Изобретение относится к способу укрепления гибких плоских деталей, в частности, верхней ткани или вставок для предметов одежды,,
Цель изобретения - получение верхней ткани или вставок с Заданным размером и естественной влажностью
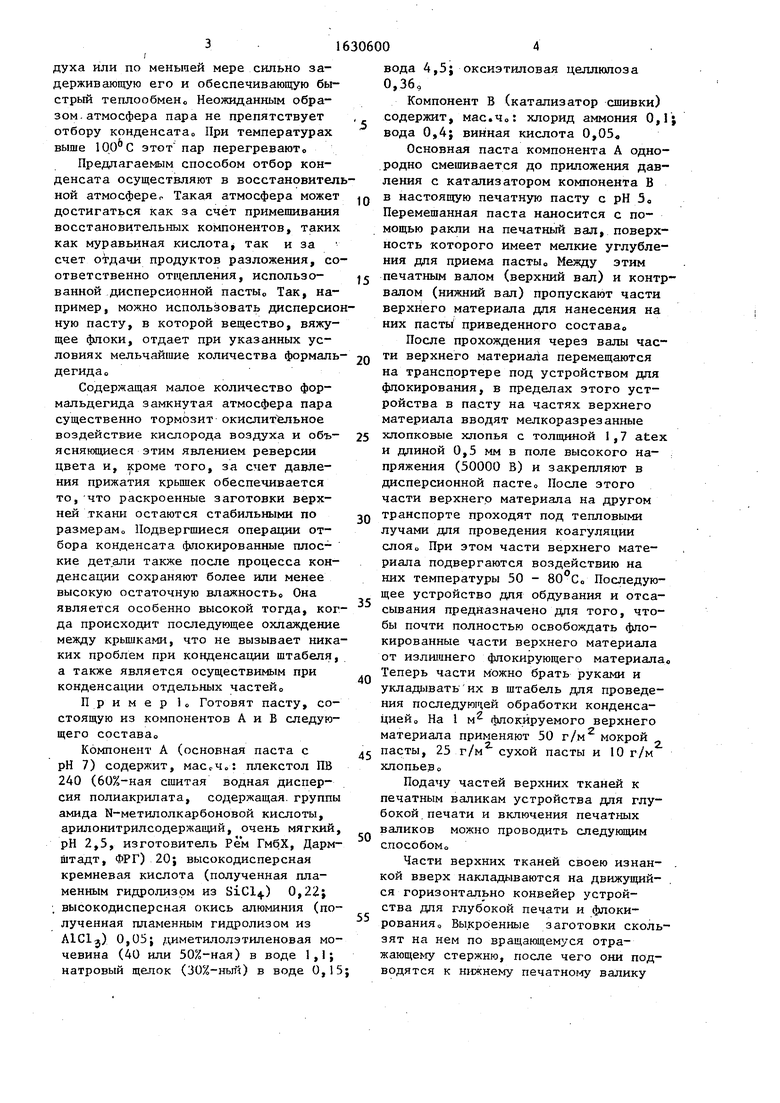
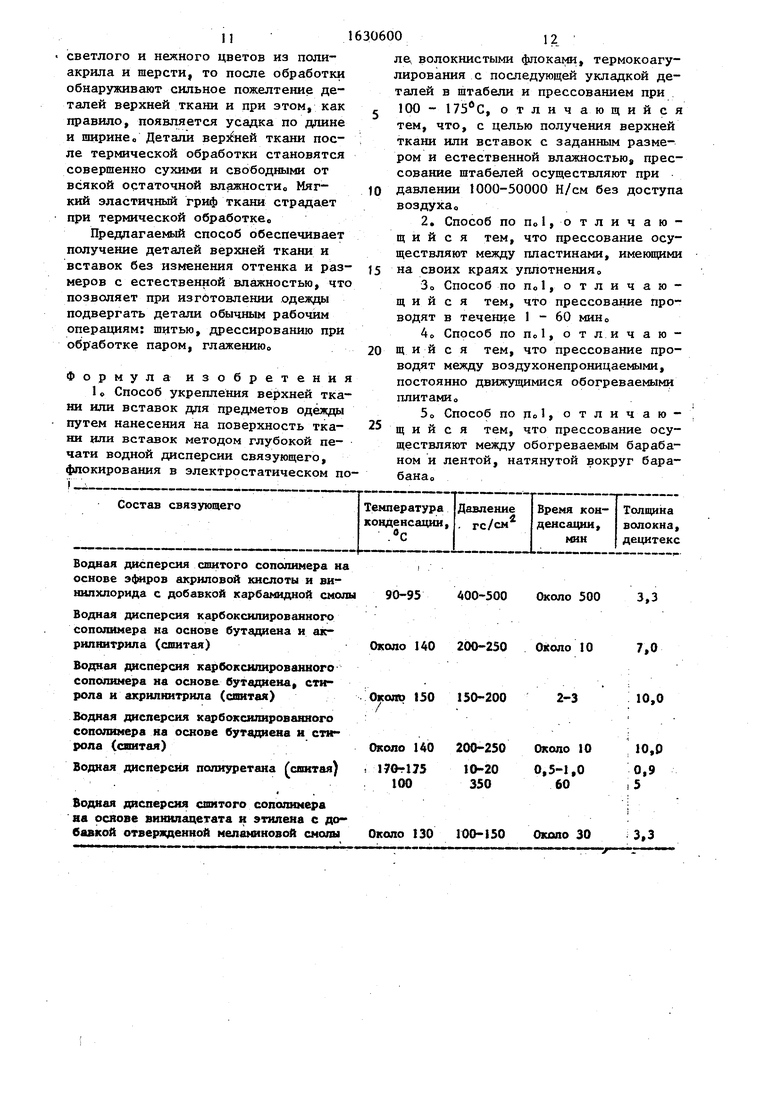
На фиг01 показана изогнутая форма для конденсации штабеля,продольный разрез; на фиго2 - то же, вид снизу; на фиг.З - форма осуществления устройства конденсации, продольный разрез.
Согласно предлагаемому способу отбор конденсата осуществляют при исключении в значительной степени доступа воздуха под давлением прижатия в температурном диапазоне 100-175°С.
Отбор конденсата может при этом осуществляться между прилегающими под действием давления прижатия к плоским деталям, обогреваемыми плоскими или изогнутыми крышками при значительном (до полного) исключении доступа воздухао Крышки могут состоять например, из металла, силоксанового каучука, тефлона, усиленного стеклотканью или аналогичного термостабильного материала
Поступающие с первого рабочего перехода с относительно большим количеством влаги предварительно стабилизированные плоские детали образуют между прилегающими под действием давления прижатия крышками паровую подушку, препятствующую доступу возв
1
сх
духа или по меньшей мере сильно задерживающую его и обеспечивающую быстрый теплообмене Неожиданным образом, атмосфера пара не препятствует отбору конденсатао При температурах выше 100&С этот пар перегревают
Предлагаемым способом отбор конденсата осуществляют в восстановитель10
25
30
ной атмосфереР Такая атмосфера может достигаться как за счет примешивания восстановительных компонентов, таких как муравьиная кислота, так и за счет отдачи продуктов разложения, соответственно отщепления, использованной дисперсионной пасты0 Так, например, можно использовать дисперсионную пасту, в которой вещество, вяжущее флоки, отдает при указанных условиях мельчайшие количества формаль- JQ дегидао
Содержащая малое количество формальдегида замкнутая атмосфера пара существенно тормозит окислительное воздействие кислорода воздуха и объясняющиеся этим явлением реверсии цвета и, кроме того, за счет давления прижатия крышек обеспечивается то, что раскроенные заготовки верхней ткани остаются стабильными по размерам Подвергшиеся операции отбора конденсата флокированные плоские детали также после процесса конденсации сохраняют более или менее высокую остаточную влажностьо Она является особенно высокой тогда, когда происходит последующее охлаждение между крышками, что не вызывает никаких проблем при конденсации штабеля, а также является осуществимым при конденсации отдельных частей0
Пример 1„ Готовят пасту, состоящую из компонентов А и В следующего состава0
Компонент А (основная паста с рН 7) содержит, массчс: плекстол ПВ 240 (60%-ная сшитая водная дисперсия полиакрилата, содержащая, группы амида N-метилолкарбоновой кислоты, арилонитрилсодержащий, очень мягкий, рН 2,5, изготовитель Рем ГмбХ, Дарм- штадт, ФРГ) 20; высокодисперсная кремневая кислота (полученная пламенным гидролизом из SiCl.) 0,22; высокодисперсная окись алюминия (полученная пламенным гидролизом из AlClj) 0,05; диметилолэтиленовая мочевина (40 или 50%-ная) в воде 1,1; натровый щепок (30%-ный) в воде 0,15;
16306004
вода 4,5; оксиэтиловая целлюлоза 0,3ба
Компонент В (катализатор сшивки) содержит, мас.ч0: хлорид аммония 0,1; вода 0,4; винная кислота 0,05в
Основная паста компонента А однородно смешивается до приложения давления с катализатором компонента В в настоящую печатную пасту с рН 50 Перемешанная паста наносится с помощью ракли на печатный вал, поверхность которого имеет мелкие углубления для приема пасты0 Между этим 15 печатным валом (верхний вал) и контрвалом (нижний вал) пропускают части верхнего материала для нанесения на них пасты приведенного состава,.
После прохождения через валы части верхнего материала перемещаются на транспортере под устройством для флокирования, в пределах этого устройства в пасту на частях верхнего материала вводят мелкоразрезанные хлопковые хлопья с толщиной I,7 atex и длиной 0,5 мм в поле высокого напряжения (50000 В) и закрепляют в дисперсионной пасте0 После этого части верхнего материала на другом транспорте проходят под тепловыми лучами для проведения коагуляции слоя0 При этом части верхнего мате35
40
50
55
риала подвергаются воздействию на них температуры 50 - 80 С„ Последующее устройство для обдувания и отсасывания предназначено для того, чтобы почти полностью освобождать флокированные части верхнего материала от излишнего флокирующего материала« Теперь части можно брать руками и укладывать их в штабель для проведения последующей обработки конденсацией 0 На 1 м2 флокйруемого верхнего материала применяют 50 г/м мокрой пасты, 25 г/м сухой пасты и 10 г/м хлопьев о
Подачу частей верхних тканей к печатным валикам устройства для глубокой печати и включения печатных валиков можно проводить следующим способомо
Части верхних тканей своею изнан- . кой вверх накладываются на движущийся горизонтально конвейер устройства для глубокой печати и флоки- рования Выкроенные заготовки скользят на нем по вращающемуся отражающему стержню, после чего они подводятся к нижнему печатному валику
5
0
0
5
риала подвергаются воздействию на них температуры 50 - 80 С„ Последующее устройство для обдувания и отсасывания предназначено для того, чтобы почти полностью освобождать флокированные части верхнего материала от излишнего флокирующего материала« Теперь части можно брать руками и укладывать их в штабель для проведения последующей обработки конденсацией 0 На 1 м2 флокйруемого верхнего материала применяют 50 г/м мокрой пасты, 25 г/м сухой пасты и 10 г/м хлопьев о
Подачу частей верхних тканей к печатным валикам устройства для глубокой печати и включения печатных валиков можно проводить следующим способомо
Части верхних тканей своею изнан- . кой вверх накладываются на движущийся горизонтально конвейер устройства для глубокой печати и флоки- рования Выкроенные заготовки скользят на нем по вращающемуся отражающему стержню, после чего они подводятся к нижнему печатному валику
устройства для глубокой печати и передаются на таковой0 Над отражающим стержнем расположен в тесной последовательности ряд оптических пар глазков, Из каждой пары соответственно один глазок испускает луч света в направлении отражающего стержня Луч света отражается к второму глазку парыа когда над отражающим стержнем нет части заготовкио Кели над отражающим стержнем скользит часть заготовки, луч света прерывается и не отражается о В последнем случае перерыв луча света подает команду запоминающему устройст- ву, вследствие чего покрытый мягкой резиной нижний валик устройства для глубокой печати приподнимается и прижимается в противоположном направлении к верхнему печатному валику устройства для глубокой печати. Запоминающее устройство передает команду дальше сначала с задержкой и хра0
валике установлены скребковая ракля и гребенное приспособление, которыми очищаются и вычесывают загрязнения волокон.
Покрытый мягкой резиной нижний валик по всей своей ширине омывается водой Какие-либо количества пасты, попавшие на нижний валик, удаляются с него щеткой или раклей, так что он всегда оказывается в чистом состоянии для процесса набивкио
Напечатанные и флокированные детали верхней части пропускают через коагуляционную камеру и затем еще влажные, слегка подсушенные флокированные детали вводят в уплотнитель- ные по краям кассеты и подвергают нагреву При этом происходит отбор 0 конденсата,,
Отбор конденсата осуществляют сначала аналогично известному способу при 150°С в течение 10-20 мина Штабелированные в количестве 10 - 30 штук
5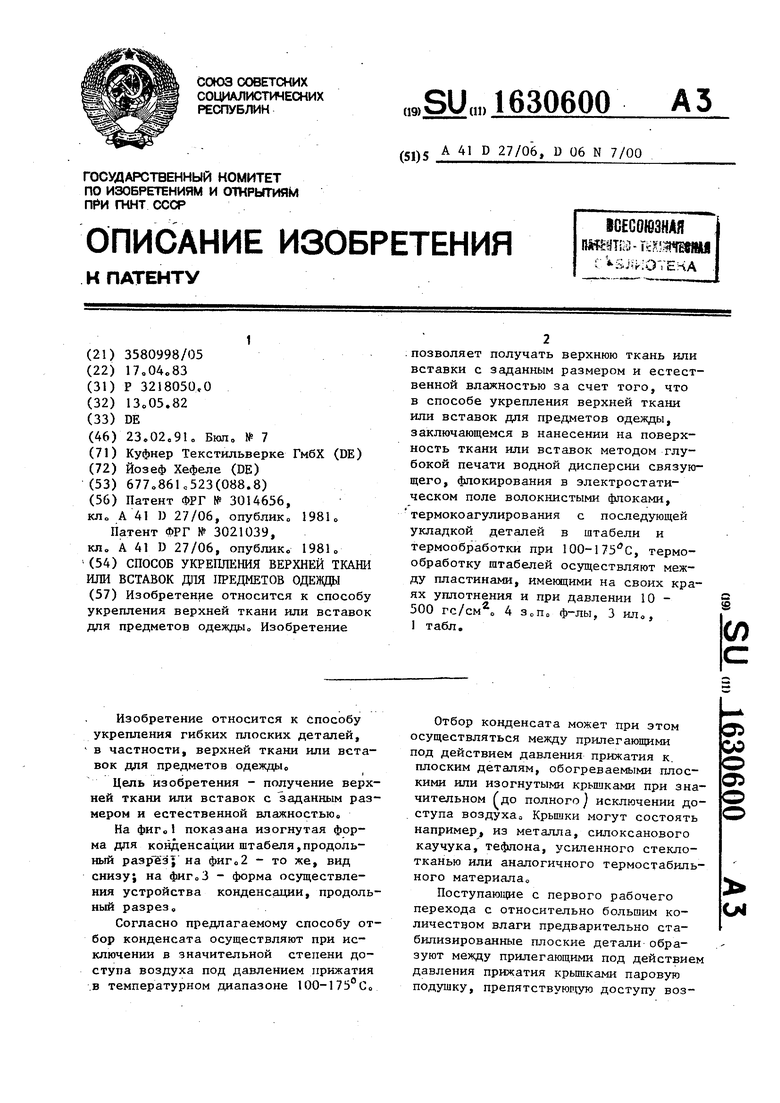



Изобретение относится к способу укрепления верхней ткани или вставок для предметов одежды Изобретение позволяет получать верхнюю ткань или вставки с заданным размером и естественной влажностью за счет того, что в способе укрепления верхней ткани или вставок для предметов одежды, заключающемся в нанесении на поверхность ткани или вставок методом глубокой печати водной дисперсии связующего, флокирования в электростатическом поле волокнистыми флоками, термокоагулирования с последующей укладкой деталей в штабели и термообработки при 100-175 с, термообработку штабелей осуществляют между пластинами, имеющими на своих краях уплотнения и при давлении 10 - 500 гс/смгс 4 з0п0 ф-лы, 3 ил 1 табл. i lo , Kfl
нит ее до тех пор, пока передняя кром- 25 флокированные с оборотной стороны
ка заготовки не достигнет зазора печатания между верхним и нижним валиками о В открытом неприжатом положении расстояние между верхним и нижним валиками составляет около 4 мм, в положении прижатия - около О,1 мм0 Точно в момент входа заготовки в зазор печатания нижний валик приподнимается, а нижний валик снова опускается
при выключении давления прижатия, ког- , вой плиты выступают за края раскроекда задняя кромка заготовки уходит из зазора печатанияо -Включение давления прижатия вызывается тем, что заготовка проскальзывает над отражающим стержнем и луч света снова отражает ся„
Верхний гравировочный печатный валик снабжен ячейкообразными углублениями (гравировкой), которые заполняются печатной пастообразной краской, передающейся при прохождении заготовок через зазор печатания в узоре гравировки на изнанку заготовок верхней тканио Углубления расположены равномерно вдоль окружности валика,, Каждое углубление имеет длину 2,0 мм и ширину 1-,0 мм при глубине 0,6 мм„ Углубления выполнены коническими сужающимися по своей глубине Количество углублений составляет 20/см Со стороны входа на гравированном верхнем валике установлена ракля для очистки от пасты с острым углом установки чистильного ножао На верхнем
2,
ных деталей с, Расстояние между плитами при нажатии уменьшается приблизительно наполовину от высоты свободной укладки верхней ткани За счет,
4Qнапример, помещаемых сбоку на краях плит уплотнительных лент из губча то- го материала и с помощью зажимных колодок верхнюю плиту соединяют с ниж- ней плитой в запертый штабелирован45 ный пакето Некоторое количество таких штабелированных пакетов устанавливают один над другим .с сохраняющимся свободным между ними воздушным зазором и вставляют в имеющую соответст; 0 вующие размеры сушильную печь с циркуляцией воздуха, отрегулированную на 150 С, и обогревают в течение приблизительно 15 минэ Потом температуру снижают до 120 С и оставляют
55 ее такой до суммарного времени нахождения в сушильной печи с циркуляцией воздуха 60 мино По истечении этого времени нагрева и конденсации вновь вынутые штабелированные пакеты
плоские детали, например раскроенные передние части соответственно с прилегающими один к другому слоями флоков левой и правой передними частями, на- 30 крывают, например, на нижней и верхней сторонах штабеля плоскими, ужесточенными, например, за счет подкосов алюминиевыми плитами толщиной приблизительно 1 мм Края алюминие
ных деталей с, Расстояние между плитами при нажатии уменьшается приблизительно наполовину от высоты свободной укладки верхней ткани За счет,
4Qнапример, помещаемых сбоку на краях плит уплотнительных лент из губча то- го материала и с помощью зажимных колодок верхнюю плиту соединяют с ниж- ней плитой в запертый штабелирован45 ный пакето Некоторое количество таких штабелированных пакетов устанавливают один над другим .с сохраняющимся свободным между ними воздушным зазором и вставляют в имеющую соответст; 0 вующие размеры сушильную печь с циркуляцией воздуха, отрегулированную на 150 С, и обогревают в течение приблизительно 15 минэ Потом температуру снижают до 120 С и оставляют
55 ее такой до суммарного времени нахождения в сушильной печи с циркуляцией воздуха 60 мино По истечении этого времени нагрева и конденсации вновь вынутые штабелированные пакеты
80° С
охлаждают до температуры ниже и затем освобождают зажимные колодки
Теперь детали верхней ткани имеют естественную влажность и выглажены Флокированная сторона на ощупь является мягкой, как шелк, и имеет благоприятные оптические качества,, Вместо плоских плит также могут использоваться изогнутые плиты для того, чтобы получать изогнутые детали, такие, как передние части предметов одежды, воспроизводящие изгиб груди Также является возможным осуществлять вместо конденсации штабеля конденсацию отдельных деталей, например конденсацию левой и правой передних частей предмета одежды, прилегающих локированной стороной одна к другой.
В случае отдельных деталей предпочтительной, в частности, становится конденсация между обогреваемыми покрывающими лентами, которые могут состоять из усиленного стеклотканью тефлона,, Величина давления прижатия удерживается в диапазоне 10-500 гс/см
Для того, чтобы получить желаемое давление прижатия на лежащие между ними плоские детали, тефяоновые ленты в области зоны конденсации могут направляться со скольжением через слегка изогнутые нагревательные плисоставНа противолежащей стороне второй тефлоновой ленты, касающейся скользящей мимо тефлоновой ленты, может предусматриваться еще обогрев с помощью инфракрасного излучения о Установка с лентой соответствует обычному прямоточному фиксирующему прессу для фиксирования материалов вставок, покрываемы в форме растра текстильной клейковиной 0 Также является возможным, чтобы установка конденсации с транспортировочными лентами следовала непосредственно за печью предварительной сушки и предварительной стабилизации из первого рабочего перехода однако с промежуточным выполнением очищающего устройства для удаления избыточных флокировочных волокон из предварительно стабилизированных плоских деталей, причем, например, далее являе ся возможным перед входом предварительно стабилизированных и флокиро- ванных раскроенных заготовок верхней
ты с желаемой температурой, ляющей, например, 150-160 Сс
ткани в установку конденсации накладывать еще раскроенные заготовки фиксирующих вставок, например, для укрепления груди и плечей передней части пиджака.
Покрытие текстильной клейковиной в установке конденсации расплавляется и соединяется с флокирующим слоем,
когда на выходе установки (в прямоточных фиксирующих прессах), предусмотрены еще два прижимных валика, спрессовывающих вставку с раскроенной заготовкой верхней ткани0 Позади ,
5 обоих прижимных валиков обе накрывающие бесконечные транспортировочные ленты отделяются одна от другой и освобождают теперь прошедшую отбор конденсата плоскую деталь, на которой при известных условиях еще зафиксирована (приклеена вставка0 Бесконечные транспортировочные ленты возвращаются затем назад под их общей направляющей через зону конденсации по отводным валикам к входу плоских деталей, где они вновь совместно направляются через отводные валики и проходят со скольжением с напряжением прижатия через нагревательные
0 плиты, чтобы при этом оказать желаемое давление прижатия на транспортируемые между ними плоские детали Требующаяся длина зоны конденсации определяется высотой выбранной
5 температуры, реагенной способностью пасты в качестве вяжущего вещества для флоков и скоростью, с которой предварительно упрощенные плоские детали выходят из зон флокирования
о и предварительной стабилизации. При температуре в зоне конденсации, равной 155°С, достаточным является время пребывания, равное 1 мин, что при скорости прохождения из зоны предва5 рительной стабилизации, равной 4 м/мин, соответствовало бы длине зоны конденсации( равной приблизительно 4 м«
0
5
Возможно вместо одной из обеих транспортировочных лент установить большой вращающийся нагревательный барабан, синхронно вращающийся с одной из обеих транспортировочных лент и охватываемый ею Плоская деталь находится при этом между стенкой нагревательного барабана и транспортировочной лентой и подвергается операции отбора конденсата во время вращения нагревательного барабана Благодаря натяжению транспортировочной ленты на нагревательном барабане создается необходимое давление прижатия и требующаяся защита от влияний кислорода воздуха
Устройство для осуществления предлагаемого способа имеет плоскую нижнюю плиту 1 с выемкой для выгнутой формы 3, которая в случае раскроенной заготовки ткани для мужского пиджака может иметь приблизительно форму изгиба груди На плоскую плиту накладываются, например, наложенные они обладают естественной влажностью
на на другую, прилегающие одна к другой флокированными сторонами раскроенные заготовки при известных усг ловиях с помощью приложения плоской вспомогательной плиты в выемку Потом штабель из 0 лежащих одна на другой раскроенных заготовок накладывается второй плитой, верхней плитой 2, имеющей выгиб 2 в месте выемки нижней плиты в форме изгиба гру- 25 кращается, ди„ Под сильным давлением прижатия В установке конденсации обычного
прямоточного фиксирующего пресса
верхняя и нижняя плиты через резьбовые зажимы 4 или другие зажимные элементы сжимаются вместе в штабелиро-; ванный пакет В выемку теперь вдавливается выгнутая форма 3 и соединяется с нижней плитойо Зажатые между верхней и нижней плитой плоские детали выгибаются вставленной под давлением изогнутой формой 3 Выгиб при последующем процессе конденсации фиксируется так, что при последующих химических чистках не происходит потери изгиба Однако отбор конденсата может также осуществляться между плоскими плитамио Как при отборе конденсата между плоскими, так и изогнутыми формами является целесообразным вкладывать по краям плит полосы из губчатой резины, например, полосы из силоксанового губчатого каучука для того, чтобы достигнуть дополнительной защиты от воздуха
Некоторое число таких включенных между профильными плитами штабелированных пакетов устанавливают один на другой с сохраняющимся между ними свободным воздушным зазором и направляют на операцию отбора конденсата,, например вставляют в сушильную печь с циркуляцией воздуха, которая сначала быстро нагревается до 160 С«Сразу же после достижения этой температуры в циркулирующем воздухе, за счет
30
35
40
45
50
55
{фиг.З) поступающий с операции чистки продукт А направляется по тефло- новой ленте 4 с сопряженной лентой 5 через нагревательные плиты 6, в об ласти которых расположены излучатели
7инфракрасного света. После прохождения этой установки от продукта . окончательно отбирают конденсат и он может сниматься с вращающейся ленты 4 о
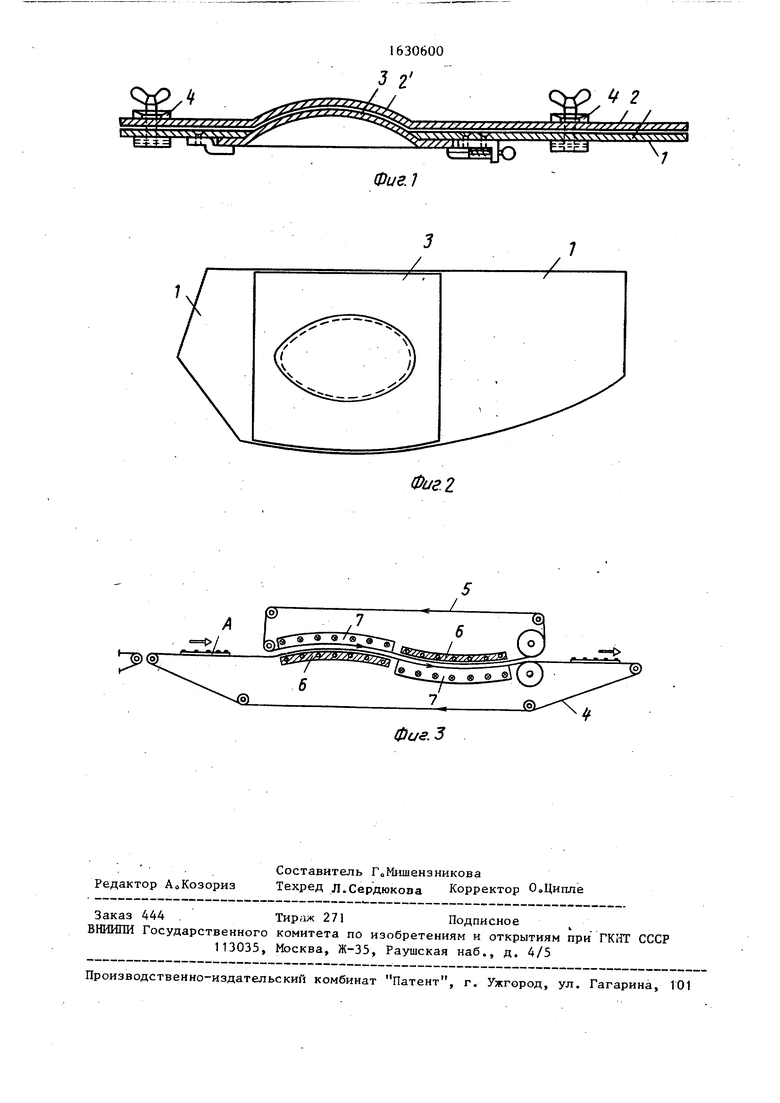
Для приготовления паст используют водные дисперсии различных полимеров
8таблице приведены составы использу емых связующих и режимы осуществления способа
П р и м е р 2 (контрольный) Детали верхней ткани покрывают печатной пастой, состав которой аналогичен составу по примеру 1
Паста готовится путем смешения компонентов А и В, а затем в нее вводят штапельный ворс толщиной 1,7 децитекс и длиной 0,5 мм при напряжении 50000 В Затем набивные и фло- кированные детали верхней ткани пропускаются через нагретую горячим воздухом до 150бС сушилку 9 м длиной со скоростью 6 м/мин и затем детали верх ней ткани вылеживаются и доконденси- руются в нагретой до 110°С камере 24 чо Если при этом используют чувствительные верхние ткани, например,
слабой вытяжки осуществляют снижение температуры циркулирующего воздуха за 15-30 мин до температуры 120°С Эту температуру выдерживают до конца конденсации По истечении времени нагрева и конденсации, составляющего в целом 70 минл вновь вынутые штабелированные пакеты охлаждают до температуры ниже 80°С и затем раскрывают зажимные элементы0 Температура деталей верхней ткани во время обработки в печи достигает в центре штабеля 120 С и на стенке плит около 130°С Теперь
и выглажены Флокировэнная сторона воспринимается на ощупь мягкой как шелк ,и имеет благоприятные оптические качества Вместо выгодного в от- ношении расходов обогрева циркулирующим воздухом может также выбираться высокочастотный обогрев штабелированных пакетов, .преимущество которого состоит в том, что фаза разогрева сопрямоточного фиксирующего пресса
0
5
0
5
0
5
{фиг.З) поступающий с операции чистки продукт А направляется по тефло- новой ленте 4 с сопряженной лентой 5 через нагревательные плиты 6, в области которых расположены излучатели
7инфракрасного света. После прохождения этой установки от продукта . окончательно отбирают конденсат и он может сниматься с вращающейся ленты 4 о
Для приготовления паст используют водные дисперсии различных полимеров0
8таблице приведены составы используемых связующих и режимы осуществления способа
П р и м е р 2 (контрольный) Детали верхней ткани покрывают печатной пастой, состав которой аналогичен составу по примеру 1
Паста готовится путем смешения компонентов А и В, а затем в нее вводят штапельный ворс толщиной 1,7 децитекс и длиной 0,5 мм при напряжении 50000 В Затем набивные и фло- кированные детали верхней ткани пропускаются через нагретую горячим воздухом до 150бС сушилку 9 м длиной со скоростью 6 м/мин и затем детали верхней ткани вылеживаются и доконденси- руются в нагретой до 110°С камере 24 чо Если при этом используют чувствительные верхние ткани, например,
светлого и нежного цветов из полиакрила и шерсти, то после обработки обнаруживают сильное пожелтение деталей верхней ткани и при этом, как правило, появляется усадка по длине и ширинео Детали верхней ткани после термической обработки становятся совершенно сухими и свободными от всякой остаточной влажности,, Мяг-
кий эластичный гриф ткани страдает при термической обработке„
Предлагаемый способ обеспечивает получение деталей верхней ткани и вставок без изменения оттенка и раз- меров с естественной влажностью, что позволяет при изготовлении одежды подвергать детали обычным рабочим операциям: шитью, дрессированию при обработке паром, глажению,,
Формула изобретения 10 Способ укрепления верхней ткани или вставок для предметов одежды путем нанесения на поверхность тка- ни или вставок методом глубокой печати водной дисперсии связующего, фпокирования в электростатическом поСостав связующего
Водная дисперсия сшитого сополимера на основе эфиров акриловой кислоты и ви- нилхлорида с добавкой карбамидной смолы
Водная дисперсия карбоксилированного сополимера на основе бутадиена и ак- рилнитрила (сшитая)
Водная дисперсия карбоксилированного сополимера на основе бутадиена, стирола и акрилнитрила (спитая)
Водная дисперсия карбоксилированного сополимера на основе бутадиена и стирола (сшитая)
Водная дисперсия полиуретана (сшитая)
Водная дисперсия сшитого сополимера на основе винилацетата и этилена с добавкой отвержденной меламиковой смолы
л&, волокнистыми флоками, термокоагулирования с последующей укладкой деталей в штабели и прессованием при 100 - 175°С, отличающийся тем, что, с целью получения верхней ткани или вставок с заданным размером и естественной влажностью, прессование штабелей осуществляют при давлении J000-50000 Н/см без доступа воздухао
30 Способ поп01, отличающийся тем, что прессование проводят в течение 1 - 60 мин0
4С Способ по По 1, отличающий с я тем, что прессование проводят между воздухонепроницаемыми, постоянно движущимися обогреваемыми плитамио
50 Способ по п„ 1, отличающийся тем, что прессование осуществляют между обогреваемым барабаном и лентой, натянутой вокруг барабана,,
90-95
400-500
Около 5003,3
Около 140 200-250 Около 107,0
150-200
2-3
200-250 Около 10
10-20 350
0,5-1,0 60
10,0
10,0 0,9
Около 130 100-150 Около 303,3
а « 9 g
if 2 / /
ЈЈЛл
{ ssss-л
V
Фие.1
Фиг. 2
Фие.З
| Патент ФРГ № 3014656, кло А 41 D 27/06, опублик | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
