Изобретение относится к способу рас- рообразного покрытия полосового гибкого зделия и к устройству для его осуществления и может быть использовано в легкой промышленности.
Целью изобретения является повышение экономичности процесса при одновременном улучшений качества изделия за счет исключения проникновения клея на изнаночную сторону изделия и отслаивания клея. .
Это достигается тем, что в способе рас- рообразного покрытия полосового гибкого изделия, включающем подачу порошка плавкого Клея с помощью ракли в углубление вращающегося гравировального валка и нанесение клея на полосовое гибкое изделие с использованием вращающегося нагреваемого валка, согласно изобретению,. нанесение клея на полосовое гибкое изделие осуществляют при пропускании изделия между основным нагреваемым валком с антиадгезионным покрытием из силиконовой резины толщиной 1-10 мм и дополнительным валком .посредством последовательного переноса порошка плавкого клея с гравировального валка на основной валок и с основного валка на изделие в зоне их контакта при давлении контакта основного и дополнительных валков на изделие, меньшем давления контакта ос- новного валка с гравировальным валком.
Зона контакта изделия с основным и догюлнительным валками удалена по меньшей мере на угол поворота основного валка, равный 180°С, от контакта основного валка с гравировальным валком.
В качестве порошка плавкого клея используют сополиэфир, сополиамид и/или полиэтилен,
По рошок плавкого клея используют с :добавкой 0,1-2,0% жирных кислот - пальме- ТИЦОВОЙ, стеариновой или бегеновой в виде тонкой дисперсии. Гравировальный валок нагревают до 30-90°С, а основной - до 160- 240°С. Температуру дополнительного валка поддерживают ниже 100°С. В качестве по лосового гибкого изделия плоской формы используют бортовый материал на основе ткани, трикотажа, трикотажных изделий, He- каного материала, тканого ваточного холста, тканотрикотажного ваточного холста для предметов одежды или пленочный материал, искусственную кожу, бумагу и плоский пенопласт,
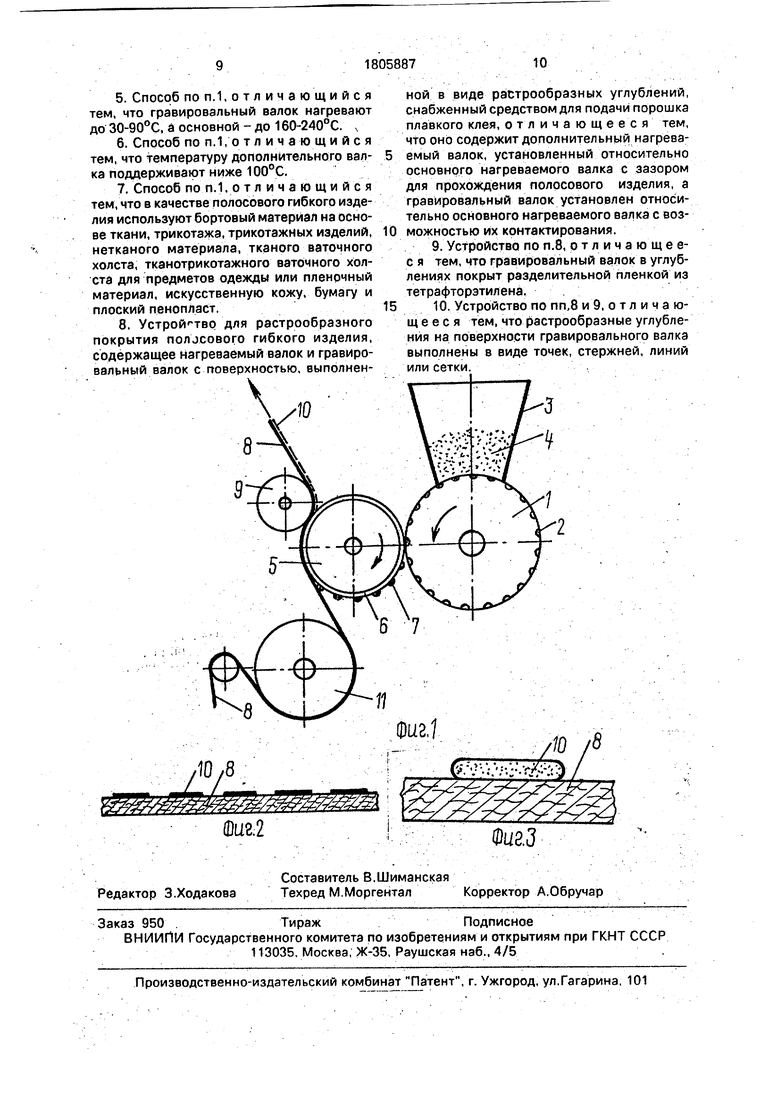
Данная цель достигается также тем, что в устройстве для растрообразного покрытия полосового гибкого изделия, содержащем нагреваемый валок и гравировальный валок с поверхностью, выполненной в виде рэстрообразных углублений, и снабженный средством для подачи порошка плавкого клея, согласно изобретению, содержится дополнительный нагреваемый валок, установленный относительно основного нагреваемого валка с зазором для прохождения полосового изделия, а гравировальный валок установлен относительно основного нагреваемого валка с возможностью их
контактирования.
Гравировальный валок в углублениях покрыт разделительной пленкой из тетраф- торзтилена.
Углубления на поверхности гравиро5 вального валка выполнены в виде растрооб- разных точек, стержней, линий или сетки.
На чертежах схематично представлены примеры выполнения устройства по изобретению, а также полоса изделия, покрытия с
0 помощью этого устройства.
На фиг.1 показано устройство в схематическом изображении в разрезе, вид сбоку; на фиг.2 - продольный разрез через плоское изделие, покрытое с пбмбщьЧо Итого устрой5 ства, в увеличенном масштабе в виде выры- ва; на фиг.З - то же, в более увеличенном масштабе.
Устройство, изображенное на фиг.1, выше гравировального валка 1, который на
0 своей цилиндрической поверхности снабжен чашеобразными углублениями 2 и установлен с возможностью вращения вокруг своей оси и имеет воронкообразный запасной резервуар 3 для порошкообразного
5 плавкого клея 4. Эта воронка расположена непосредственно на гравировальном валке 1 и открыта со стороны днища, так, что порошок плавкого клея 4 при повороте поверхности гравировального валка может
0 устремляться в находящиеся в нем углубления 1. Ракельный лист, закрепленный на стенке воронки и тангенциально прилегающий к гравировальному валику, обеспечива- .ет сглаживание введенного порошка.
5 Гравировальный валок вращается в направлении стрелки, так что углубления 2, напол- ненные порошком плав.кого клея, подвигаются.к нагретому основному валку 5, который может нагреваться и имеет анти0 адгезионное резиновое покрытие 6. Этот нагретый валок 5 который в направлении стрелки, показанной на фиг.1, вращается синхронное гравировальным валком 1, прижимается с относительно большим усилием
5 к гравировальному валку, благодаря чему порошковый наполнитель, находящийся в углублениях 2 гравировального валка, может наноситься на резиновое покрытие 6 горячего валка и там оседать в виде кучек порошка 7.
Гравировальный валок 1 имеет на своей поверхности, особенно в ее углублениях, тонкое покрытие отдельной пленкой для легкого извлечения порошковых наполнителей из этих углублений, которое может состоять из материала на основе тетрафторэтилена.
На стороне горячего валка, противолежащей к гравировальному валку, направляется покрываемое плоское изделие 8 в виде, например, текстильной полосы 8 через ва- лок предварительного подогрева 11 и проводится между нагреваемым валком 5 и другим, соответствующим этому валку дополнительным валком 9, который расположен таким образом, что он лишь слегка прижимает полосу изделия 8 к нагреваемому валку 5. Горячий валок и валок предварительного нагрева доводятся до температуры примерно 1400С-240°С, что приводит к тому, что кучки 7 порошка, размещенные на его покрытии, спекаются друг с другом. Благодаря незначительному прижатию полосы изделия 8 к горячему валку 5 и его предварительному захлестыванию полосой изделия, эти спеченные друг с другом кучки порошка наносятся на полосу изделия, где, вследствие этого прижатия, они образуют растрообразное, расплющенное покрытие. Растрообразное покрытие может иметь характер точек, стерженьков или линий. Рас- положение и форма растра покрытия 10 на плоском изделии 8 определяется расположением и формой чашеобразных углублений 2 на поверхности гравировального валка, В соответствии с требуемым видом растра покрытия на плоском изделии, эти углубления 2 должны поэтому соответственно располагаться и формироваться на поверхности гравировального валка 1.
В примерах 1 и 2 представлены пара- метры процесса. П р и м е р 1.
ГравюраТочечная, 15 ячеек Полотно Толщина 0,6 мм ракеля заточка кромок 60° Производственная скорость 9 м/мин Нагреваемый Силиконовая валок 5 оболочка толщиной 5 мм Давление прижима нагреваемого валка 5 1000гс/см Давление прижима валка 9 50 гс/см . Внутренняя температура нагреваемого валка 5 (температура теплоносителя) 200°С
Поверхностная температура нагреваемого валка 5 Поверхностная температура гравировального валка Несущая ткань
150°С
35-40° Ткацко-трико- тажное изделие Вещество, применяемое в качестве покрытия
НазваниеСополиамид Интервал температур плавления: около 100°С
Гранулометрический состав:63-90 мкм - 30%
45-63 мкм-25% менее 45 мкм - 45% Индекс
расплава 130°/21, 2Н 3,6 г/10 мин 160°/21,2Н 19 г/10 мин. Фирм/наименованиеВестамельт 751 АР 1 Изготовитель Хемише верке,
Хюльс, Марль, ФРГ Пример 2. Производственные условия как и в примере 1, отличия сос- . тоят только в следующем: Поверхностная температура гравировального валка50°С Вещество, применяемое в качестве покрытия
НазваниеСополиэфир Интервал температур плавления 110-120°С Гранулометрический состав как и в примере 1 Индекс расплава 160°/21, 2Н 13 г/10 мин Фирм, наименование Грильтекс-8 Р 1 Изготовитель Эмс хеми,
Донат/Эмс, Швейцария
При нанесении покрытия в процессе изготовления прокладочных материалов для мужских сорочек и женских платьев (что является основным назначением способа) подлежащие покрытию изделия плоской формы не являются сплошными и отличаются более или менее открытой структурой поверхности, в особенности тогда, когда они состоят из тканей или ткацко-трикотаж- ных изделий. Именно при изготовлении современных легких предметов одежды могут производиться попытки использования особенно облегченных прокладок, отличающихся открытой структурой, у которых
между (в большинстве случаев) неодинаковыми по толщине уточными и основными нитями или петлями имеются относительно широкие ячейки. По предложенному все без исключения гравировальные углубления полностью опорожняются и их содержимое целиком передается на (снабженный эластичной энтиадгезио.нной оболочкой) нагреваемый валок; на нем производится спекание наполнителя, который затем под давлением прижима следующего валка передается на собственно носитель в виде плиток, постоянно имеющих одинаковую форму и величину. Можно не производить последующей термической обработки, бла- годаря чему также не произойдет провали- вания клебемассы вглубь изделия плоской формы. Кроме того, сформованный в плитки порошок гарантирует дальнейшее уменьшение опасности проступания или полное его исключение. Также и сцепление прокладки с лицевой тканью при последующем процессе фиксации становится более равномерным, причем местные отслоения отдельных неудовлетворительно вы- полненных точек сцепления также наблюдаются значительно реже.
При работе по предложенному способу каждое гравировальноеуглубление опорожняется полностью. В результате каждого опорожнения гравировального углубления .образуется клеевая точка одинаковой величины и формы, причем каждая клеевая точка переносится в виде плоской плитки на носитель. Благодаря этому не возникает отслое- ния даже при использовании тканей и ткацко-трикотажных изделий с открытыми петлями и ячейками.
Предложенный способ покрытия не только обеспечивает повышение качества изделий, но и приносит финансовые выго- ды. Со значительной экономией на материалах могут быть использованы легкие, с открытыми петлями и более тонкие несущие материалы (изделия плоской формы), кото- рые до настоящего времени из-за опасности пропускания клеевого покрытия не приме нялись. Пропускание клеевой массы при фиксации прокладки на лицевой ткани вызывает замедление производственного про- цесса во время фиксации, так как постоянно приходится очищать защитные полотна фиксирующего пресса от прилипшей к ним проступившей (т.к. через материал прокладки проникшей) клеемассы. Также и последу- ющая утюжка со стороны прокладки приводит к загрязнению утюга, а при утюжке готовых швейных изделий возникают за- частую нежелательные внутренние склеивания заработанного материала подкладки. Наконец, гриф комбинированного материала из лицевой ткани и прокладки, в котором используются прокладки, обработанные согласно противопоставленному способу, менее элегантен, менее текуч, более сминаем и характеризуется нежелательной жесткостью и твердостью. Поэтому способ согласно изобретению в своей совокупности обеспечивает значительное повышение качества и снижение цены прокладочных тканей.
К тому же способ согласно изобретению не только обеспечивает лучшее качество изделия, но в сравнении с известными до настоящего времени способами отличается значительно большей простотой и меньшей дороговизной.
Формул а изобретения
1. Способ растрообразного покрытия полосового гибкого изделия, включающий подачу порошка плавкого клея с помощью ракли в углубление вращающегося гравировального валка, и нанесение клея на полосовое гибкое изделие с использованием вращающегося нагреваемого валка, о т л и - ч а ю щ ий с я тем, что, с целью повышения экономичности процесса при одновременном улучшении качества изделия за счет ис- ключения проникновения клея на изнаночную сторону изделия и отслаивания клея, нанесение клея на полосовое гибкое изделие осуществляют при пропускании изделия между нагреваемыми основным валком с энтиадгезионным покрытием из силиконовой резины толщиной 1-10 мм и дополнительным валком посредством последовательного переноса порошка плавкого клея с гравировального валка на основной валок и с основного валка на изделие в зоне их контакта при давлении контакта основного и дополнительного валков на изделие, меньшем давления контакта основного валка с гравировальным валком.
2.Способ по п.1 о т л и ч а ю щи и с я тем, что зона контакта изделия с основным и. дополнительным валками удалена по меньшей мере на угол поворота основного валка, равный 180°С, от контакта основного валка с гравировальным валком.
3. Способ по п.1,отличающийся тем, что в качестве порошка плавкого клея используют сополиэфир, сополиамид и/или полиэтилен.
4. Способ по пп.1 иЗ, отличающий- с я тем, что порошок плавкого клея используют с добавкой 0,1-2,0% жирных кислот - пальметиновой, стеариновой или бегено- вой, в виде тонкой дисперсии.
5. Способ по п. 1. о т л и ч а ю щи и с я тем, что гравировальный валок нагревают до 30-90°С, а основной - до 160-240°С. N
6. Способ по п. 1,о т л и ч а ю щ и и с я тем, что температуру дополнительного валка поддерживают ниже 100°С.
7. Способ по п.1, о т л и ч а ю щ и и с я тем, что в качестве полосового гибкого изделия используют бортовый материал на основе ткани, трикотажа, трикотажных изделий, нетканого материала, тканого ваточного холста, тканотрикотажного ваточного холста для предметов одежды или пленочный материал, искусственную кожу, бумагу и плоский пенопласт.
8. Устройство для растрообразного покрытия полосового гибкого изделия, содержащее нагреваемый валок и гравировальный валок с поверхностью, выполненной в виде растрообразных углублений, снабженный средством для подачи порошка плавкого клея, отличающееся тем, что оно содержит дополнительный нагреваемый валок, установленный относительно основного нагреваемого валка с зазором для прохождения полосового изделия, а гравировальный валок установлен относительно основного нагреваемого валка с возможностью их контактирования.
9. Устройство по п.8, р т л и ч а ю щ е е- с я тем, что гравировальный валок в углублениях покрыт разделительной пленкой из тетрафторэтилена. .
10. Устройство по пп,8 и 9, о т л и ч а ю- щ е е с я тем, что растрообразные углубления на поверхности гравировального валка выполнены в виде точек, стержней, линий или сетки..
Использование: в легкой промышленности при изготовлении прокладочных материалов для мужских сорочек и женских платьев. Сущность изобретения: порошок плавкого клея с помощью ракли подают в углубление вращающегося гравировального валка. Между основным нагреваемым валком с антиадгезионным покрытием из силиконовой резины толщиной 1-10 мм и дополнительным нагреваемым валком пропускают полосовое гибкое изделие. Порошок плавкого клея переносят с гравировального валка на основной валок и с него на изделие в зоне контакта валков с изделием. При этом давление контакта основного и дополнительных валков на изделие мень2 ше давления контакта основного валка с гравировальным валком. Зона контакта изделия с основным и дополнительным валками удалена по меньшей мере на угол поворота основного валка, равный 180°, от контакта основного валка с гравировальным валком. В качестве порошка плавкого клея используют сополиэфир. сополиамид и/или полиэтилен. Порошок плавкого клея используют с добавкой 0,1-2,0% жирных кислот - пэльметиновой, стеариновой или бегеново й в виде тонкой дисперсии. В качестве полосового гибкого изделия используют бортовой материал на основе ткани, трикотажа, трикотажных изделий, нетканого материала, тканого ваточного холста, тканотрико- тажного ваточного холста для предметов одежды или пленочный материал, искусственную кожу, бумагу и плоский пенопласт; гравировальный валок нагревают до 30- 90°С, а основной - до 160-240°С. Температуру дополнительного валка поддерживают ниже ЮО°С. Способ осуществляют с помощью устройства, содержащего гравировальный валок, основной нагреваемый валок и дополнительный, установленный относительно основного нагреваемого валка с зазором для прохождения полосового изделия. Гравировальный валок установлен от- носительно основного нагреваемого валка с возможностью их контактирования и покрыт в углублениях разделительной пленкой из тетрафторэтилена. Углубления на поверхности гравировального валка выполнены в виде растрообразных точек, стержней, линий или сетки. 2 с. и 8 з.п.ф-лы, 3 ил. (Л С 00 о СП 00 00 vj OJ
| Обзорная информация | |||
| Промышленность искусственной кожи, вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Новые прокладочновспомогательные материалы для легкой промышленности | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Способ нанесения порошкообразногоКлЕя HA лЕНТОчНый МАТЕРиАл и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1975 |
|
SU831055A3 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
