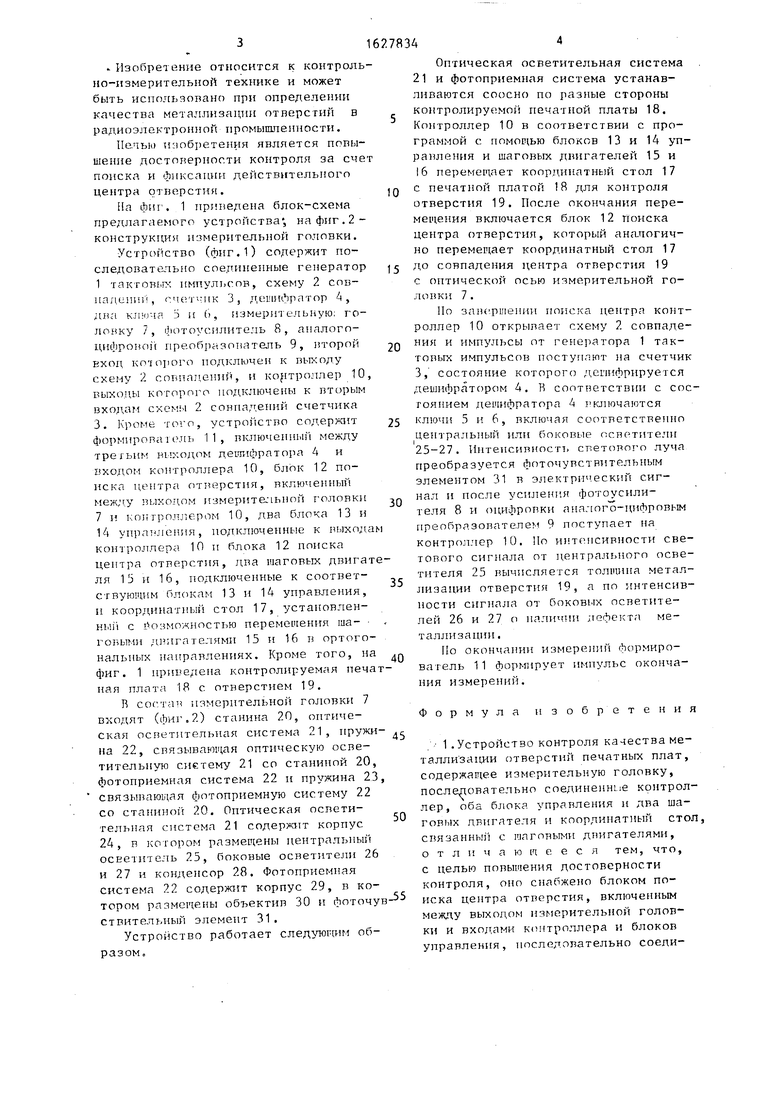
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для проверки качества металлизации отверстий печатных плат | 1987 |
|
SU1469419A1 |
| Устройство для допускового контроля паяных соединений на печатных платах | 1987 |
|
SU1539694A1 |
| Устройство для контроля полупроводниковой структуры | 1987 |
|
SU1422001A1 |
| Устройство для контроля металлизированных переходов печатной платы | 1985 |
|
SU1308955A1 |
| Автоматическое устройство для проверки качества металлизации отверстий печатных плат | 1977 |
|
SU729498A1 |
| Устройство для контроля межслойных переходов печатной платы | 1980 |
|
SU947793A1 |
| Устройство для контроля качества межслойных соединений печатной платы | 1978 |
|
SU781722A1 |
| Устройство для контроля металлизации отверстий в печатных платах | 1975 |
|
SU634290A1 |
| Аналитический стереофотограмметрический прибор | 1984 |
|
SU1195187A1 |
| Устройство для считывания информации с печатных плат | 1982 |
|
SU1072072A1 |

Изобретение относится к контрольно-измерительной технике и может быть использовано при определении качества метялличлпни отнерстий в радиоэлектронной промышленности. Целью изобретения является повьппенне достоверности контроля та счет поиска и фиксации действительного центра отверстия. Первоначально с помощью шаговых двигателей 15 и 16 и регистрации освещенности измерительной головки 7 определяется и фиксируется максимальное значение освещенности, что соответствует совпадению центра отверстия с оптической осью измерительной головни 7. Затем по интенсивности сигнала от центрального осветителя делается ны- воц о толшине металлизации отверстия. После -этого включаются боковые осветители и регистрируется освещенность, определяемая отражение) от стенок отверстия. Величин; данной освещенности является критерием качестве металлизации отверстия. 1 з.п.ф-лы, 2 ил . 16 о а СО о N3 ОС со Jb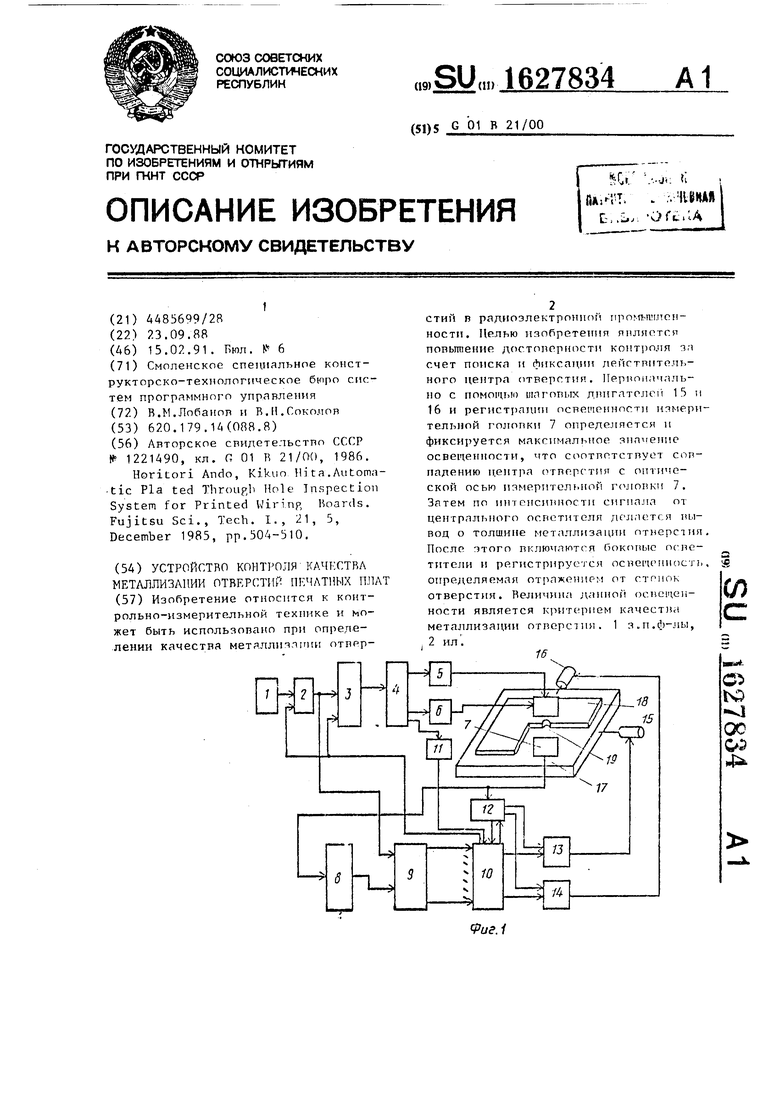
ствительный элемент 31.
Устройство работает следующим образом.
между выходом измерительной головки и входами контроллера и блоков управления, последовательно соедиФиг. Z
| Автоматическое устройство для проверки металлизации отверстий печатных плат | 1983 |
|
SU1221490A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Horitori Ando, Kikvm Hi t a | |||
| Automatic Pla ted Through Hole Inspection System for Printed Wirinp, Hoards | |||
| Fujitsu Sci., Tech | |||
| I., 21, 5, December 1985, pp.504-510. | |||
